You might also like
- PCBDocument18 pagesPCBjhpandiNo ratings yet
- Printed Circuit BoardsDocument31 pagesPrinted Circuit BoardsSUNNY_20_00100% (1)
- PCB Basics: Available Online atDocument17 pagesPCB Basics: Available Online atDineshNo ratings yet
- PCB Design Using Cadsoft EAGLE SoftwareDocument22 pagesPCB Design Using Cadsoft EAGLE SoftwareAmarenderNo ratings yet
- PCB BasicsDocument10 pagesPCB BasicsTeenaNo ratings yet
- PCB ProcessDocument10 pagesPCB ProcessChetan AwasthiNo ratings yet
- CIT-131 Printed Circuit Board CIT-1 YearDocument14 pagesCIT-131 Printed Circuit Board CIT-1 YearNoumanNo ratings yet
- PCB DesignDocument26 pagesPCB DesignJomer JuanNo ratings yet
- Copper Recovery From PCBDocument11 pagesCopper Recovery From PCBJon Bisu DebnathNo ratings yet
- PCB ManufacturerDocument12 pagesPCB ManufacturerPCB ManufacturerNo ratings yet
- Wonderful PCB (HK) Limited - UpdateDocument28 pagesWonderful PCB (HK) Limited - UpdateFercho QuezadaNo ratings yet
- Comparison Education System Factory SystemDocument34 pagesComparison Education System Factory SystemWearayban MYNo ratings yet
- Switched Capacitor FilterDocument20 pagesSwitched Capacitor FilterArijit ShawNo ratings yet
- PCB LabDocument26 pagesPCB LabsunilsmNo ratings yet
- PCB ManufactureDocument38 pagesPCB ManufactureRajasekaran RNo ratings yet
- Controlled ImpedanceDocument44 pagesControlled ImpedanceMallappa Patil100% (1)
- Pioneer Avh-280bt Avh-285bt Avh-289bt crt5859Document94 pagesPioneer Avh-280bt Avh-285bt Avh-289bt crt5859jonathan LacroixNo ratings yet
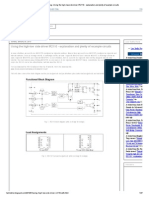
- Pulse Width Modulation Controlled DC Motor and H-BridgeDocument40 pagesPulse Width Modulation Controlled DC Motor and H-BridgeHarish Kumar70% (10)
- Hdi Presentation 110913Document58 pagesHdi Presentation 110913jawsmNo ratings yet
- Caucasian OvcharkaDocument10 pagesCaucasian OvcharkaManolis KtistakisNo ratings yet
- Thermal Design Consideration For Surface Mount LayoutsDocument16 pagesThermal Design Consideration For Surface Mount LayoutsRicardoNo ratings yet
- Printed Circuit Board PCB Thermal AnalysisDocument8 pagesPrinted Circuit Board PCB Thermal AnalysisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Surface Mount TechnologyDocument13 pagesSurface Mount TechnologymarcosfreyervinnorskNo ratings yet
- PCB Work FacultyDocument55 pagesPCB Work Facultydhamo1No ratings yet
- Semicounductors & Pn-Junction (Complete)Document47 pagesSemicounductors & Pn-Junction (Complete)Khalid AliNo ratings yet
- SMD ComponentsDocument131 pagesSMD ComponentsCvetkovic IgorNo ratings yet
- PCB Presentation DraftDocument19 pagesPCB Presentation Draftsanjay sharma100% (1)
- PCB Design and Etching ProcessDocument7 pagesPCB Design and Etching Processmaverick reanNo ratings yet
- Preparation of A National Environmentally Sound Management Plan For Pcbs and Pcb-Contaminated EquipmentDocument103 pagesPreparation of A National Environmentally Sound Management Plan For Pcbs and Pcb-Contaminated EquipmentYaredNo ratings yet
- Input Data: Component Code Value Description Footprint Code (Protel)Document5 pagesInput Data: Component Code Value Description Footprint Code (Protel)Alexis SanchezNo ratings yet
- PCB Training PresentationDocument31 pagesPCB Training Presentationkibrom atsbhaNo ratings yet
- IC Logic Families and CharacteristicsDocument10 pagesIC Logic Families and CharacteristicsAnonymous eWMnRr70qNo ratings yet
- Sparkfun Electronics Stenciling: Materials by Bob Hunke & Linz CraigDocument33 pagesSparkfun Electronics Stenciling: Materials by Bob Hunke & Linz Craigblooper631No ratings yet
- A Report On PCB FabricationDocument13 pagesA Report On PCB FabricationDiama SouzaNo ratings yet
