You might also like
- Bulk Carriers Structural ArrangementsDocument15 pagesBulk Carriers Structural Arrangementskostas.michaNo ratings yet
- Volume 05 - Reed's Ship Construction For Marine Students (5th Edition 1996) PDFDocument103 pagesVolume 05 - Reed's Ship Construction For Marine Students (5th Edition 1996) PDFLelosPinelos12392% (12)
- Basic Naval Architecture Chapter - 3 Classification Societies and Governmental OrganizationsDocument38 pagesBasic Naval Architecture Chapter - 3 Classification Societies and Governmental OrganizationsAtreyapurapu Krishna0% (1)
- Ship Construction Structure NotesDocument106 pagesShip Construction Structure NotesBiplabananda Talukdar100% (2)
- Ship Structural DesignDocument137 pagesShip Structural DesignRafael Castelo Branco Goulart100% (11)
- Commercial Ship DesignDocument114 pagesCommercial Ship DesignLukman Tarigan Sumatra100% (1)
- Lecture Notes Bottom StructureDocument7 pagesLecture Notes Bottom Structurebswalimbe100% (2)
- Basic Principles of Ship PropulsionDocument30 pagesBasic Principles of Ship Propulsiongeorgekanellakis5830100% (20)
- Ship ConstructionV.1Document165 pagesShip ConstructionV.1Rachit100% (2)
- Construction and Design of Ship BulkheadsDocument35 pagesConstruction and Design of Ship BulkheadsPranjyoti Saikia100% (1)
- Longitudinal and Transverse Framing PDFDocument62 pagesLongitudinal and Transverse Framing PDFShivam Kumar100% (2)
- Ship Construction 2020Document108 pagesShip Construction 2020Cap Karim ElSherbini100% (3)
- Ship Construction Young)Document72 pagesShip Construction Young)Sushil Gupta100% (4)
- Analyses of Ship ElementDocument21 pagesAnalyses of Ship Elementsaassaassaas100% (1)
- A Complete Guide To Understand Damage Stability BetterDocument40 pagesA Complete Guide To Understand Damage Stability BetterJeet Singh100% (1)
- Ship Constructions Lecture NotesDocument20 pagesShip Constructions Lecture Noteskyaw100% (1)
- Ship Construction For MarinersDocument32 pagesShip Construction For Marinerskyaw100% (1)
- Hull Structure - HandoutDocument15 pagesHull Structure - HandoutSamNo ratings yet
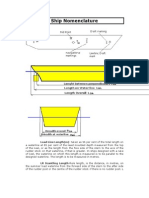
- Ship Nomenclature: Load Line Length (M) - Taken As 96 Per Cent of The Total Length OnDocument6 pagesShip Nomenclature: Load Line Length (M) - Taken As 96 Per Cent of The Total Length Oncaptbaba100% (1)
- What Is Baseline of A ShipDocument11 pagesWhat Is Baseline of A ShipSwarg Vibha100% (1)
- General Ship KnowledgeDocument7 pagesGeneral Ship Knowledgezalads100% (3)
- Ship Stability, Statical Stability, Free Surface Effect, Correction of and Angle of Loll.Document36 pagesShip Stability, Statical Stability, Free Surface Effect, Correction of and Angle of Loll.Rafi Muiz89% (47)
- Damage StabilityDocument20 pagesDamage StabilityMichael Miller100% (2)
- Naval Architecture DetailsDocument12 pagesNaval Architecture DetailsK S Rao100% (1)
- Stress ShipDocument14 pagesStress Shiptoshugo100% (1)
- Ship Construction and StabilityDocument4 pagesShip Construction and StabilitySiddhrajsinh ZalaNo ratings yet
- 6.3 Ship Framing SystemDocument19 pages6.3 Ship Framing Systemfais hamzahNo ratings yet
