You might also like
- PB Series Ironer - Installation, Operation and Maintenance ManualDocument140 pagesPB Series Ironer - Installation, Operation and Maintenance ManualChiến Bùi HữuNo ratings yet
- Everything You Ever Wanted To Know About Data Acquisition: Part 1 - Analog InputsDocument45 pagesEverything You Ever Wanted To Know About Data Acquisition: Part 1 - Analog InputsueidaqNo ratings yet
- Service SupportDocument52 pagesService SupportAnonymous n06MGR193% (28)
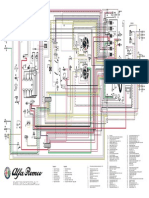
- Schema Elettrico MontrealDocument1 pageSchema Elettrico Montrealiron93No ratings yet
- Operations Manual MCL TWTA 350W Ku Band Model MX3000Document90 pagesOperations Manual MCL TWTA 350W Ku Band Model MX3000andersonbheringNo ratings yet
- 05.2007 Parameter ListDocument184 pages05.2007 Parameter ListDeMen NguyenNo ratings yet
- DELTA IA-HMI DOPSoft UM EN 20141106 PDFDocument1,743 pagesDELTA IA-HMI DOPSoft UM EN 20141106 PDFFelipe della ViaNo ratings yet
- How To Get ePLAN Macros PDFDocument2 pagesHow To Get ePLAN Macros PDFAlaa RamadanNo ratings yet
- FBs Manual PDFDocument416 pagesFBs Manual PDFfressNo ratings yet
- Magel IsDocument162 pagesMagel Issalmo83:18No ratings yet
- Delta DVP EN 20140407Document40 pagesDelta DVP EN 20140407Valdenir de MatosNo ratings yet
- Secomea Industry - Master - Price List - JAN - 2019 - EUR PDFDocument8 pagesSecomea Industry - Master - Price List - JAN - 2019 - EUR PDFHector SantosNo ratings yet
- StipDocument22 pagesStipLatisha WalkerNo ratings yet
- S7-GRAPH - Mise en Route S7-GRAPH PDFDocument24 pagesS7-GRAPH - Mise en Route S7-GRAPH PDFRata IonNo ratings yet
- Topkapi EDocument6 pagesTopkapi EMohamed LabibNo ratings yet
- User Manual: Original Instructions (En)Document195 pagesUser Manual: Original Instructions (En)Bryan VazNo ratings yet
- Pac8000 Controllers Ds Gfa1831Document2 pagesPac8000 Controllers Ds Gfa1831mealysrNo ratings yet
- RSView32 to RSView SE upgrade issues guideDocument10 pagesRSView32 to RSView SE upgrade issues guideMario BozicevicNo ratings yet
- JOLLY2 Installation ManualDocument13 pagesJOLLY2 Installation ManualWeiya WeiyaNo ratings yet
- Automatic Speed Control System by The Color Sensor For Automobiles - An Innovative Model Based ApproaDocument69 pagesAutomatic Speed Control System by The Color Sensor For Automobiles - An Innovative Model Based ApproaAnil ReddyNo ratings yet
- PM 09600Document312 pagesPM 09600Kevin Alberto Tejera PereiraNo ratings yet
- FP2000-1200 Inst Comm v8-1 (English)Document64 pagesFP2000-1200 Inst Comm v8-1 (English)Marius VasiloiuNo ratings yet
- XPM3m ReflowPlatform 013113webDocument2 pagesXPM3m ReflowPlatform 013113webxguest2kNo ratings yet
- C Damper 009Document52 pagesC Damper 009Youssef EBNo ratings yet
- 30XA France CatalogDocument24 pages30XA France CatalogKannan KrishnamoorthyNo ratings yet
- Example Tickets: Su MM AryDocument2 pagesExample Tickets: Su MM AryfasihaiderNo ratings yet
- TMO 720-4 Oil Burner Control BoxDocument6 pagesTMO 720-4 Oil Burner Control BoxYanuar AndriyantoNo ratings yet
- MD556 DDocument3 pagesMD556 DAlex Tello vNo ratings yet
- Practicas Digiac 1750 1Document18 pagesPracticas Digiac 1750 1Saga Adolfo GonzalezNo ratings yet
- PCM Bx06 Installation ManualDocument28 pagesPCM Bx06 Installation ManualOUSSAMANo ratings yet
