You might also like
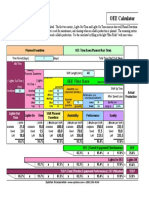
- OEE Calculator - Sylution - 2010 - 01 - 21Document1 pageOEE Calculator - Sylution - 2010 - 01 - 21metugaNo ratings yet
- Kaizen Structure Rev0Document86 pagesKaizen Structure Rev0hiattolaNo ratings yet
- A3 Toyota 8 Step TemplatesDocument11 pagesA3 Toyota 8 Step TemplatesBharathNo ratings yet
- Leader Standard Work UpDocument15 pagesLeader Standard Work UpjesusmemNo ratings yet
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- SMEDDocument26 pagesSMEDSAURAV KUMARNo ratings yet
- YAMAZUMIDocument16 pagesYAMAZUMImagudeeshNo ratings yet
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDocument26 pagesFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamNo ratings yet
- The 5S Shapes Game - What's Missing?Document2 pagesThe 5S Shapes Game - What's Missing?Asrizal asrizalNo ratings yet
- LMM - JJS - PPT 5A - Lean Tools & TechniquesDocument165 pagesLMM - JJS - PPT 5A - Lean Tools & TechniquesAby Reji ChemmathuNo ratings yet
- Week 1 - Lean Production - Introduction-The Birth of LeanDocument30 pagesWeek 1 - Lean Production - Introduction-The Birth of LeanQuynh Chau TranNo ratings yet
- Quality Control Manual For Leather Garment TechnologyDocument91 pagesQuality Control Manual For Leather Garment TechnologyGetachew Adhena50% (2)
- Training Material For Kanban, Heijunka and Pull SystemDocument15 pagesTraining Material For Kanban, Heijunka and Pull SystemMD ABDULLAH AL MANSURNo ratings yet
- Unblocking BottlenecksDocument3 pagesUnblocking BottlenecksMaggie GonzalesNo ratings yet
- Bringing Lean To The OfficeDocument7 pagesBringing Lean To The OfficeMichele LarsonNo ratings yet
- A Set-Up Reduction Tool For Continuous ImprovementDocument31 pagesA Set-Up Reduction Tool For Continuous ImprovementPriyang ShahNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- KaizenDocument21 pagesKaizendcunhabrian100% (1)
- Quality Kaizen Supervisor + Manager DatabaseDocument17 pagesQuality Kaizen Supervisor + Manager DatabaseMohamed AbdelAzizNo ratings yet
- VSMDocument13 pagesVSMnavingaikwad100% (1)
- Kaizen Case StudyDocument44 pagesKaizen Case StudyTanmoy ChakrabortyNo ratings yet
- Industrial Solutions, Inc: Lean Assessment ScorecardDocument5 pagesIndustrial Solutions, Inc: Lean Assessment Scorecardrgrao85No ratings yet
- 5S Audit ProcessDocument5 pages5S Audit ProcessChatnoir NoirNo ratings yet
- 5S Best PracticeDocument85 pages5S Best PracticeyogshastriNo ratings yet
- Focused Improvement PillarDocument19 pagesFocused Improvement PillarDkhissene ImadNo ratings yet
- 5 S Information and Training OutlineDocument5 pages5 S Information and Training Outlinekprasad_mlNo ratings yet
- 5S Guidence PDFDocument28 pages5S Guidence PDFAnonymous llBSa7No ratings yet
- Apparel Production Planning and Control Assignment 1 PDFDocument28 pagesApparel Production Planning and Control Assignment 1 PDFReetu Sri100% (4)
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- Gemba WalksGemba WalksDocument232 pagesGemba WalksGemba Walksanthony2069No ratings yet
- One Piece FlowDocument31 pagesOne Piece Flowakdmech9621100% (1)
- Smed PDFDocument17 pagesSmed PDFVinay BansalNo ratings yet
