You might also like
- Weldability of Li-Bearing Aluminium AlloysDocument21 pagesWeldability of Li-Bearing Aluminium AlloysHagen_of_TronjeNo ratings yet
- 2023 2 Reofundio Microstructural Morphology and Mechanical Properties of CooliDocument20 pages2023 2 Reofundio Microstructural Morphology and Mechanical Properties of CooliDenise DinizNo ratings yet
- Examination of The Effect of SC On 2000 and 7000 Series Aluminium Alloy Castings: For Improvements in Fusion WeldingDocument11 pagesExamination of The Effect of SC On 2000 and 7000 Series Aluminium Alloy Castings: For Improvements in Fusion WeldingsubNo ratings yet
- WELDING OF INCONEL ALLOY 718 HISTORICAL OVERVIEWDocument11 pagesWELDING OF INCONEL ALLOY 718 HISTORICAL OVERVIEWc_e_z_a_rNo ratings yet
- Effect of Solidification Rate and Metal Feedability On Porosity and Sic/A1203 Particle Distribution in An Al-Si-Mg (359) ALLOYDocument15 pagesEffect of Solidification Rate and Metal Feedability On Porosity and Sic/A1203 Particle Distribution in An Al-Si-Mg (359) ALLOYmaria ignacia carvachoNo ratings yet
- 1 s2.0 S0921509300013514 Main1 PDFDocument9 pages1 s2.0 S0921509300013514 Main1 PDFEidelsayedNo ratings yet
- Aluminum AlloysDocument29 pagesAluminum AlloysAlejandra Balderas100% (1)
- Al & Li AlloysDocument5 pagesAl & Li Alloysharry041No ratings yet
- The Effect of Increasing Silicon On Mechanical ProDocument7 pagesThe Effect of Increasing Silicon On Mechanical ProSunil ShrivastavaNo ratings yet
- Using Microstructural Analysis To Solve Practical ProblemsDocument9 pagesUsing Microstructural Analysis To Solve Practical ProblemskawtherahmedNo ratings yet
- A Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingDocument23 pagesA Review of Wire Arc Additive Manufacturing and Advances in Wire Arc Add ManufacturingSaketh BachuNo ratings yet
- Evaluation of Al-5Ti-1B and Al-10Sr in LM6 Sand CastingsDocument8 pagesEvaluation of Al-5Ti-1B and Al-10Sr in LM6 Sand CastingscrazynupNo ratings yet
- Al-Si-Cu-Mg Alloy PDFDocument18 pagesAl-Si-Cu-Mg Alloy PDFRocio LopezNo ratings yet
- Consideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessDocument16 pagesConsideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessADRIANONo ratings yet
- Review Paper FinalDocument25 pagesReview Paper FinalSHAIKJAFARNo ratings yet
- Reinforced Aluminum PDFDocument5 pagesReinforced Aluminum PDFsmani170No ratings yet
- Weldability Al IronDocument8 pagesWeldability Al IronomarNo ratings yet
- A Critical Review of Age Treatment HardeDocument20 pagesA Critical Review of Age Treatment HardeBerl MNo ratings yet
- Metals 12 01076 v2Document20 pagesMetals 12 01076 v2Yasa CossioNo ratings yet
- 4.2.4 The Influence Cast Microst Upon Fract Toughn Fatigue Propert.Document9 pages4.2.4 The Influence Cast Microst Upon Fract Toughn Fatigue Propert.AlexandreinspetorNo ratings yet
- AbstractDocument14 pagesAbstractKrushna ThakareNo ratings yet
- The Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsDocument9 pagesThe Al-Si Phase Diagram: Using Microstructur Al Analysis To Solve PR Actic Al ProblemsThiru MuruganNo ratings yet
- Double-Side Friction Stir Welded Cast Al-Cu-Li AlloyDocument9 pagesDouble-Side Friction Stir Welded Cast Al-Cu-Li AlloyAHMED SAMIR ALEMDARNo ratings yet
- (3143512) Diffusion WeldingDocument29 pages(3143512) Diffusion Weldingsushil sandhu100% (1)
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 pagesProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNo ratings yet
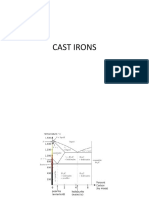
- Cast IronsDocument31 pagesCast IronsBcgNo ratings yet
- Corrosion Science: Rajiv P. Edavan, Richard KopinskiDocument14 pagesCorrosion Science: Rajiv P. Edavan, Richard KopinskiVanessa Rios NolayaNo ratings yet
- Registration of Crystallization Process of Ultra-Lightweight Mg-Li Alloys With Use of ATND MethodDocument4 pagesRegistration of Crystallization Process of Ultra-Lightweight Mg-Li Alloys With Use of ATND MethodEric Manuel Mercedes AbreuNo ratings yet
- Mechanical Anisotropy and Orientation Dependence of Toughness in Pipeline SteelsDocument19 pagesMechanical Anisotropy and Orientation Dependence of Toughness in Pipeline SteelsBanda e KhudaNo ratings yet
- A New Role For Micro Alloyed SteelsDocument11 pagesA New Role For Micro Alloyed SteelsJasbir S RyaitNo ratings yet
