You might also like
- Material 1 - Orçamento de ObrasDocument245 pagesMaterial 1 - Orçamento de ObrasRaimundo GonzagaNo ratings yet
- Manual de Operação - Neiva P56B & B-1 Paulistinha Rev. 00 (03-07-06)Document24 pagesManual de Operação - Neiva P56B & B-1 Paulistinha Rev. 00 (03-07-06)Flavio Rodolfo Severo de OliveiraNo ratings yet
- Apostila de Manutenção Guindastes e BaleeirasDocument102 pagesApostila de Manutenção Guindastes e BaleeirasAntonio Ribeiro100% (5)
- VidrosDocument132 pagesVidrossergiooiNo ratings yet
- Programa de Manutenção Stralis NRDocument11 pagesPrograma de Manutenção Stralis NRBalariniRetífica100% (1)
- Portfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloDocument16 pagesPortfolio Podium Engenharia e Consultoria - Detalhado 2018 - ModeloMárcio MontenegroNo ratings yet
- Apostila - Introdução À AdministraçãoDocument78 pagesApostila - Introdução À AdministraçãoPaulo Henrique100% (1)
- Atividade de Geografia AdaptadaDocument4 pagesAtividade de Geografia AdaptadaAna Lígia LopesNo ratings yet
- Ponte Hercílio LuzDocument4 pagesPonte Hercílio LuzbetoquadrosNo ratings yet
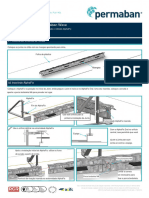
- Permaban Wave Installation Guide AlphaFix V2Document4 pagesPermaban Wave Installation Guide AlphaFix V2Inteligencia MercadoNo ratings yet
- Artigo - o Reúso de Água No Brasil - A Importância Da Reutilização de Água No PaísDocument24 pagesArtigo - o Reúso de Água No Brasil - A Importância Da Reutilização de Água No Paísrfmoraes16No ratings yet
- Catalogo OrdenBrasil 2020 - r3Document49 pagesCatalogo OrdenBrasil 2020 - r3CarlosNo ratings yet
- Soldagem Por ExplosãoDocument68 pagesSoldagem Por ExplosãoJose Roberto dos Santos100% (1)
- Ponte de ÖresundDocument3 pagesPonte de ÖresundKaio CesarNo ratings yet
- Reostatos de GRAFITEDocument6 pagesReostatos de GRAFITELuis Filipe RosaNo ratings yet
- Ppra - J - & - M - 2011 - FinalDocument45 pagesPpra - J - & - M - 2011 - FinalPedro GermanoNo ratings yet
- Manual UsuarioDocument6 pagesManual UsuarioluciliogomesNo ratings yet
- Edital 005-2013 - DocentesDocument21 pagesEdital 005-2013 - DocentesmariejunoNo ratings yet
- Aula 5 CorrosãoDocument105 pagesAula 5 CorrosãoGuilherme Dos Santos MoreiraNo ratings yet
- RelatórioDocument20 pagesRelatórioaavicente19No ratings yet
- Documento 15Document4 pagesDocumento 15Daiana silvaNo ratings yet
- Manual - LSE11 - Eletrolux Lavadora e SecadoraDocument28 pagesManual - LSE11 - Eletrolux Lavadora e SecadoraLuccas Alves Gaulia100% (1)
- Catalogo de OportunidadesDocument31 pagesCatalogo de OportunidadesRaxplorerNo ratings yet
- Apostila - MÉTODOS ESPECTROANALÍTICOSDocument36 pagesApostila - MÉTODOS ESPECTROANALÍTICOSAna MyrtaNo ratings yet
- Condensador de Cobre e Aluminio ElginDocument4 pagesCondensador de Cobre e Aluminio ElginFabiano SchincariolNo ratings yet
- Relatorio MirassolDocument121 pagesRelatorio MirassolAndré SousaNo ratings yet
- 3A - Processo de AuditoriaDocument11 pages3A - Processo de AuditoriaWalace Nello Rodrigues SerodioNo ratings yet
- Terraçus G5Document173 pagesTerraçus G5Cláudio Vinicius BortoliNo ratings yet
- Flexsim 3VP - Exerccios 1-6Document2 pagesFlexsim 3VP - Exerccios 1-6BRUNA PEDROSA MEDEIROS LEALNo ratings yet
- T Precos Gyptec PlacasDocument24 pagesT Precos Gyptec PlacasHugoNo ratings yet