- Ca08104001e Cag IbookDocument2,207 pagesCa08104001e Cag Ibookcarlos4041No ratings yet
- Altivar 18Document35 pagesAltivar 18veroljubdjNo ratings yet
- Lut400 Quick Start Guide PDFDocument422 pagesLut400 Quick Start Guide PDFJoni MoonNo ratings yet
- FHPP Positioning Library TIADocument43 pagesFHPP Positioning Library TIAMartin Guzman100% (1)
- s7 1500 CatalogueDocument54 pagess7 1500 CatalogueBenjamín Cares ZalazarNo ratings yet
- Industrial Automation InstrumentsDocument59 pagesIndustrial Automation InstrumentsShaukat Ali ShahNo ratings yet
- Scada: (Supervisory Control and Data Acquisition)Document13 pagesScada: (Supervisory Control and Data Acquisition)AdamuNo ratings yet
- Ur 10Document58 pagesUr 10Mikko ItäluomaNo ratings yet
- SCADA System OverviewDocument10 pagesSCADA System Overviewrashid sattarNo ratings yet
- Operating Instructions: Robot ControllerDocument176 pagesOperating Instructions: Robot ControllerMustafa KeleşNo ratings yet
- Commission Instrumentation and Control EquipmentDocument10 pagesCommission Instrumentation and Control EquipmentYamina DennaNo ratings yet
- Exercises on Semaphores and Mutual ExclusionDocument18 pagesExercises on Semaphores and Mutual ExclusionGheorghe Cotleţ0% (1)
- CT DR 000000052f5 en PDFDocument32 pagesCT DR 000000052f5 en PDFCristian Barandiarán VargasNo ratings yet
- SIMATIC HMI ProTool V6.0 Service Pack 2 How To Configure Windows-Based SystemsDocument398 pagesSIMATIC HMI ProTool V6.0 Service Pack 2 How To Configure Windows-Based SystemsTamer Ahmed SalemNo ratings yet
- s7300 Cpu 31xc Technological Functions Operating Instructions en-US en-USDocument404 pagess7300 Cpu 31xc Technological Functions Operating Instructions en-US en-USNguyen Minh Thuong100% (1)
- SUN2000-330KTL-H2 DatasheetDocument2 pagesSUN2000-330KTL-H2 DatasheetSAEL SOLARNo ratings yet
- Calibracion de WE-Process AutomationDocument2 pagesCalibracion de WE-Process AutomationJulio Cesar100% (1)
- Manual AlarmScout 961&962 117 - 4417902 - Rev00Document8 pagesManual AlarmScout 961&962 117 - 4417902 - Rev00Maribel CamachoNo ratings yet
- Altivar 58 Telemecanique - Quick PDFDocument2 pagesAltivar 58 Telemecanique - Quick PDFEdu Silva100% (1)
- Study of Automation Systems (PLCs) in Process IndustriesDocument84 pagesStudy of Automation Systems (PLCs) in Process IndustriesHanut MathurNo ratings yet
- Karel ms128 Programare PDFDocument124 pagesKarel ms128 Programare PDFMarius NegreaNo ratings yet
- MDS 4100-Service InformationDocument113 pagesMDS 4100-Service Informationg_pargade100% (1)
- Norwich University SCADA Systems ClassificationsDocument43 pagesNorwich University SCADA Systems ClassificationsShubhra ShahNo ratings yet
- 944 3 0103 enDocument36 pages944 3 0103 enMilanPetrovic100% (1)
- Eurotherm 3216 PDFDocument6 pagesEurotherm 3216 PDFRoyalty GouldNo ratings yet
- Assignment PLCDocument6 pagesAssignment PLCMuhammad Yousuf SaleemNo ratings yet
- AB PLC Module 1 NO NC Timer CounterDocument3 pagesAB PLC Module 1 NO NC Timer CounterSachin PnchlNo ratings yet
- PLC Tutorials on Mixing, Packaging, and Level ProcessesDocument7 pagesPLC Tutorials on Mixing, Packaging, and Level Processesmarshal galilee djitsa0% (2)
- UntitledDocument12 pagesUntitledMohammed EhabNo ratings yet
- Twin Softener ManualDocument18 pagesTwin Softener ManualSanto ENo ratings yet
