You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
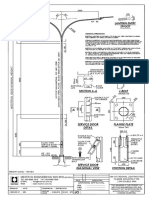
- Lantern Entry Spigot: Mestron Engineering SDN BHDDocument1 pageLantern Entry Spigot: Mestron Engineering SDN BHDNorsuhaida Ahmad TajudinNo ratings yet
- Ref SA 515Document5 pagesRef SA 515nachoircNo ratings yet
- Zhcooler Heat Exchangers Co.,ltdDocument28 pagesZhcooler Heat Exchangers Co.,ltdWei PengNo ratings yet
- CEMENTs - Doc Version 1Document3 pagesCEMENTs - Doc Version 1Moona WahabNo ratings yet
- Steel Equipment CatalogDocument20 pagesSteel Equipment CatalogEdlir PeciNo ratings yet
- Muller CoDocument12 pagesMuller CoRamSalunkheNo ratings yet
- Flowforming or Metal Spinning (Spin Forming)Document2 pagesFlowforming or Metal Spinning (Spin Forming)ShivajiNo ratings yet
- Fire ExtDocument26 pagesFire ExtRinku MishraNo ratings yet
- Promax Hihg Performance End Mill Flyer Us556Document2 pagesPromax Hihg Performance End Mill Flyer Us556api-521872070No ratings yet
- Solvent Extraction of Copper From Chloride Solution I Extraction Isotherms PDFDocument5 pagesSolvent Extraction of Copper From Chloride Solution I Extraction Isotherms PDFCristian Rojas MirandaNo ratings yet
- Technical Data Sheet: Silvaloy 505Document3 pagesTechnical Data Sheet: Silvaloy 505Fabio ParceroNo ratings yet
- Pi Branorost Chips enDocument2 pagesPi Branorost Chips enJaya RidwantoNo ratings yet
- Heat Treatment PDFDocument1 pageHeat Treatment PDFkdalavadi3905No ratings yet
- Is 10774Document14 pagesIs 10774harshal161987No ratings yet
- Lab Report: Experiment: 03 ObjectiveDocument7 pagesLab Report: Experiment: 03 Objectivenadeem ranaNo ratings yet
- Izod Impact Test - ManualDocument3 pagesIzod Impact Test - Manualamber19995100% (1)
- Wws 2739Document13 pagesWws 2739yvethendoNo ratings yet
- QC General NotesDocument21 pagesQC General NotesBilly Kurniawan100% (2)
- Surface Preparation Metallizing ProcedureDocument6 pagesSurface Preparation Metallizing ProcedureCorrosion FactoryNo ratings yet
- MY2200 Primary Metal 2002Document52 pagesMY2200 Primary Metal 2002LTE002No ratings yet
- J54-100 Parte1Document45 pagesJ54-100 Parte1angel gabriel perez valdezNo ratings yet
- Explomet PolandDocument6 pagesExplomet PolandLucian CiprianNo ratings yet
- PaM Compact Blow-Bars enDocument48 pagesPaM Compact Blow-Bars enDaniel Alejandro Navarro Jara100% (1)
- JCQusa Alloy 825 PDFDocument6 pagesJCQusa Alloy 825 PDFharan2000No ratings yet
- Utilisation Du RB500 en PDFDocument3 pagesUtilisation Du RB500 en PDFAmro HassaninNo ratings yet
- A-Panel Dual Polarization Half-Power Beam Width Adjust. Electr. DowntiltDocument3 pagesA-Panel Dual Polarization Half-Power Beam Width Adjust. Electr. DowntiltrapsterxNo ratings yet
- SH Metal Chapter 01-Sheet MetalDocument9 pagesSH Metal Chapter 01-Sheet MetalAnonymous PIqdeNp8No ratings yet
- HW - Registration - Traders - ImportersDocument4 pagesHW - Registration - Traders - ImportersFarmBoxer India ChinaGardentecNo ratings yet
- Phonix Overview VGPG1114 R0Document20 pagesPhonix Overview VGPG1114 R0renzo condeNo ratings yet
- Cgi Specification 11Document2 pagesCgi Specification 11Yeshaswee VaidayNo ratings yet