- Tensile and Wear Properties of Aluminum Composites: CommunicationDocument5 pagesTensile and Wear Properties of Aluminum Composites: CommunicationDHARMADURAI.P MEC-AP/AERONo ratings yet
- Vacuum: SciencedirectDocument8 pagesVacuum: SciencedirectdietersimaNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Mechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentDocument18 pagesMechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentLilian Jefferson MalavaziNo ratings yet
- ASM Heat Treating Society (Aluminum and Its Alloys)Document6 pagesASM Heat Treating Society (Aluminum and Its Alloys)Finney JacobNo ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Microstructural of Second Phases in Ascast and Homogenized Aluminum AlloyDocument7 pagesMicrostructural of Second Phases in Ascast and Homogenized Aluminum AlloyHamed NobariNo ratings yet
- Microstructural Control of ToughnessDocument11 pagesMicrostructural Control of ToughnessMaaz ZafarNo ratings yet
- 10 1016@j Corsci 2019 108276Document29 pages10 1016@j Corsci 2019 108276Kannan RamarajNo ratings yet
- Erosion of Ductile Cast Iron With Quartz Particles: Krešimir Grilec, Suzana Jakovljević, Denis PrusacDocument6 pagesErosion of Ductile Cast Iron With Quartz Particles: Krešimir Grilec, Suzana Jakovljević, Denis PrusacHad de BajsNo ratings yet
- Acta Materialia: S.Y. Duan, C.L. Wu, Z. Gao, L.M. Cha, T.W. Fan, J.H. ChenDocument9 pagesActa Materialia: S.Y. Duan, C.L. Wu, Z. Gao, L.M. Cha, T.W. Fan, J.H. Chenshouxun JiNo ratings yet
- Microstructure and Mechanical Properties of Suction-Cast Aluminium Cerium AlloysDocument19 pagesMicrostructure and Mechanical Properties of Suction-Cast Aluminium Cerium Alloysharsh khawasNo ratings yet
- Texto de Apoyo Unidad 1 - Paper Homogenization AA2099Document9 pagesTexto de Apoyo Unidad 1 - Paper Homogenization AA2099DiegoNo ratings yet
- Ding - (2015) - The Natural Aging and Precipiation Hardening Behaviour of Al-Mg-Si-Cu Alloys With Different MG - Si Ratio and Cu AdditionsDocument8 pagesDing - (2015) - The Natural Aging and Precipiation Hardening Behaviour of Al-Mg-Si-Cu Alloys With Different MG - Si Ratio and Cu AdditionsB Mohan RaoNo ratings yet
- Materials and Design: A.S. Anasyida, A.R. Daud, M.J. GhazaliDocument10 pagesMaterials and Design: A.S. Anasyida, A.R. Daud, M.J. Ghazalilakshmi_yaNo ratings yet
- The Characterization of Continuous Hot-Dip Galvanized and Galvannealed SteelsDocument9 pagesThe Characterization of Continuous Hot-Dip Galvanized and Galvannealed SteelsAlex GarciaNo ratings yet
- Improvement in Casting Defect of LM6 MaterialDocument31 pagesImprovement in Casting Defect of LM6 MaterialSudhir Kumar100% (1)
- Micro Structure AlDocument18 pagesMicro Structure Alshiv kumarNo ratings yet
- Minerals: Influence of Strain Rate, Temperature and Chemical Composition On High Silicon Ductile IronDocument14 pagesMinerals: Influence of Strain Rate, Temperature and Chemical Composition On High Silicon Ductile IronRemi Joel Boris EssecofyNo ratings yet
- Metals 10 00987Document15 pagesMetals 10 00987smc07No ratings yet
- Developments in Friction Stir Welding of Aluminium To Magnesium AlloyDocument39 pagesDevelopments in Friction Stir Welding of Aluminium To Magnesium AlloysubalbeuraNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- Effect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Document12 pagesEffect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Carlos MartinsNo ratings yet
- 2006 Al SC Alu IndiaDocument12 pages2006 Al SC Alu Indiamsaravanan04No ratings yet
- Lecture6 PDFDocument10 pagesLecture6 PDFPatricio G. ArrienNo ratings yet
- Texture-Governed Electrochemical Corrosion Behaviour of AA 6082 AlloyDocument16 pagesTexture-Governed Electrochemical Corrosion Behaviour of AA 6082 AlloyBasim Al-bhadleNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Agosta Kirschner 2003Document13 pagesAgosta Kirschner 2003Tajul Rijal AnnuarNo ratings yet
- Geotechnical EngineeringDocument201 pagesGeotechnical EngineeringTajul Rijal Annuar100% (2)
- Alumni Dinner Invitation - Form (Degree & Above)Document1 pageAlumni Dinner Invitation - Form (Degree & Above)Tajul Rijal AnnuarNo ratings yet
- Usahawan Let Scream Enterprise FEB. 2014Document4 pagesUsahawan Let Scream Enterprise FEB. 2014Tajul Rijal AnnuarNo ratings yet
