You might also like
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Report On Gass CompresorDocument35 pagesReport On Gass CompresorPooyan Hasan Poor100% (1)
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreFrom EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNo ratings yet
- Intro To Centrifugal Compressor ComponentsDocument7 pagesIntro To Centrifugal Compressor ComponentsMuhammad Ridhwan100% (2)
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqNo ratings yet
- ACTIVE LEARNING PROCESS ON COMPRESSORSDocument22 pagesACTIVE LEARNING PROCESS ON COMPRESSORSSai Krishna Kiran B VNo ratings yet
- Compressors - Written ReportDocument17 pagesCompressors - Written ReportJenina Rosa P. LlanesNo ratings yet
- Centrifugal Compressors OverviewDocument40 pagesCentrifugal Compressors OverviewMohamed BalbaaNo ratings yet
- Presentation Centrifugal 02.ppsxDocument97 pagesPresentation Centrifugal 02.ppsxEslam Elmadboly100% (1)
- Centrigual Compressors Course - Very Good PDFDocument91 pagesCentrigual Compressors Course - Very Good PDFVILLANUEVA_DANIEL2064100% (1)
- Compressor OperationDocument21 pagesCompressor OperationAhmed Mohamed KhalilNo ratings yet
- Centrifugal Compressor Training NotesDocument32 pagesCentrifugal Compressor Training Notesromadhinho50% (4)
- Centrifugal Compressors: Fabrizio Tani October 23rd 2001Document41 pagesCentrifugal Compressors: Fabrizio Tani October 23rd 2001Stefano CaidominiciNo ratings yet
- DGS NewDocument20 pagesDGS NewKanishk KothariNo ratings yet
- Dry Gas Seal1Document8 pagesDry Gas Seal1anshug1016100% (1)
- Listing of Installation (Gas Compressor Facilities)Document36 pagesListing of Installation (Gas Compressor Facilities)AyaanNo ratings yet
- Article On Dry Gas Seals PDFDocument7 pagesArticle On Dry Gas Seals PDFanoopthazhath100% (1)
- Reciprocating Compressor ValveDocument14 pagesReciprocating Compressor ValvesaikatchoudhuriNo ratings yet
- CENTRIFUGAL COMPRESSOR GUIDEDocument33 pagesCENTRIFUGAL COMPRESSOR GUIDERizwan Bangash50% (2)
- Centrifugal Pumps and SealDocument32 pagesCentrifugal Pumps and SealAnatoli KarpobNo ratings yet
- Basic Compressor KnowledgeDocument87 pagesBasic Compressor Knowledgelrpatra100% (1)
- Introduction to Positive Displacement CompressorsDocument30 pagesIntroduction to Positive Displacement CompressorschaitanyaNo ratings yet
- Hoerbiger Rings & Packings Training SeminarDocument20 pagesHoerbiger Rings & Packings Training SeminarinamNo ratings yet
- CompressorsDocument51 pagesCompressorsReza RahmanudinNo ratings yet
- 6 Turbo-Expander Case History - EmersonDocument11 pages6 Turbo-Expander Case History - EmersonxinghustNo ratings yet
- Surge ProtectedDocument42 pagesSurge ProtectedRaul Roque Yujra100% (2)
- Dry Gas SealDocument23 pagesDry Gas Sealdrg100% (1)
- S 28AT XP EXP EngDocument6 pagesS 28AT XP EXP EngpramodtryNo ratings yet
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Dynamic CompressorsDocument48 pagesDynamic Compressorsamrutnerlikar50% (2)
- Dresser Rand - TMTTV - Trip & Throttle ValveDocument2 pagesDresser Rand - TMTTV - Trip & Throttle Valverosliyu50% (2)
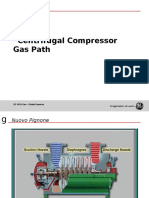
- Centrifugal Compressor: Gas PathDocument49 pagesCentrifugal Compressor: Gas PathKorichiKarim100% (3)
- Centrifugal Compressor Equipment InteractionDocument27 pagesCentrifugal Compressor Equipment Interactionmbabar81No ratings yet
- Compressor Valves - Questions and Answers How and Why Compressor Valves FailDocument8 pagesCompressor Valves - Questions and Answers How and Why Compressor Valves Failbinu vaNo ratings yet
- 1 - Cylinder RingsDocument36 pages1 - Cylinder RingsVIJAYIOCL100% (1)
- KGM Centrif CompDocument139 pagesKGM Centrif CompAsif SaleemNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Introduction To DGSDocument58 pagesIntroduction To DGSAan Sarkasi AmdNo ratings yet
- Gas Seal IntroductionDocument10 pagesGas Seal IntroductionIjatnaim Isa100% (1)
