100% found this document useful (1 vote)
2K views26 pagesBroaching Machine
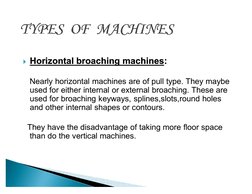
Broaching is a machining process that involves using a broach tool to cut a precise shape or pattern in a workpiece by pushing or pulling the tool in a linear cutting path. Key advantages of broaching include high production rates, high accuracy and surface finish in a single pass of the tool. Common broaching operations include cutting keyways, holes, and contours. Broaching machines typically use either horizontal or vertical configurations to hold the workpiece and move the broach tool.
Uploaded by
sanaashrafCopyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
100% found this document useful (1 vote)
2K views26 pagesBroaching Machine
Broaching is a machining process that involves using a broach tool to cut a precise shape or pattern in a workpiece by pushing or pulling the tool in a linear cutting path. Key advantages of broaching include high production rates, high accuracy and surface finish in a single pass of the tool. Common broaching operations include cutting keyways, holes, and contours. Broaching machines typically use either horizontal or vertical configurations to hold the workpiece and move the broach tool.
Uploaded by
sanaashrafCopyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd