You might also like
- Slotting MachineDocument32 pagesSlotting Machinesanaashraf91% (11)
- Milling Machine PresentationDocument30 pagesMilling Machine PresentationYash Jain100% (1)
- Milling MachineDocument14 pagesMilling MachineAqib ZamanNo ratings yet
- Milling Machine PDFDocument64 pagesMilling Machine PDFJhon Ashley NahibuanNo ratings yet
- Attachments For MillingDocument59 pagesAttachments For MillingLibin AbrahamNo ratings yet
- Ilovepdf MergedDocument53 pagesIlovepdf Merged208048022No ratings yet
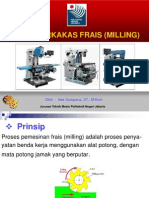
- Mesin Perkakas FraisDocument69 pagesMesin Perkakas FraisFauzi AkbarNo ratings yet
- Instructions How To Use A Milling Machine: Types of Milling MachinesDocument55 pagesInstructions How To Use A Milling Machine: Types of Milling MachinessureshkumarNo ratings yet
- Milling Machine Report DelyDocument10 pagesMilling Machine Report DelyFazdly Azilan0% (2)
- 003 MillingDocument59 pages003 MillingKalikene MwambeloNo ratings yet
- 2 Machine Tools - Milling, & ShaperDocument73 pages2 Machine Tools - Milling, & ShaperGAURAV DEVNo ratings yet
- 1.Manufaturing-Technology-Lab-II V+Document32 pages1.Manufaturing-Technology-Lab-II V+gandhiramNo ratings yet
- Instructions How To Use A Milling MachineDocument58 pagesInstructions How To Use A Milling MachineEng-Ramy El-MorsyNo ratings yet
- Instructions How To Use A Milling MachineDocument7 pagesInstructions How To Use A Milling Machinerc94No ratings yet
- The Centre LatheDocument5 pagesThe Centre LatheShuvoVattNo ratings yet
- Milling NotesDocument16 pagesMilling Notesvelavansu100% (1)
- How To Use A Milling MachineDocument44 pagesHow To Use A Milling MachineGhazali ZuberiNo ratings yet
- MillingmachineDocument46 pagesMillingmachineAmman ButtNo ratings yet
- Metal Cutting Lab ManualDocument54 pagesMetal Cutting Lab ManualAbhay Sharma 2K20PE02No ratings yet
- Machining ProcessDocument54 pagesMachining ProcesskaushiksoniNo ratings yet
- Machine Shop TheoryDocument28 pagesMachine Shop Theoryjulito paquitNo ratings yet
- JJ 104 Workshop Technology 1 MillingDocument44 pagesJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- ch8 10Document1 pagech8 10Dumisani SitholeNo ratings yet
- Grinding MachinesDocument11 pagesGrinding MachinesVikash Kumar Vimal100% (1)
- Grinding Machines: Technical Studies IiDocument11 pagesGrinding Machines: Technical Studies IiSandeep DeshmukhNo ratings yet
- What Is A Milling Machine Used ForDocument10 pagesWhat Is A Milling Machine Used ForAin NadzifahNo ratings yet
- Prod Tech-I - Unit 1 (A) - MillingDocument28 pagesProd Tech-I - Unit 1 (A) - MillingMEB05 Kishyon KumarNo ratings yet
- UNIT 4 MillingDocument89 pagesUNIT 4 MillingHariharan MNo ratings yet
- Report 2 - MillingDocument34 pagesReport 2 - Millingمحمد طه100% (1)
- 6 Notes Milling Shaping & PlaningDocument14 pages6 Notes Milling Shaping & PlaningSanket KumarNo ratings yet
- Unit 8 PDFDocument43 pagesUnit 8 PDFAnurag RanaNo ratings yet
- Machine ShopDocument11 pagesMachine Shop18-QADEER AHMADNo ratings yet
- Milling Machines and CuttersDocument15 pagesMilling Machines and CuttersPamela SidicNo ratings yet
- ch8 6Document1 pagech8 6Dumisani SitholeNo ratings yet
- CHAPTER 2 - DrillingDocument6 pagesCHAPTER 2 - DrillingHarish Nagoor NahooranNo ratings yet
- Milling MachineDocument22 pagesMilling MachineSusanta SardarNo ratings yet
- Drilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inDocument9 pagesDrilling: Drilling Is A Cutting Process That Uses A Drill Bit To Cut or Enlarge A Hole of Circular Cross-Section inAekanshNo ratings yet
- Lathe Machine: 4/engr. Jayvee B. GalosDocument53 pagesLathe Machine: 4/engr. Jayvee B. GalosJayvee Bongon GalosNo ratings yet
- Slotting PDFDocument6 pagesSlotting PDFVignesh NayakNo ratings yet
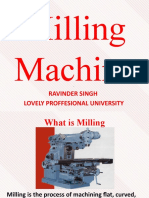
- Milling Machine: Ravinder Singh Lovely Proffesional UniversityDocument34 pagesMilling Machine: Ravinder Singh Lovely Proffesional UniversityRavinder SinghNo ratings yet
- Milling NotesDocument20 pagesMilling NotesleoandresmessiNo ratings yet
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- ch8 12Document1 pagech8 12Dumisani SitholeNo ratings yet
- Milling MachineDocument80 pagesMilling Machineravi upadhyayNo ratings yet
- Powerpoint Presentation ON Lathe Machine: Presented By: Dcrust, MurthalDocument11 pagesPowerpoint Presentation ON Lathe Machine: Presented By: Dcrust, MurthalTahir AbbasNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- 2 Milling Rev 2Document42 pages2 Milling Rev 2WisesaNo ratings yet