- Sheet 2Document14 pagesSheet 2Lina M. Abd ElSalamNo ratings yet
- 2-SFC EnonceDocument11 pages2-SFC EnonceLuc AusterNo ratings yet
- Ladder Logic Interlocking III - Online Ladder Editor For Arduino - Still Beta ?Document1 pageLadder Logic Interlocking III - Online Ladder Editor For Arduino - Still Beta ?EMILIO KLAUSNo ratings yet
- Degree in Electrical and Computer Engineering Industrial Automation Practical Exercices IIDocument6 pagesDegree in Electrical and Computer Engineering Industrial Automation Practical Exercices IIRMFCNo ratings yet
- 4.2. Process Sheets: 4.2.1. Part Name: Supporting FrameDocument6 pages4.2. Process Sheets: 4.2.1. Part Name: Supporting FramekshitijNo ratings yet
- Corrosion Test Chamber Project PresentationDocument14 pagesCorrosion Test Chamber Project PresentationkshitijNo ratings yet
- 4.2. Process Sheets: 4.2.1. Part Name: Supporting FrameDocument6 pages4.2. Process Sheets: 4.2.1. Part Name: Supporting FramekshitijNo ratings yet
- Seating & Telematics: For Mercedes-Benz Research and Development India Private LimitedDocument2 pagesSeating & Telematics: For Mercedes-Benz Research and Development India Private LimitedkshitijNo ratings yet
- 138 417 1 PB PDFDocument4 pages138 417 1 PB PDFsaNo ratings yet
- Project Phase IIDocument18 pagesProject Phase IIkshitijNo ratings yet
- Annexure ADocument1 pageAnnexure AkshitijNo ratings yet
- Cariesriskassessmentppt 181002183854Document92 pagesCariesriskassessmentppt 181002183854kshitijNo ratings yet
- Manufacturing: 4.1. Materials RequirementDocument7 pagesManufacturing: 4.1. Materials RequirementkshitijNo ratings yet
- MSD AllDocument11,156 pagesMSD AllkshitijNo ratings yet
- Sprachanforderungen+Englisch NeuDocument6 pagesSprachanforderungen+Englisch Neupavan pujarNo ratings yet
- Jaser 31084Document12 pagesJaser 31084kshitijNo ratings yet
- 2773-Article Text-8126-1-10-20190515Document6 pages2773-Article Text-8126-1-10-20190515kshitijNo ratings yet
- Annexure ADocument1 pageAnnexure AkshitijNo ratings yet
- Design & Fabrication of Low Cost Small-Scale Fatigue Testing MachineDocument12 pagesDesign & Fabrication of Low Cost Small-Scale Fatigue Testing MachinekshitijNo ratings yet
- All Six UnitsDocument2,334 pagesAll Six UnitskshitijNo ratings yet
- Design & Fabrication of Low Cost Small-Scale Fatigue Testing MachineDocument12 pagesDesign & Fabrication of Low Cost Small-Scale Fatigue Testing MachinekshitijNo ratings yet
- Assignment 6Document4 pagesAssignment 6kshitijNo ratings yet
- MSD AllDocument11,156 pagesMSD AllkshitijNo ratings yet
- Journal of Drug Delivery and Therapeutics: Current Challenges in Non-Invasive Insulin Drug Delivery System: A ReviewDocument7 pagesJournal of Drug Delivery and Therapeutics: Current Challenges in Non-Invasive Insulin Drug Delivery System: A ReviewkshitijNo ratings yet
- Multiple Choice Questions: Department of Mechanical EngineeringDocument2,549 pagesMultiple Choice Questions: Department of Mechanical EngineeringkshitijNo ratings yet
- Industrial Engineering AssignmentDocument23 pagesIndustrial Engineering AssignmentkshitijNo ratings yet
- MSD AllDocument11,156 pagesMSD AllkshitijNo ratings yet
- IB ACIO Previous Year Paper 2017Document14 pagesIB ACIO Previous Year Paper 2017kshitijNo ratings yet
- MSD Assignment 6Document7 pagesMSD Assignment 6kshitijNo ratings yet