- Damage StabilityDocument58 pagesDamage StabilitysanjeetalkNo ratings yet
- Bottom ConstructionDocument8 pagesBottom ConstructionarmanimamsNo ratings yet
- Ship DesignDocument55 pagesShip DesignLelosPinelos123No ratings yet
- Introduction To Naval Architecture PDFDocument9 pagesIntroduction To Naval Architecture PDFCarolina Guthemberg Jacome100% (1)
- Ship Construction, Key Notes For This Fascinating Process - ShorterDocument220 pagesShip Construction, Key Notes For This Fascinating Process - ShorterRoberto Omar Morante Villarreal100% (2)
- Calculation & Assignment of FreeboardDocument26 pagesCalculation & Assignment of Freeboardapi-26251207100% (7)
- 14 Stability TrimDocument37 pages14 Stability TrimDr. Ir. R. Didin Kusdian, MT.100% (1)
- FreeboardDocument12 pagesFreeboardRodneyNo ratings yet
- Ship Construction PDFDocument4 pagesShip Construction PDFRafi Jackson100% (1)
- Shipbuilding ProcessDocument2 pagesShipbuilding Processyan9naing9shin100% (1)
- Ship Types and FeaturesDocument6 pagesShip Types and FeaturesmohamedNo ratings yet
- Ship ConstructionDocument5 pagesShip ConstructionJonathan McCarthyNo ratings yet
- Ship Types and FeaturesDocument8 pagesShip Types and Featuresarmanimams100% (1)
- Mts 321: Ship Construction: Engr. Wugha, King NyecheDocument46 pagesMts 321: Ship Construction: Engr. Wugha, King NyecheDr SensibleNo ratings yet
- Ship Construction For Marine Vol5Document102 pagesShip Construction For Marine Vol5Canh Sanh Lo100% (7)
- 4.1 ShiptypesDocument59 pages4.1 ShiptypesyetNo ratings yet
- Class 1Document36 pagesClass 1Aktarojjaman MiltonNo ratings yet
- ContainersDocument66 pagesContainersArnold CruzNo ratings yet
- General Arrangement Plan of Bulk Carrier (Seam1 CO1)Document30 pagesGeneral Arrangement Plan of Bulk Carrier (Seam1 CO1)Churchill Española100% (1)
- Design of Crude Oil TankerDocument3 pagesDesign of Crude Oil TankerT VigneshwarNo ratings yet
- Theme: Ore Bulk Oil CarriersDocument12 pagesTheme: Ore Bulk Oil Carriersmor sliNo ratings yet
- Slide Presentation LNG CarrierDocument32 pagesSlide Presentation LNG CarrierMuhamadFirdaus0% (1)
- Gas TankerDocument30 pagesGas TankerAman Pratap Singh NegiNo ratings yet
- Offshore Fixed Platform NotesDocument37 pagesOffshore Fixed Platform NotesAnkushkumar MaliNo ratings yet
- 000 Deck 425 Prepare Final ExamDocument59 pages000 Deck 425 Prepare Final Examghostt123100% (1)
- Research Topic:: Bulk Carrier VesselDocument18 pagesResearch Topic:: Bulk Carrier VesselAtem JuniorNo ratings yet
- Liquid Cargo NotesDocument122 pagesLiquid Cargo Notesduckerz28100% (2)
- Maritime Logistics Unit-1 Ship DesignDocument54 pagesMaritime Logistics Unit-1 Ship DesignYusuf KhanNo ratings yet
- Pos 1Document2 pagesPos 1Sai KesavNo ratings yet
- 1 Acorn Study PlanDocument1 page1 Acorn Study PlanRichard WoodsNo ratings yet
- Coastwise Lighterage Corporation v. CADocument1 pageCoastwise Lighterage Corporation v. CAAnonymous 5MiN6I78I0No ratings yet
- Precision Draught MonitorDocument3 pagesPrecision Draught MonitorJeff TrinidadNo ratings yet