- Mosfet PDFDocument13 pagesMosfet PDFTad-electronics TadelectronicsNo ratings yet
- How To Drive MosfetDocument37 pagesHow To Drive Mosfetvolkan145380% (5)
- PCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Document42 pagesPCB Designing Fundamentals: Compiled By: Hiren Patel (ET Dept.)Chintaan PatelNo ratings yet
- 060105-UK Water DescalerDocument1 page060105-UK Water DescalerOvidiu FratuNo ratings yet
- PCB DesignDocument45 pagesPCB DesignkesavantNo ratings yet
- HP Elite 7200 Series Microtower PCDocument3 pagesHP Elite 7200 Series Microtower PCChris TsitouridisNo ratings yet
- PCB Design in 45 MinutesDocument28 pagesPCB Design in 45 MinutesvinNo ratings yet
- Assembly, Use & Troubleshooting Manual: ESR Meter KitDocument12 pagesAssembly, Use & Troubleshooting Manual: ESR Meter KitUfuk AkgülNo ratings yet
- Tm12864h6ccwgwa1 G-1 (Wo PCB)Document32 pagesTm12864h6ccwgwa1 G-1 (Wo PCB)Feroz KhanNo ratings yet
- Understanding High Frequency PCB Design High Speed RF and EMIDocument5 pagesUnderstanding High Frequency PCB Design High Speed RF and EMIPCB Design100% (1)
- IoT WiFi Based Data Logger With Device ControlDocument3 pagesIoT WiFi Based Data Logger With Device ControlTechnos_IncNo ratings yet
- Practical Mosfet Testing For Audio: by Nelson Pass, (C) 2003 Pass LaboratoriesDocument11 pagesPractical Mosfet Testing For Audio: by Nelson Pass, (C) 2003 Pass Laboratoriesanon-306355100% (1)
- EDJ16002 Lab 8 PCB Design & FabricationDocument26 pagesEDJ16002 Lab 8 PCB Design & FabricationpreethikaNo ratings yet
- Sip Substrates Review Article-2Document4 pagesSip Substrates Review Article-2s1hahriarNo ratings yet
- UMW SMTA Surface Finish JuneDocument56 pagesUMW SMTA Surface Finish JuneZian HennNo ratings yet
- PCB Lab Manual Iiisem Ece PDFDocument46 pagesPCB Lab Manual Iiisem Ece PDFkathirdcnNo ratings yet
- Non-Idealities of Switched Capacitor Filter DesignDocument19 pagesNon-Idealities of Switched Capacitor Filter Designhariprasath_vNo ratings yet
- Through Hole Via in PadDocument1 pageThrough Hole Via in PadLina GanNo ratings yet
- LCD Panel Basic ConceptsDocument16 pagesLCD Panel Basic ConceptsshafiuddinkagziNo ratings yet
- Thermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionDocument37 pagesThermal Management Considerations For PCBS: Measurement Techniques and Heat ConductionKishore BhatNo ratings yet
- High Speed PCB DesignDocument4 pagesHigh Speed PCB DesignMingo BaynoNo ratings yet
- 10 Printed Circuit BoardDocument12 pages10 Printed Circuit BoardrameshNo ratings yet
- Printed Circuit BoardDocument6 pagesPrinted Circuit BoardBookMaggotNo ratings yet
- Chapter - 1Document46 pagesChapter - 1Vineet KumarNo ratings yet
- Printed Circuit BoardDocument23 pagesPrinted Circuit Boardahmed100% (2)
- How To Solder A Through-Hole Component: InstructablesDocument6 pagesHow To Solder A Through-Hole Component: InstructablesBobKatNo ratings yet
- PMP 3000Document200 pagesPMP 3000AdilsonNo ratings yet
- Introduction To LITHOGRAPHYDocument7 pagesIntroduction To LITHOGRAPHYAshrav GuptaNo ratings yet
- SMD SolderingDocument18 pagesSMD SolderingRizwan Tanveer100% (2)
- Chapter 2 Introduction To Integrated Circuit FabricationDocument19 pagesChapter 2 Introduction To Integrated Circuit Fabrication李承家No ratings yet
- Soimumps Design Handbook: A Mumps® ProcessDocument26 pagesSoimumps Design Handbook: A Mumps® ProcessFallon RiosNo ratings yet
- Msplan Group 1 PDFDocument6 pagesMsplan Group 1 PDFmohanNo ratings yet
- Block Diagram: H170-PRO Repair GuideDocument12 pagesBlock Diagram: H170-PRO Repair GuidesachinNo ratings yet