- TPMDocument42 pagesTPMSrinivasan VenkatNo ratings yet
- Submitted By,: Jarzid Alam Alomgir Badsha Saif MahabubDocument26 pagesSubmitted By,: Jarzid Alam Alomgir Badsha Saif MahabubSaif KhanNo ratings yet
- Makigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekDocument3 pagesMakigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekSagar YadavNo ratings yet
- Final Exam in Lean ManufacturingDocument13 pagesFinal Exam in Lean ManufacturingAnonymous d6EtxrtbNo ratings yet
- Production Planning and ControlDocument13 pagesProduction Planning and ControlCrystal Joy Estrada Gallentes100% (1)
- Fast Guide To Oee PDFDocument27 pagesFast Guide To Oee PDFAtakan TunaliNo ratings yet
- TPM PresentationDocument38 pagesTPM Presentationkang.inderjit5700No ratings yet
- Makigami Process AnalysisDocument28 pagesMakigami Process AnalysisUmashankar GautamNo ratings yet
- The Lean Production Toolbox PDFDocument4 pagesThe Lean Production Toolbox PDFhcu8050% (1)
- Business FLows - Best PracticeDocument250 pagesBusiness FLows - Best PracticeKassem FaresNo ratings yet
- WCM - Re-Engineering Rethinking Business ProcessesDocument54 pagesWCM - Re-Engineering Rethinking Business ProcessesPrashant KadamNo ratings yet
- 4.1) Water Spider Optimization by Eliminating Duplicate ActivitiesDocument9 pages4.1) Water Spider Optimization by Eliminating Duplicate ActivitiessanyamNo ratings yet
- 7 Slides Cell DesignDocument30 pages7 Slides Cell DesignLuis Alberto Lamas LavinNo ratings yet
- IE Training CourseDocument67 pagesIE Training CourseAbdelkhalek MohammedNo ratings yet
- Hoshin Kanri - Policy DeploymentDocument75 pagesHoshin Kanri - Policy DeploymentugurcemyildizNo ratings yet
- Gemba Walk Webinar June 23 2011 FinalDocument28 pagesGemba Walk Webinar June 23 2011 FinalGustavo GtzNo ratings yet
- Six Sigma Certification Exam - Sample Paper - GB PDFDocument10 pagesSix Sigma Certification Exam - Sample Paper - GB PDFVinit ShahNo ratings yet
- Lean Assessment2Document18 pagesLean Assessment2Yenaro CortesNo ratings yet
- Lean Management Tools: Presented By: Theresa Moore Thedacare Improvement SystemDocument42 pagesLean Management Tools: Presented By: Theresa Moore Thedacare Improvement SystemPradeep Poornishankar PNo ratings yet
- Kaizen PDFDocument7 pagesKaizen PDFGurudatt KulkarniNo ratings yet
- Kanban Signaling: Company ConfidentialDocument57 pagesKanban Signaling: Company ConfidentialEldori1988No ratings yet
- KAIZEN: A Case Study in Small Scale OrganizationsDocument4 pagesKAIZEN: A Case Study in Small Scale OrganizationsijsretNo ratings yet
- Implement 5 "S" System: Visual FactoryDocument47 pagesImplement 5 "S" System: Visual FactoryAnil Maurya100% (1)
- Lean OutlineDocument2 pagesLean OutlineTee Hor ChangNo ratings yet
- An Introduction To 5S ActivitiesDocument64 pagesAn Introduction To 5S ActivitiesGopalakrishnan100% (25)
- Stage Step (Nakajima's 12 Steps) : Decision To Introduce TPMDocument16 pagesStage Step (Nakajima's 12 Steps) : Decision To Introduce TPMKarisma Lumban GaolNo ratings yet
- The Lean Stack - Part 1Document15 pagesThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNo ratings yet
- 3) LeanDocument14 pages3) LeanSnehaNo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Lean EN 2018Document48 pagesLean EN 2018Karan KarnikNo ratings yet
- KANBANDocument11 pagesKANBANUNF2012No ratings yet
- 10 Commandmens of KaikakuDocument3 pages10 Commandmens of Kaikakupolypro78No ratings yet
- TPM TRNGDocument28 pagesTPM TRNGSwapan Kumar DasNo ratings yet
- SMED single minute exchange of die A Complete Guide - 2019 EditionFrom EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNo ratings yet
- Baby Bloomer Suits: NtroductionDocument4 pagesBaby Bloomer Suits: NtroductionPradeep Poornishankar PNo ratings yet
- Ridgely Manufacturing Company Production Report Jul-92 Quantity of ProductionDocument3 pagesRidgely Manufacturing Company Production Report Jul-92 Quantity of ProductionJessa BasadreNo ratings yet
- Krajewski TIF Chapter 15Document45 pagesKrajewski TIF Chapter 15Saja BassamNo ratings yet
- Material Requirement PlanningDocument5 pagesMaterial Requirement Planningshwa_jn889No ratings yet
- Chemical Lab LabelDocument2 pagesChemical Lab LabelGracielle Felice FloresNo ratings yet
- RRC Committee Second Six Monthly Report PPT 3Document15 pagesRRC Committee Second Six Monthly Report PPT 3Rahul Ramesh PareraoNo ratings yet
- Sunspot BeveragesDocument6 pagesSunspot BeveragesDeep GandhiNo ratings yet
- 2018 Monthly OVERALL OEE SummaryDocument36 pages2018 Monthly OVERALL OEE SummaryCva RajNo ratings yet
- DATA Bill of Material Data Raw Material, Work in Process, Finish Goods (Pallet)Document23 pagesDATA Bill of Material Data Raw Material, Work in Process, Finish Goods (Pallet)bagus dwi pranataNo ratings yet
- Persedian FIFO, LIFO, AverageDocument10 pagesPersedian FIFO, LIFO, AverageFatihah AulianiNo ratings yet
- Material Requirements Planning (MRP)Document19 pagesMaterial Requirements Planning (MRP)Anaya MalikNo ratings yet
- MRPDocument43 pagesMRPTariku AbateNo ratings yet
- Pabrik KertasDocument7 pagesPabrik KertasTristanisme EmpatSatoeNo ratings yet
- Essay About Airline MaintenanceDocument4 pagesEssay About Airline MaintenanceIslam Ahmed ShafikNo ratings yet
- Om2 5Document22 pagesOm2 5achal sahareNo ratings yet
- Complete Book ListDocument3 pagesComplete Book ListsigmasundarNo ratings yet
- Week 7 - PPL Ganjil 2023-2024Document35 pagesWeek 7 - PPL Ganjil 2023-2024riqqi rahardi jrNo ratings yet
- 5S (Methodology) - WikipediaDocument4 pages5S (Methodology) - WikipediaBORRELNo ratings yet
- Chapter 9 Production-Planning SystemsDocument49 pagesChapter 9 Production-Planning SystemsVeilNo ratings yet
- ERP-Production Module: Presented To: Ms. Sudha SinghDocument41 pagesERP-Production Module: Presented To: Ms. Sudha SinghsanjibkrjanaNo ratings yet
- Muda Muri and Mura - Lean Manufacturing WastesDocument7 pagesMuda Muri and Mura - Lean Manufacturing WastesMichael ThompsonNo ratings yet
- Research Paper 2.6.1Document26 pagesResearch Paper 2.6.1Rianne Oosting0% (1)
- Case StudyDocument13 pagesCase StudyRhiki CourdhovaNo ratings yet
- Chapter 10 Production CycleDocument3 pagesChapter 10 Production CycleZenn Vanrim Lopez100% (1)
- Wisner CH 6. TraducidoDocument7 pagesWisner CH 6. TraducidoBeatriz LatorreNo ratings yet
- CHAPTER 1 - History of Kaizen & Lean ManagementDocument8 pagesCHAPTER 1 - History of Kaizen & Lean Managementsam100% (1)