You might also like
- Astm D999Document5 pagesAstm D999pradellesNo ratings yet
- Rotordynamics IntroductionDocument63 pagesRotordynamics IntroductionBharath Chandra ReddyNo ratings yet
- A Practical Guide To Designing Wooden Wheeled Clockworks v2.0Document103 pagesA Practical Guide To Designing Wooden Wheeled Clockworks v2.0ed zbik100% (1)
- 2010 10 SMP - Grinding of Kiln Tyre and Roller Surface - Final - V1Document19 pages2010 10 SMP - Grinding of Kiln Tyre and Roller Surface - Final - V1Wisnu IndriyantoNo ratings yet
- Fresh Air Flap: Machine Manual En-21017.831-FDocument21 pagesFresh Air Flap: Machine Manual En-21017.831-FRahmat YusufNo ratings yet
- 08 M Roller Lube Mill Greas SysDocument16 pages08 M Roller Lube Mill Greas SysDavid Vilca MamaniNo ratings yet
- Estanda Presentation Feb18Document14 pagesEstanda Presentation Feb18Luis Fernando DiegoNo ratings yet
- Detailed - LESSON - PLAN - GRADE 10 DemonowDocument5 pagesDetailed - LESSON - PLAN - GRADE 10 DemonowShiela Ocho100% (3)
- 00 Introduction Polysius-HistoryDocument17 pages00 Introduction Polysius-HistoryEnrique BandaNo ratings yet
- CM2 AXIAL TEST Aug2014Document1 pageCM2 AXIAL TEST Aug2014Junaid Mazhar100% (1)
- 03 RP - Maintenance Practices For RPDocument50 pages03 RP - Maintenance Practices For RPaff bearNo ratings yet
- 01 RP-History & Stages of DevelopmentDocument29 pages01 RP-History & Stages of DevelopmentMAYANK BURMANNo ratings yet
- Dokumen - Tips - Atox Raw Mill 55844e0e63329Document13 pagesDokumen - Tips - Atox Raw Mill 55844e0e63329pipit agusNo ratings yet
- Hydroulik Roll CrusherDocument15 pagesHydroulik Roll CrusherTIRIANTONo ratings yet
- 071 How To Maintain Hydraulic SystemDocument10 pages071 How To Maintain Hydraulic Systemhaziq100% (1)
- 01.0 - 22146.002E - Hydraulic SystemDocument126 pages01.0 - 22146.002E - Hydraulic SystemShariq Khan100% (1)
- Raw Material HandlingDocument15 pagesRaw Material HandlingThibaut LeconteNo ratings yet
- Feed Material Guide For POLYCOM: Machine Manual en-PM - MFU.001.BDocument39 pagesFeed Material Guide For POLYCOM: Machine Manual en-PM - MFU.001.BYinder Vega OsorioNo ratings yet
- MAGOTTEAUX Power CALC 13.10.2015Document3 pagesMAGOTTEAUX Power CALC 13.10.2015Muhammad Arsalan TariqNo ratings yet
- A4-P 1.0 enDocument21 pagesA4-P 1.0 enmkpqNo ratings yet
- Application of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858Document30 pagesApplication of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858harshit patel100% (1)
- s08 02 Christensen Conf Ang PDFDocument56 pagess08 02 Christensen Conf Ang PDFsempatik721100% (1)
- Mill Power - Rod MillsDocument4 pagesMill Power - Rod MillsFredy PeñaNo ratings yet
- A Ball Mill Design-Overview 1Document27 pagesA Ball Mill Design-Overview 1Joel Miguel Angel PachecoNo ratings yet
- Change-Over Flap Pneumatically Actuated: Machine Manual En-11090.001-FDocument29 pagesChange-Over Flap Pneumatically Actuated: Machine Manual En-11090.001-FRahmat Yusuf100% (1)
- 02 - Mill Feed System With Gate Valves For POLYCOM®Document49 pages02 - Mill Feed System With Gate Valves For POLYCOM®CHRISTIAN ROJAS VALENZUELANo ratings yet
- 1-1 VRM Overview TableDocument1 page1-1 VRM Overview Tableniladri.jagatyNo ratings yet
- Energy and Cost Comparisons Wang Et AlDocument17 pagesEnergy and Cost Comparisons Wang Et AlJD FCNo ratings yet
- ME Paper - HIG Mill Modelling&optimizationDocument9 pagesME Paper - HIG Mill Modelling&optimization王柏昆No ratings yet
- 4 - Mill Option B1 - Equipment List Rev01Document25 pages4 - Mill Option B1 - Equipment List Rev01Carlos Plasencia PozoNo ratings yet
- Mill Feed System With Gate Valves For POLYCOM: Machine Manual en-PM - FBJ.002.CDocument51 pagesMill Feed System With Gate Valves For POLYCOM: Machine Manual en-PM - FBJ.002.CJuan Laura OreNo ratings yet