- AN01 Introduction To BreadboardingDocument5 pagesAN01 Introduction To BreadboardingÎQbãl HãikãmNo ratings yet
- SMT-20 Asmbly PKG CDDocument51 pagesSMT-20 Asmbly PKG CDWei AngNo ratings yet
- IEC20091118133046Document5 pagesIEC20091118133046SEANMNo ratings yet
- Mapper - Lithography in Nature BusinessDocument1 pageMapper - Lithography in Nature BusinessdewilibiawatiNo ratings yet
- Bits Pilani - K. K. Birla Goa Campus SEMESTER - I, 2021-2022 Course Handout - IIDocument2 pagesBits Pilani - K. K. Birla Goa Campus SEMESTER - I, 2021-2022 Course Handout - IINoel PrashantNo ratings yet
- LG-Component Level Repair Y-Z Board IPMDocument3 pagesLG-Component Level Repair Y-Z Board IPMcaseysamNo ratings yet
- PhotolithographyDocument42 pagesPhotolithographyDhanesh MuraliNo ratings yet
- What Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingDocument13 pagesWhat Is Wave Soldering Temperature Profile A Comprehensive Guide To SolderingjackNo ratings yet
- Wall Mounted: Split Type Room Air ConditionerDocument19 pagesWall Mounted: Split Type Room Air ConditionerСергей ВеретенниковNo ratings yet
- Eprom EquivalentDocument6 pagesEprom EquivalentHqm zqNo ratings yet
- What Is A BGA Rework StationDocument17 pagesWhat Is A BGA Rework StationjackNo ratings yet
- Jtag Ep4Ce6E22C8N Ep4Ce10E22C8N: Pdf 檔案使用 "Pdffactory Pro" 試用版本建立Document1 pageJtag Ep4Ce6E22C8N Ep4Ce10E22C8N: Pdf 檔案使用 "Pdffactory Pro" 試用版本建立Miguel Angel Sicilia100% (1)
- Surface Mount TechnologyDocument138 pagesSurface Mount Technologynksharma44100% (2)
- Panel LG Display Lc320eun-Sem2 0Document36 pagesPanel LG Display Lc320eun-Sem2 0Carlos ChNo ratings yet
- Mel ZG611Document5 pagesMel ZG611jitendraNo ratings yet
- Chapter 2 - Soldering Techniques PDFDocument21 pagesChapter 2 - Soldering Techniques PDFfaiz_84No ratings yet
- Surface Mounted TriacsDocument15 pagesSurface Mounted TriacsElinton PassiniNo ratings yet
- CMP的超越技術 上Document11 pagesCMP的超越技術 上TsaiBenyanNo ratings yet
- LithoWorkshop Leti DaysDocument18 pagesLithoWorkshop Leti DaysGabriel DonovanNo ratings yet
- Block Diagram: B150-PLUS Repair GuideDocument12 pagesBlock Diagram: B150-PLUS Repair GuidesachinNo ratings yet
- Reports - Probecard Design Issues - Test Technology Confluence Page - ConfluenceDocument1 pageReports - Probecard Design Issues - Test Technology Confluence Page - ConfluenceAlainckv MaligadNo ratings yet
- Ipc DRM 18FDocument34 pagesIpc DRM 18FThamilvaanan.sNo ratings yet
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosFrom EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosRating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- Power System Control and ProtectionFrom EverandPower System Control and ProtectionB. Don RussellRating: 4 out of 5 stars4/5 (11)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 4.5 out of 5 stars4.5/5 (10)
- Multiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...From EverandMultiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...No ratings yet
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsFrom EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNo ratings yet
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsFrom EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsRating: 3.5 out of 5 stars3.5/5 (2)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)From EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Rating: 4 out of 5 stars4/5 (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- Empires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldFrom EverandEmpires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldRating: 4 out of 5 stars4/5 (87)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)