- Rolon Dry Gas SealsDocument39 pagesRolon Dry Gas Sealsnarayan rajuNo ratings yet
- 05 CC Off Designe Operating OverviewDocument8 pages05 CC Off Designe Operating OverviewKorichiKarim100% (1)
- Introduction to Nuovo Pignone Centrifugal CompressorsDocument31 pagesIntroduction to Nuovo Pignone Centrifugal Compressorshbahriio100% (4)
- Mhi Integrally Geared CompressorsDocument6 pagesMhi Integrally Geared CompressorscandhareNo ratings yet
- Iom TSKSDocument12 pagesIom TSKSTakbir2011No ratings yet
- DGS SealDocument87 pagesDGS SealAhtsham Ahmad50% (2)
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramNo ratings yet
- Protecting A Centrifugal Compressor From SurgeDocument2 pagesProtecting A Centrifugal Compressor From SurgeDylanAdams100% (1)
- Reciprocating Compressor Seals Partner Savings From LEP UpgradesDocument20 pagesReciprocating Compressor Seals Partner Savings From LEP UpgradesVIJAYIOCL100% (2)
- Reciprocating Compressor IIDocument59 pagesReciprocating Compressor IIAbdussalamElhanashi50% (2)
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- 2.mechanical SealsDocument45 pages2.mechanical Sealspsk.pranesh5520No ratings yet
- API Piping - Plan - Pocket - Flowserve PDFDocument66 pagesAPI Piping - Plan - Pocket - Flowserve PDFYuvaraj NithyanandamNo ratings yet
- Centrifugal CompressorDocument13 pagesCentrifugal CompressorKha Mn83% (6)
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
- Full Load Test ExpanderDocument8 pagesFull Load Test Expanderdhanu_aquaNo ratings yet
- Reciprocating Compressor Theory PDFDocument33 pagesReciprocating Compressor Theory PDFyeshig200083% (6)
- Recip. CompressorDocument19 pagesRecip. CompressorSubbarayan SaravanakumarNo ratings yet
- Materials Used For Construction: 1. Reciprocating CompressorDocument6 pagesMaterials Used For Construction: 1. Reciprocating CompressorEdemNo ratings yet
- Roller Chain SprocketsDocument122 pagesRoller Chain SprocketsHyundianto AgNo ratings yet
- Rex Chain Drive DesignDocument63 pagesRex Chain Drive Designarchivaldo8571No ratings yet
- 940 601 Ball Transfer For Air CargoDocument2 pages940 601 Ball Transfer For Air CargoHyundianto AgNo ratings yet
- UK Tutorial PlcProjectDocument28 pagesUK Tutorial PlcProjectHyundianto AgNo ratings yet
- Duct DesignDocument9 pagesDuct DesignjaswanthNo ratings yet
- EPLAN Education 2.6 Installation Instructions enDocument34 pagesEPLAN Education 2.6 Installation Instructions enKenan HebibovicNo ratings yet
- Field Duct Sizing ChartDocument1 pageField Duct Sizing ChartmemorydearNo ratings yet
- Clean Air enDocument6 pagesClean Air enHyundianto AgNo ratings yet
- Metric I Beam HEBDocument2 pagesMetric I Beam HEBHyundianto AgNo ratings yet
- Bearing Spec Guide 7534Document493 pagesBearing Spec Guide 7534motorolav8100% (2)
- Attic Ventilation Calculations Made EasyDocument4 pagesAttic Ventilation Calculations Made EasyHyundianto AgNo ratings yet
- Ball Transfer Units PDFDocument40 pagesBall Transfer Units PDFHyundianto AgNo ratings yet
- Solidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadDocument4 pagesSolidworks Electrical: Real-Time Integration of Electrical Schematics and 3D CadHyundianto AgNo ratings yet
- Struktur Kurikulum S2 Teknik Mesin1Document54 pagesStruktur Kurikulum S2 Teknik Mesin1Hyundianto Ag100% (1)
- 09 01ChapGereDocument12 pages09 01ChapGereChristina Buckle100% (1)
- Syllabus of SMC Training Center: SMCTC - Programmable Logic Controllers (PLC)Document1 pageSyllabus of SMC Training Center: SMCTC - Programmable Logic Controllers (PLC)Hyundianto AgNo ratings yet
- Gamma and Electron Protection PDFDocument80 pagesGamma and Electron Protection PDFHyundianto AgNo ratings yet
- TI TI: PLC Modem PLC ModemDocument9 pagesTI TI: PLC Modem PLC ModemHyundianto AgNo ratings yet
- Katalog Pipa Merk Wavin PDFDocument24 pagesKatalog Pipa Merk Wavin PDFAdi PrasetyaNo ratings yet
- Irradiation IssuesDocument26 pagesIrradiation IssuesHyundianto AgNo ratings yet
- ASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeDocument6 pagesASTM A790-2001 Standard Specification For Seamless & Welded Ferritic Austentic SS PipeHyundianto AgNo ratings yet
- Iaea Nuclear Security Series No-14Document44 pagesIaea Nuclear Security Series No-14Hyundianto AgNo ratings yet
- Types TanksDocument17 pagesTypes TanksCarlos Augusto FerreiraNo ratings yet
- Uranus 52 N: A 25 CR Super Duplex Stainless Steel With PREN 40Document8 pagesUranus 52 N: A 25 CR Super Duplex Stainless Steel With PREN 40Hyundianto AgNo ratings yet
- Jual PLUSTEK OpticPro A360 - Scanner Flatbed - Harga, Spesifikasi Dan ReviewDocument2 pagesJual PLUSTEK OpticPro A360 - Scanner Flatbed - Harga, Spesifikasi Dan ReviewHyundianto AgNo ratings yet
- 224b Spring Hanger Assembly Doc 92-0879 Rev Orig 000119Document7 pages224b Spring Hanger Assembly Doc 92-0879 Rev Orig 000119Hyundianto AgNo ratings yet
- 512 Natural Gas BoostersDocument4 pages512 Natural Gas Boostersmhidayat108No ratings yet
- Service Guide L150F 2007-08-22Document4 pagesService Guide L150F 2007-08-22Injeletro Diesel100% (1)
- Atsg Transmission Jf506e Technical ServiceDocument10 pagesAtsg Transmission Jf506e Technical Servicebrent100% (30)
- H22A H22A1 H23 Balance Shaft Eliminator Installation InstructionsDocument3 pagesH22A H22A1 H23 Balance Shaft Eliminator Installation InstructionsedNo ratings yet
- Catalogo Pacbrake Caterpillar Series 3116,3126, c9Document2 pagesCatalogo Pacbrake Caterpillar Series 3116,3126, c9Alexis SanchezNo ratings yet
- 1200 Series: 1206F-E70TADocument6 pages1200 Series: 1206F-E70TAMuhamedomar Jojo JojoNo ratings yet
- Diagrama Ammco 3000-4000-4100 - 3Document16 pagesDiagrama Ammco 3000-4000-4100 - 3jmartinezmo67% (3)
- Balancing of Rotating MassesDocument9 pagesBalancing of Rotating MassesEricNo ratings yet
- Machinerycourse Outline and Hand OutDocument81 pagesMachinerycourse Outline and Hand OutKKDhNo ratings yet
- Lionrock 45 kVA LRC45X-60HzDocument4 pagesLionrock 45 kVA LRC45X-60HzMarie Marinas-delos ReyesNo ratings yet
- Data TWD1643 GEDocument17 pagesData TWD1643 GEVolvo Truck100% (3)
- Hộp số TE13 danaDocument167 pagesHộp số TE13 danaSon Dinh100% (2)
- Thomas Flexible Disc CouplingDocument52 pagesThomas Flexible Disc Couplingkwakwa4100% (1)
- Modern Motorcycle MechanicsDocument675 pagesModern Motorcycle Mechanicsalan hayes100% (2)
- Omc 64-86Document572 pagesOmc 64-86jeff83% (6)
- TTR90 2002Document288 pagesTTR90 2002Tengu KazeNo ratings yet
- 3-61. Fuel Pump Front Cover and Governor Repair (Contd)Document54 pages3-61. Fuel Pump Front Cover and Governor Repair (Contd)Влад БеломестновNo ratings yet
- Ribblex Price ListDocument22 pagesRibblex Price ListDipen patraNo ratings yet
- Axial SettingsDocument20 pagesAxial Settingszakattsh4345No ratings yet
- Choose The Letter of The Best Answer and Write Your Answer On A Separate Sheet of PaperDocument10 pagesChoose The Letter of The Best Answer and Write Your Answer On A Separate Sheet of PaperJussa Leilady AlberbaNo ratings yet
- Technical Data For 720GEDocument7 pagesTechnical Data For 720GEsameh shaabanNo ratings yet
- DX700LC PDFDocument24 pagesDX700LC PDFDadanNo ratings yet
- Erwin Sattller enDocument108 pagesErwin Sattller enMustapha BelloNo ratings yet
- Common Rail SystemDocument89 pagesCommon Rail SystemNadirin Hasim100% (4)
- VGF 6-8-12-16 Cyl O&MDocument276 pagesVGF 6-8-12-16 Cyl O&MJuan RojasNo ratings yet
- RENK Integrated Front-End Power System enDocument8 pagesRENK Integrated Front-End Power System enhumayun121No ratings yet
- Illustrated Parts List: FROF-11210C July 2007Document36 pagesIllustrated Parts List: FROF-11210C July 2007sebastianNo ratings yet
- Jastram Model H Helm Pumps: Engineered For Life at SeaDocument2 pagesJastram Model H Helm Pumps: Engineered For Life at SeaingdanilocfNo ratings yet
- GuidesDocument7 pagesGuidesALCHY IGNNo ratings yet
- Hyster S40CPDocument247 pagesHyster S40CPAlessandro de Oliveira100% (1)