- ch8 1Document1 pagech8 1Dumisani SitholeNo ratings yet
- ch8 4Document1 pagech8 4Dumisani SitholeNo ratings yet
- Lathe 01Document26 pagesLathe 01Deepak JangidNo ratings yet
- Milling MachineDocument21 pagesMilling MachineZahra BatoolNo ratings yet
- Milling Presentation (2010)Document42 pagesMilling Presentation (2010)meseraabdiNo ratings yet
- Lathe 01 BlackDocument26 pagesLathe 01 BlackDeepak JangidNo ratings yet
- Topic: Milling MachineDocument47 pagesTopic: Milling MachineViasNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Paper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperFrom EverandPaper-Cutting Machines: A Primer of Information about Paper and Card Trimmers, Hand-Lever Cutters, Power Cutters and Other Automatic Machines for Cutting PaperNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- NIQS BESMM 4 BillDocument85 pagesNIQS BESMM 4 BillAliNo ratings yet
- How To Launch Remix OS For PCDocument2 pagesHow To Launch Remix OS For PCfloapaaNo ratings yet
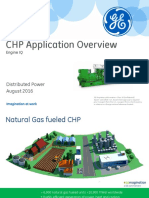
- 52 - JB CHP Trigen - V01Document33 pages52 - JB CHP Trigen - V01July E. Maldonado M.No ratings yet
- Bandhan Neft Rtgs FormDocument2 pagesBandhan Neft Rtgs FormMohit Goyal50% (4)
- UNCITRAL Guide United Nations Commission On International Trade LawDocument56 pagesUNCITRAL Guide United Nations Commission On International Trade Lawsabiont100% (2)
- Maritta Koch-Weser, Scott Guggenheim - Social Development in The World Bank - Essays in Honor of Michael M. Cernea-Springer (2021)Document374 pagesMaritta Koch-Weser, Scott Guggenheim - Social Development in The World Bank - Essays in Honor of Michael M. Cernea-Springer (2021)IacobNo ratings yet
- Adjective & VerbsDocument3 pagesAdjective & VerbsDennis BerkNo ratings yet
- HepaDocument1 pageHepasenthilarasu5100% (1)
- Concrete Repair Manual (2017)Document59 pagesConcrete Repair Manual (2017)Fernando EscriváNo ratings yet
- Gaming Ports MikrotikDocument6 pagesGaming Ports MikrotikRay OhmsNo ratings yet
- Poetry UnitDocument212 pagesPoetry Unittrovatore48100% (2)
- Decision Trees For Management of An Avulsed Permanent ToothDocument2 pagesDecision Trees For Management of An Avulsed Permanent ToothAbhi ThakkarNo ratings yet
- Chemistry Investigatory Project (R)Document23 pagesChemistry Investigatory Project (R)BhagyashreeNo ratings yet
- Top 100 Chemical CompaniesDocument11 pagesTop 100 Chemical Companiestawhide_islamicNo ratings yet
- ZygalDocument22 pagesZygalShubham KandiNo ratings yet
- Iaea Tecdoc 1092Document287 pagesIaea Tecdoc 1092Andres AracenaNo ratings yet
- Myanmar 1Document3 pagesMyanmar 1Shenee Kate BalciaNo ratings yet
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationnmclaughNo ratings yet
- Organization Culture Impacts On Employee Motivation: A Case Study On An Apparel Company in Sri LankaDocument4 pagesOrganization Culture Impacts On Employee Motivation: A Case Study On An Apparel Company in Sri LankaSupreet PurohitNo ratings yet
- National Football League FRC 2000 Sol SRGBDocument33 pagesNational Football League FRC 2000 Sol SRGBMick StukesNo ratings yet
- Participants ListDocument13 pagesParticipants Listmailway002No ratings yet
- Csu Cep Professional Dispositions 1Document6 pagesCsu Cep Professional Dispositions 1api-502440235No ratings yet
- List of Some Common Surgical TermsDocument5 pagesList of Some Common Surgical TermsShakil MahmodNo ratings yet
- Grade 9 Science Biology 1 DLPDocument13 pagesGrade 9 Science Biology 1 DLPManongdo AllanNo ratings yet
- Binge Eating Disorder ANNADocument12 pagesBinge Eating Disorder ANNAloloasbNo ratings yet
- Smart Gas Leakage Detection With Monitoring and Automatic Safety SystemDocument4 pagesSmart Gas Leakage Detection With Monitoring and Automatic Safety SystemYeasin Arafat FahadNo ratings yet
- S4 HANALicensing Model External V19Document28 pagesS4 HANALicensing Model External V19Edir JuniorNo ratings yet
- Measuring Temperature - Platinum Resistance ThermometersDocument3 pagesMeasuring Temperature - Platinum Resistance Thermometersdark*nightNo ratings yet
- Math Review CompilationDocument9 pagesMath Review CompilationJessa Laika CastardoNo ratings yet
- Dreaded Attack - Voyages Community Map Rules v1Document2 pagesDreaded Attack - Voyages Community Map Rules v1jNo ratings yet