- Electronic TechnicianDocument4 pagesElectronic Technicianapi-121359081No ratings yet
- Falcon Diamond 300 ClassDocument6 pagesFalcon Diamond 300 ClassRobert ArrindellNo ratings yet
- SWT JIS Product InformationDocument2 pagesSWT JIS Product InformationTimbul SihotangNo ratings yet
- Ship Manœuvrability: Guidelines For Rudder Area: No. 5/95 Edited by DSO-245 Ship Type: Size (GRT) : Built YearDocument2 pagesShip Manœuvrability: Guidelines For Rudder Area: No. 5/95 Edited by DSO-245 Ship Type: Size (GRT) : Built YearAnkit GhoshNo ratings yet
- CO Code of Safe Practice For Carrying Deck Timber CargoesDocument61 pagesCO Code of Safe Practice For Carrying Deck Timber CargoesrigelNo ratings yet
- Operation Nanook (1946) PDFDocument2 pagesOperation Nanook (1946) PDFjuanNo ratings yet
- The Watch That Ends The Night Chapter SamplerDocument22 pagesThe Watch That Ends The Night Chapter SamplerCandlewick PressNo ratings yet
- SRJ Aug Sep 2009Document76 pagesSRJ Aug Sep 2009majdirossrossNo ratings yet
- International Convention On Load LinesDocument2 pagesInternational Convention On Load LinesAbdel Nasser Al-sheikh YousefNo ratings yet
- Tromedy 2Document417 pagesTromedy 2Sebastian Alexandru IonescuNo ratings yet
- Telescopic/knuckleboom Cranes: Shipboard Handling ExcellenceDocument4 pagesTelescopic/knuckleboom Cranes: Shipboard Handling ExcellenceIrda OnesNo ratings yet
- RKBM TranslateDocument1 pageRKBM TranslateRevita AzilaNo ratings yet
- Containership (1) UniFlorida PDFDocument1 pageContainership (1) UniFlorida PDFAriv Nicobar Reborn0% (1)
- Buoyancy and Stability: 2005 Pearson Education South Asia Pte LTDDocument74 pagesBuoyancy and Stability: 2005 Pearson Education South Asia Pte LTDDickson LeongNo ratings yet
- ProjectDocument40 pagesProjectSiddharth GuptaNo ratings yet
- Definition of Terms PDFDocument5 pagesDefinition of Terms PDFCDMNo ratings yet
- Aplikasi Gasturbine DikapalDocument65 pagesAplikasi Gasturbine DikapalIhsan AskaNo ratings yet
- 1000 TEU Container ShipDocument2 pages1000 TEU Container ShipPéter KántorNo ratings yet
- Daily Life in The Age of Sail (History Ebook) PDFDocument343 pagesDaily Life in The Age of Sail (History Ebook) PDFWalter Macedo100% (3)
- MDL Boat Rules Regulation For Engagement of Graduate Diploma Apprentices 2018 19 (2) 212019121133pmDocument8 pagesMDL Boat Rules Regulation For Engagement of Graduate Diploma Apprentices 2018 19 (2) 212019121133pmSujit KunduNo ratings yet
- FrancescaBIELLA CV Yacht 2018Document2 pagesFrancescaBIELLA CV Yacht 2018Francesca B FryblaNo ratings yet
- National Institute of Technology Meghalaya: by Shivendra Pratap Singh (T16ME008)Document17 pagesNational Institute of Technology Meghalaya: by Shivendra Pratap Singh (T16ME008)shivendr0% (1)
- 08-001 - Sea-2000Document1 page08-001 - Sea-2000jmScriNo ratings yet
- Chapter 4 (Some Important Terms)Document11 pagesChapter 4 (Some Important Terms)Ship Wonders75% (4)
- Bintan Industrial Estate ProjectDocument30 pagesBintan Industrial Estate ProjectFazri FadillahNo ratings yet
- Irjet V5i11209 PDFDocument4 pagesIrjet V5i11209 PDFMatias Andres CanoNo ratings yet