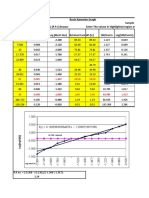
- Sample Name & Location - : CM - 2 (P.P.C) BeawarDocument5 pagesSample Name & Location - : CM - 2 (P.P.C) BeawarDeepanshu ShrivastavaNo ratings yet
- Influence of Quartz Particles On Wear in Vertical Roller Mills.Document9 pagesInfluence of Quartz Particles On Wear in Vertical Roller Mills.chienhamthepNo ratings yet
- 04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemDocument16 pages04-03-PODFA-Function-Roller Mill QUADROPOL-Hydraulic SystemДен СтаднікNo ratings yet
- EN - VRM For Raw Material - 320 TPHDocument24 pagesEN - VRM For Raw Material - 320 TPHneroc69581No ratings yet
- Flat Slide Valve: Machine Manual En-23261.001-EDocument32 pagesFlat Slide Valve: Machine Manual En-23261.001-ERahmat YusufNo ratings yet
- Ball Mill GrindingDocument78 pagesBall Mill GrindingFran jimenezNo ratings yet
- Energy Efficient Mineral Liberation Using HPGR Technology: Valid Solutions SpaceDocument236 pagesEnergy Efficient Mineral Liberation Using HPGR Technology: Valid Solutions SpaceMarcos BuenoNo ratings yet
- Maintenance of POLYCOM Roll Bodies With Studs: Machine Manual en-PM - RUN.003.BDocument51 pagesMaintenance of POLYCOM Roll Bodies With Studs: Machine Manual en-PM - RUN.003.BYinder Vega OsorioNo ratings yet
- 03 MPT Introduction - Basics of VRM Process - R1Document20 pages03 MPT Introduction - Basics of VRM Process - R1Camilo CamposNo ratings yet
- Poly ProcessDocument70 pagesPoly Processkrishna bhanu singhNo ratings yet
- Atlas Copco: Parts ListDocument152 pagesAtlas Copco: Parts ListChathura SenanayakeNo ratings yet
- 008 Ball Charge ManagementDocument32 pages008 Ball Charge Managementsafwat hassan100% (1)
- High-Pressure Grinding Roller Presses For Minerals ProcessingDocument24 pagesHigh-Pressure Grinding Roller Presses For Minerals ProcessingYaser Asmani100% (1)
- 2022-04-08 - HPGR Adantages in Ore GrindingDocument24 pages2022-04-08 - HPGR Adantages in Ore Grindingpanchada.srinivasuNo ratings yet
- 11 - Transport Cross-Beam For Roll UnitsDocument43 pages11 - Transport Cross-Beam For Roll UnitsCHRISTIAN ROJAS VALENZUELANo ratings yet
- Casing Welding 70029041 - A4-P - 1.0 - enDocument7 pagesCasing Welding 70029041 - A4-P - 1.0 - enmkpqNo ratings yet
- Procemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsDocument25 pagesProcemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsNereo SpenglerNo ratings yet
- Review RollerPress OperationsDocument276 pagesReview RollerPress OperationsThaigroup Cement100% (1)
- Why Skewing Is Not Beneficial For Your HPGRDocument8 pagesWhy Skewing Is Not Beneficial For Your HPGRAbe ArdiNo ratings yet
- 102-41260 HPGR Chapitre A Introduction AnglaisDocument17 pages102-41260 HPGR Chapitre A Introduction AnglaismahdieNo ratings yet
- Shree Project FinalDocument20 pagesShree Project FinalMostafa KordyNo ratings yet
- 34 MER AuxiliariesDocument37 pages34 MER AuxiliariesCamilo CamposNo ratings yet
- Manual Operacion QSXDocument79 pagesManual Operacion QSXjavier gelvezNo ratings yet
- Gyratory Crusher Technical Scope of SupplyDocument28 pagesGyratory Crusher Technical Scope of SupplyLmf DanielNo ratings yet
- The Rhodax® Process For Dry Mix Preparation in Anodes PlantsDocument37 pagesThe Rhodax® Process For Dry Mix Preparation in Anodes PlantsGupta AnacoolzNo ratings yet
- Activity # 3 Sumbitted by Johannis P. ReyDocument11 pagesActivity # 3 Sumbitted by Johannis P. ReyJohannis ReyNo ratings yet
- NQCC Ovent en PDFDocument3 pagesNQCC Ovent en PDFShahnam GhasediNo ratings yet
- KHD Part 1 From Quarrying To PreBlending PDF 1704733243Document18 pagesKHD Part 1 From Quarrying To PreBlending PDF 1704733243WessonNo ratings yet
- Fuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Document5 pagesFuersteneau Power Model (See Mill Power - Ball Mills Spreadsheet For Further Details On Such Model)Christofer EspinozaNo ratings yet
- Test Report 10034-1 Raw Material Grasim Rawan IndiaDocument6 pagesTest Report 10034-1 Raw Material Grasim Rawan IndiaKenny RuizNo ratings yet
- Magotteaux - XLIFT PaperDocument11 pagesMagotteaux - XLIFT PaperHamed MostafaNo ratings yet
- Outlet Apparatus: Machine Manual En-23122.102-ADocument16 pagesOutlet Apparatus: Machine Manual En-23122.102-ARahmat YusufNo ratings yet
- Los ColoradosDocument24 pagesLos ColoradosGabriela'aOlmosTejosNo ratings yet
- The Future of ComminutionDocument12 pagesThe Future of ComminutionVictor Hugo O'Diana CorralesNo ratings yet
- Biomechanical Analysis of The Swim-Start A ReviewDocument9 pagesBiomechanical Analysis of The Swim-Start A ReviewAngy Gabriela Tovar GuerreroNo ratings yet
- UniPile5 Examples Manual PDFDocument54 pagesUniPile5 Examples Manual PDFkabasy2015No ratings yet
- CHEM20024 Lecture Notes 08 - First Law of ThermodynamicsDocument27 pagesCHEM20024 Lecture Notes 08 - First Law of ThermodynamicsEzriel QuantumNo ratings yet
- Final STR-Dowel Dated 06 - 06 - 2022Document5 pagesFinal STR-Dowel Dated 06 - 06 - 2022Preeti goswamiNo ratings yet
- Marking Bills FileDocument23 pagesMarking Bills FileGhulam FaridNo ratings yet
- ClutchDocument3 pagesClutchEjNo ratings yet
- III. Conservation Laws:: 1. Conservation of Lepton NumberDocument7 pagesIII. Conservation Laws:: 1. Conservation of Lepton NumberYI SHIEN CHENG 钟宇绚No ratings yet
- Methods of RRLDocument4 pagesMethods of RRLhelloNo ratings yet
- Design and Modification of Commercial Vehicle Braking System For Reducing Noise and GrabbingDocument7 pagesDesign and Modification of Commercial Vehicle Braking System For Reducing Noise and GrabbingdeepakNo ratings yet
- Application of TangentDocument9 pagesApplication of Tangentyokekeann100% (2)
- Videoprobe Accessories Guide Bhcs38537Document50 pagesVideoprobe Accessories Guide Bhcs38537Yasin çetinNo ratings yet
- Gun Metal Bush Din 9834 - 1Document2 pagesGun Metal Bush Din 9834 - 1Manvendra KumarNo ratings yet
- Fiber Optic Cable Storage and Respool Guide: ScopeDocument6 pagesFiber Optic Cable Storage and Respool Guide: ScopeMehdi SHNo ratings yet
- Iso 4965-2-2012Document20 pagesIso 4965-2-2012Institute of Marketing & Training ALGERIANo ratings yet
- 13 Senior Skill Instructor (Mechanical)Document13 pages13 Senior Skill Instructor (Mechanical)Ranjan SahooNo ratings yet
- Thesis JournalDocument7 pagesThesis JournalVincent SpadeNo ratings yet
- Pwog-Hzl-6033-Pr-Re-001 - Thermal Design of Water Cooled DuctDocument21 pagesPwog-Hzl-6033-Pr-Re-001 - Thermal Design of Water Cooled DuctpavanNo ratings yet
- Patent For Smart GlassDocument29 pagesPatent For Smart GlassMathu MohanNo ratings yet
- In Situ 3D Nanoprinting of Free-Form Coupling Elements For Hybrid Photonics IntegrationDocument9 pagesIn Situ 3D Nanoprinting of Free-Form Coupling Elements For Hybrid Photonics IntegrationMiles FernsbyNo ratings yet
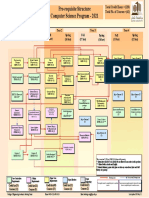
- CS Prerequisite FlowchartDocument1 pageCS Prerequisite FlowchartOmarNo ratings yet
- NucleiDocument22 pagesNucleivaishnavpatil2458No ratings yet
- Grade 11-Diagnostic TestDocument4 pagesGrade 11-Diagnostic TestCadigal RoniloNo ratings yet
- Physics of RadiologyDocument14 pagesPhysics of RadiologycharlesNo ratings yet
- Cse 104 Lab Report 3Document11 pagesCse 104 Lab Report 3Nazmul Hasan AtikNo ratings yet
- Clir15 Introduction To Chemical EngineeringDocument3 pagesClir15 Introduction To Chemical EngineeringKonain Raza AnsariNo ratings yet