You might also like
- L & TDocument9 pagesL & Tapi-3712367No ratings yet
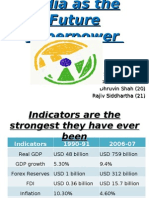
- India As SuperpowerDocument21 pagesIndia As Superpowerapi-3712367No ratings yet
- Manging Foreign ExchnageDocument6 pagesManging Foreign Exchnageapi-3712367No ratings yet
- Fiscal Deficit 2003 FormatDocument19 pagesFiscal Deficit 2003 Formatapi-3712367No ratings yet
- WEight Training ScheduleDocument2 pagesWEight Training Scheduleapi-3712367100% (1)
- 8086 Cpu ArchitectureDocument9 pages8086 Cpu Architectureapi-371236783% (6)
- Anti-Inflationary Policy in IndiaDocument14 pagesAnti-Inflationary Policy in Indiaapi-3712367No ratings yet
- Policybrief Nov05Document6 pagesPolicybrief Nov05api-3712367No ratings yet
- Manging Foreign ExchnageDocument6 pagesManging Foreign Exchnageapi-3712367No ratings yet
- Macro Economics OutlineDocument2 pagesMacro Economics Outlineapi-3712367100% (1)
- Report OnDocument9 pagesReport Onapi-3712367No ratings yet
- Macroeconomics AssignmentsDocument15 pagesMacroeconomics Assignmentsapi-3712367No ratings yet
- 72903Document11 pages72903api-3712367No ratings yet
- Foreign Exchange Management Policy in IndiaDocument6 pagesForeign Exchange Management Policy in Indiaapi-371236767% (3)
- Subprime Toxic Debt - Bloomberg July07Document10 pagesSubprime Toxic Debt - Bloomberg July07api-3712367No ratings yet
- FOREX Management Versus SingaporeDocument3 pagesFOREX Management Versus Singaporeapi-3712367No ratings yet
- Fema CDocument5 pagesFema Capi-3712367No ratings yet
- D&B Economy Observer November 07Document3 pagesD&B Economy Observer November 07api-3712367No ratings yet
- Sebi TocDocument33 pagesSebi Tocapi-3712367No ratings yet
- FFRChange HistoryDocument1 pageFFRChange Historyapi-3712367No ratings yet
- US Subprime 070817Document6 pagesUS Subprime 070817api-3712367No ratings yet
- SubPrime Mortgage MarketDocument6 pagesSubPrime Mortgage Marketapi-3712367No ratings yet
- Subprime FinalDocument34 pagesSubprime Finalapi-3712367No ratings yet
- SubprimeDocument31 pagesSubprimeapi-3712367No ratings yet
- Balanced Scorecard Elearning - PresentationDocument39 pagesBalanced Scorecard Elearning - Presentationapi-3712367No ratings yet
- Balanced Scorecard 02Document7 pagesBalanced Scorecard 02api-3712367100% (2)
- BSC & Knowledge ManagementDocument3 pagesBSC & Knowledge Managementapi-3712367100% (1)
- Global Economics - IndiaDocument2 pagesGlobal Economics - Indiaapi-3712367No ratings yet
- Balanced ScorecardDocument13 pagesBalanced Scorecardapi-3712367No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Supply Chain Management - MSILDocument15 pagesSupply Chain Management - MSILGajananNo ratings yet
- Introduction To KanbanDocument27 pagesIntroduction To Kanbannamnh8x100% (1)
- GBE-LSC-2-002-00 Lean Supply Chain HandbookDocument39 pagesGBE-LSC-2-002-00 Lean Supply Chain HandbookEduardo MaganaNo ratings yet
- SAP Supply Network Collaboration Overview PDFDocument20 pagesSAP Supply Network Collaboration Overview PDFkotharivipinNo ratings yet
- Lean Manufacturing in Apparel IndustryDocument27 pagesLean Manufacturing in Apparel IndustryILLANGOVAN SIVANANDAMNo ratings yet
- Lean Manufacturing Just-In-TimeDocument26 pagesLean Manufacturing Just-In-TimeTạ Ngọc HuyNo ratings yet
- #4 Flow Analysis 2021Document44 pages#4 Flow Analysis 2021Ghani RizkyNo ratings yet
- VMIDocument22 pagesVMISalmanNo ratings yet
- Preview Steffen Bangsow Auth. Tecnomatix Plant Simulation Modeling and Programming by Means of ExamplesDocument20 pagesPreview Steffen Bangsow Auth. Tecnomatix Plant Simulation Modeling and Programming by Means of Examplesaakhyar_2No ratings yet
- Lean ITSM Whitepaper PDFDocument60 pagesLean ITSM Whitepaper PDFfabioos0% (1)
- Inventory Optimization in Manufacturing OrganizationsDocument192 pagesInventory Optimization in Manufacturing Organizationssenthilwilbe100% (1)
- Tutorial Letter 201/1/2019: Strategic SourcingDocument10 pagesTutorial Letter 201/1/2019: Strategic SourcingloshniNo ratings yet
- CV of Anoob KunjumohammedDocument4 pagesCV of Anoob KunjumohammedSantosh SridharNo ratings yet
- Mico BoschDocument70 pagesMico Boschasra_ahmed100% (4)
- Chapter 14 ClassroomDocument28 pagesChapter 14 Classroomchristine booduanNo ratings yet
- Maf 635 Q&ADocument19 pagesMaf 635 Q&Atia87No ratings yet
- JIT and Lean OperationsDocument20 pagesJIT and Lean Operationsmahmoud bahaaNo ratings yet
- รวม Supplypoint ทุกรุ่น by PTSCDocument16 pagesรวม Supplypoint ทุกรุ่น by PTSCRenishaw-ThaiNo ratings yet
- Causes of Stock Discrepancy and Impact OnDocument80 pagesCauses of Stock Discrepancy and Impact Onjrwazo100% (4)
- SAP PP - MRP Procedure PDFDocument74 pagesSAP PP - MRP Procedure PDFKoustubha KhareNo ratings yet
- Chapter 3 Lean System and Innovation PDFDocument41 pagesChapter 3 Lean System and Innovation PDFSateesh VannemReddy100% (1)
- Paglialunga MGT314 Chapter 16Document42 pagesPaglialunga MGT314 Chapter 16Hadis BajricNo ratings yet
- TWI Case Study Model AnswerDocument11 pagesTWI Case Study Model AnswerKrito HdezNo ratings yet
- Ford JIT CaseDocument7 pagesFord JIT CaseMamta Bansal0% (1)
- Kanban SystemDocument23 pagesKanban SystemSlamet Dwi HaryantoNo ratings yet
- Effects of InventoryDocument15 pagesEffects of InventoryAdrian Andrade PabalateNo ratings yet
- 5.3.lean Production and Quality ManagementDocument23 pages5.3.lean Production and Quality ManagementmdsaifNo ratings yet
- Balluf - RFID - CatálogoDocument436 pagesBalluf - RFID - CatálogoRobson SpricigoNo ratings yet
- Report On InventoryDocument29 pagesReport On InventoryArif HaqNo ratings yet