You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pt. Cipta Hasil Sugiarto: List Stock FilterDocument6 pagesPt. Cipta Hasil Sugiarto: List Stock Filterary fauzi rahmanNo ratings yet
- (Oncologysurgery) Graeme J Poston, Michael DAngelica, Rene ADAM - Surgical Management of Hepatobiliary and Pancreatic Di 1Document630 pages(Oncologysurgery) Graeme J Poston, Michael DAngelica, Rene ADAM - Surgical Management of Hepatobiliary and Pancreatic Di 1Marlene MartínezNo ratings yet
- Enrique Jefte Pereira Guevara: ProfileDocument1 pageEnrique Jefte Pereira Guevara: ProfileSamantha Nicolle Pereira GuevaraNo ratings yet
- Lecture1 1Document3 pagesLecture1 1Aaron JomyNo ratings yet
- The Problem and Its Background The Dairy Industry Is A Vast Sector of The Food Industry Such That It Covers A Variety ofDocument47 pagesThe Problem and Its Background The Dairy Industry Is A Vast Sector of The Food Industry Such That It Covers A Variety ofJun Valmonte LabasanNo ratings yet
- Sandringham Foreshore Association 'Protecting Bayside's Coast, Natural and Cultural Heritage'Document33 pagesSandringham Foreshore Association 'Protecting Bayside's Coast, Natural and Cultural Heritage'Anonymous jQb7I1No ratings yet
- Laboratory Exercise No. 1 AggregatesDocument11 pagesLaboratory Exercise No. 1 AggregatesFrancis Marc AlcantaraNo ratings yet
- Morada - LM1A - M9 - Philippine Wildlife Species Profile ActivityDocument3 pagesMorada - LM1A - M9 - Philippine Wildlife Species Profile ActivityRIKKO 21No ratings yet
- Important Questions Upper Limb (From Past Papers) : (For Profs, Send Ups and Stage)Document3 pagesImportant Questions Upper Limb (From Past Papers) : (For Profs, Send Ups and Stage)Keshav NagpalNo ratings yet
- Load Calculation Football Stadium, GodawariDocument28 pagesLoad Calculation Football Stadium, GodawariRoshan KejariwalNo ratings yet
- Hydra FacialDocument46 pagesHydra FacialRatu Lucky Baskara PutriNo ratings yet
- EC209 Analog ElectronicsDocument2 pagesEC209 Analog ElectronicsBonifus Parambaloth Leenus0% (1)
- شعر حسب د.باسلDocument15 pagesشعر حسب د.باسلعبدالرحمن كريمNo ratings yet
- Chapter 9 AnswersDocument3 pagesChapter 9 AnswersJose PopoffNo ratings yet
- Down SyndromeDocument5 pagesDown SyndromeSheena CabrilesNo ratings yet
- Install Windows XP On SATA WithoDocument63 pagesInstall Windows XP On SATA WithodacrysNo ratings yet
- Tute 3Document1 pageTute 3govind_misraaNo ratings yet
- EE 466 Power ElectronicsDocument8 pagesEE 466 Power ElectronicsKhalil AlluhaybiNo ratings yet
- Tablas GpsaDocument8 pagesTablas GpsaAmerico Medina GarciaNo ratings yet
- Quetzalcoatl PapercrafDocument26 pagesQuetzalcoatl PapercrafElplotter ImpresiónNo ratings yet
- Inspection, Testing and Maintenance of Fire Protection SystemsDocument126 pagesInspection, Testing and Maintenance of Fire Protection SystemsGee MacawileNo ratings yet
- Toefl WrittenDocument25 pagesToefl WrittenFebrian AsharNo ratings yet
- Fundamental Moral Theology - Fundamental OptionDocument2 pagesFundamental Moral Theology - Fundamental OptionJOHN REY MEMBELANo ratings yet
- Flipkart Invoice 25 Aug 2023-11-06Document14 pagesFlipkart Invoice 25 Aug 2023-11-06Doms DomsNo ratings yet
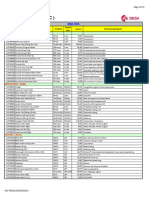
- Price List (2 Feb'24) HEC-P0005-2024Document13 pagesPrice List (2 Feb'24) HEC-P0005-2024stts motorNo ratings yet
- Cat4 eDocument13 pagesCat4 eFrancisco Mones RuizNo ratings yet
- VS45-70 Rotary Screw 60 HZ Compressor BrochureDocument2 pagesVS45-70 Rotary Screw 60 HZ Compressor BrochureLierton PinheiroNo ratings yet
- Art VPM S& Sat Faq Handbook Iss HDocument38 pagesArt VPM S& Sat Faq Handbook Iss HJuan Pablo Vélez Duque100% (1)
- 560 000 GD P 007Document243 pages560 000 GD P 007wesquiNo ratings yet
- Subaru Engines Eh65v ServiceDocument74 pagesSubaru Engines Eh65v ServicechrisrobinsoncnpNo ratings yet