- CamScanner Scans PDF DocsDocument6 pagesCamScanner Scans PDF DocskshitijNo ratings yet
- MCQ PDD Unit 4Document10 pagesMCQ PDD Unit 4kshitijNo ratings yet
- GS4204715 202004131620Document1 pageGS4204715 202004131620kshitijNo ratings yet
- Bill of Material Fits: K.K.Wagh Institute of Engineering Education & Research, NashikDocument1 pageBill of Material Fits: K.K.Wagh Institute of Engineering Education & Research, NashikkshitijNo ratings yet
- Codigos ESC PDFDocument212 pagesCodigos ESC PDFRuthAnayaNo ratings yet
- Hy 1000 SiDocument55 pagesHy 1000 SiMatilda DuncanNo ratings yet
- DEN 1 B DensitometerDocument16 pagesDEN 1 B DensitometerMet RizalNo ratings yet
- Yhau-Cg Direct Fired Absorption Chiller-Heater: Pre-Start UpDocument8 pagesYhau-Cg Direct Fired Absorption Chiller-Heater: Pre-Start UpUmar MajeedNo ratings yet
- Viking Valve X3M MaintenanceDocument40 pagesViking Valve X3M MaintenanceOzan GürcanNo ratings yet
- Impactor Box 03-06-03Document89 pagesImpactor Box 03-06-03bercketowzhenya100% (1)
- 6632 Aw-1Document4 pages6632 Aw-1ogautierNo ratings yet
- Murphy Generator Control Panels: MGC Panel Line BenefitsDocument4 pagesMurphy Generator Control Panels: MGC Panel Line BenefitsEsau Jose PabloNo ratings yet
- Aircraft Distribution Systems-OvDocument45 pagesAircraft Distribution Systems-OvEdward Muriithi100% (6)
- Continuous flow measurement for low solid/air ratiosDocument4 pagesContinuous flow measurement for low solid/air ratiosDuc Duong TichNo ratings yet
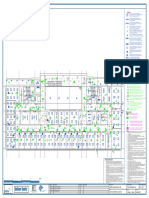
- Primary Care Centre Lighting PlanDocument1 pagePrimary Care Centre Lighting PlanAnonymous WXJTn0No ratings yet
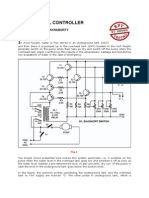
- Water-Level Controller: Joydeep Kumar ChakrabortyDocument3 pagesWater-Level Controller: Joydeep Kumar ChakrabortygokulchandruNo ratings yet
- Carrier Comfortlink 30GTN-4TDocument104 pagesCarrier Comfortlink 30GTN-4TMinaSaeedNo ratings yet
- Premium ACB Technical ManualDocument110 pagesPremium ACB Technical ManualshantoNo ratings yet
- Fillcontrol Auto 2PDocument56 pagesFillcontrol Auto 2PachusanachuNo ratings yet
- Green lift system installation manualDocument56 pagesGreen lift system installation manualDiego Fernandes do NascimentoNo ratings yet
- User Manual: Hybrid 10KW PV InverterDocument53 pagesUser Manual: Hybrid 10KW PV InverterAsad Iqbal100% (1)
- Vario enDocument49 pagesVario enEdward ShortNo ratings yet
- CHAPTERSDocument18 pagesCHAPTERSManu vNo ratings yet
- TR-3-C 1650x550 With Backstops 2008 Rev ADocument222 pagesTR-3-C 1650x550 With Backstops 2008 Rev Agoretty canton100% (1)
- F18 Installation Guide: 3.lock Connection 1. Equipment InstallationDocument4 pagesF18 Installation Guide: 3.lock Connection 1. Equipment InstallationsalmanpkplusNo ratings yet
- Data Sheet-245kv GisDocument19 pagesData Sheet-245kv Gisruchir_bhoglekarNo ratings yet
- Belimo CCV Technical Documentation en UsDocument125 pagesBelimo CCV Technical Documentation en UsHelio RabeloNo ratings yet
- BBC Mittelungen 1936 e 07Document20 pagesBBC Mittelungen 1936 e 07Zaal DgebuadzeNo ratings yet
- TBSMini6 - E - B - TBS Mini ManualDocument11 pagesTBSMini6 - E - B - TBS Mini ManualAnkh TharaNo ratings yet
- 1000kW Avtron K875A Load Bank Spec SheetDocument2 pages1000kW Avtron K875A Load Bank Spec Sheetabdalla el-saadaneyNo ratings yet