- Asas PenjualanDocument15 pagesAsas PenjualanTajul Rijal AnnuarNo ratings yet
- Quotation RenovationDocument2 pagesQuotation RenovationTajul Rijal Annuar100% (1)
- Formation Evaluation Exercise 1 ReportDocument2 pagesFormation Evaluation Exercise 1 ReportTajul Rijal Annuar100% (1)
- These Are The Leaders Who Got Brain and BallsDocument1 pageThese Are The Leaders Who Got Brain and BallsTajul Rijal AnnuarNo ratings yet
- Basic Marketing PrinciplesDocument62 pagesBasic Marketing PrinciplessashumaruNo ratings yet
- Cave MappDocument5 pagesCave MappTajul Rijal AnnuarNo ratings yet
- Cave MappDocument5 pagesCave MappTajul Rijal AnnuarNo ratings yet
- Usahawan Let Scream Enterprise FEB. 2014Document4 pagesUsahawan Let Scream Enterprise FEB. 2014Tajul Rijal AnnuarNo ratings yet
- Transform Plate BoundariesDocument22 pagesTransform Plate BoundariesopulitheNo ratings yet
- Igneous 2007Document4 pagesIgneous 2007Tajul Rijal AnnuarNo ratings yet
- Nanoparticles From Mechanical Attrition PDFDocument15 pagesNanoparticles From Mechanical Attrition PDFmmbaig1234100% (1)
- Castings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceDocument4 pagesCastings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Module - IntroductioninMetalWorkDocument19 pagesModule - IntroductioninMetalWorkDaniel Daryl CalingNo ratings yet
- 10.1007@s43452 020 00130 1Document24 pages10.1007@s43452 020 00130 1Maurício PinheiroNo ratings yet
- Glosario Bilingüe de Joyería y Piedras Preciosas - Diana BransDocument95 pagesGlosario Bilingüe de Joyería y Piedras Preciosas - Diana BransCecilia PleskoNo ratings yet
- B31.3 Table 330.1.1 Preheat TempDocument1 pageB31.3 Table 330.1.1 Preheat TempHusam AhmedNo ratings yet
- Materials of Pharmaceutical Plant Construction: CorrosionDocument67 pagesMaterials of Pharmaceutical Plant Construction: CorrosionTeenaNo ratings yet
- Weldability Testing For Advanced MaterialsDocument8 pagesWeldability Testing For Advanced MaterialsJim BetsingerNo ratings yet
- SA788Document14 pagesSA788Chenjie ZhuNo ratings yet
- Project On Malabar GoldDocument67 pagesProject On Malabar GoldPower of Stock Market100% (4)
- Thermal Spray Coating For Steel ProcessingDocument5 pagesThermal Spray Coating For Steel ProcessingRamkiyengarNo ratings yet
- MCQDocument59 pagesMCQনুরুন নবী খোকনNo ratings yet
- CAST COPPER ALLOYS PROPERTIES AND USESDocument29 pagesCAST COPPER ALLOYS PROPERTIES AND USESniceweather157No ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument3 pagesBolt Depot - Bolt Grade Markings and Strength ChartcopcopNo ratings yet
- 0700testing MultipleDocument5 pages0700testing MultipleIvan GutierrezNo ratings yet
- Quench Factor Analysis Step-By-Step Procedures For Experimental DeterminationDocument9 pagesQuench Factor Analysis Step-By-Step Procedures For Experimental Determinationshule1No ratings yet
- Focus On Caustic Stress Corrosion CrackingDocument2 pagesFocus On Caustic Stress Corrosion Crackingcoolguy12345No ratings yet
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNo ratings yet
- HardnessDocument13 pagesHardnesshema_avraoNo ratings yet
- Al AlloyDocument40 pagesAl AlloyAli MohsinNo ratings yet
- Flexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFDocument26 pagesFlexible Rolling of Aluminium Alloy Sheet - Process Optimization and Control of Materials Properties PDFAnderssonChitivaNo ratings yet
- Terex Crane Ac80 2 Technical Training ManualDocument23 pagesTerex Crane Ac80 2 Technical Training Manualmarkgregory170387rwb100% (106)
- KSY Shipyard ReportDocument48 pagesKSY Shipyard Reportisrat jahanNo ratings yet
- Atlas Aluminium Datasheet 6063 Rev Oct 2013 PDFDocument2 pagesAtlas Aluminium Datasheet 6063 Rev Oct 2013 PDFAdamMitchellNo ratings yet
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarNo ratings yet
- A 983 - A 983M - 01 - Qtk4my0wmqDocument5 pagesA 983 - A 983M - 01 - Qtk4my0wmqhoangNo ratings yet
- Alloy SteelDocument7 pagesAlloy SteelRavinJohnNo ratings yet
- FMC Swivel JointDocument22 pagesFMC Swivel JointTong ChaipanyakulNo ratings yet
- 5183 Aluminum Welding WireDocument1 page5183 Aluminum Welding Wiresank79No ratings yet
- Chemistry Project On "Alloy Analysis": Submitted By: Kartik Agarwal Under The Guidance Of: Rakesh Sethi SirDocument12 pagesChemistry Project On "Alloy Analysis": Submitted By: Kartik Agarwal Under The Guidance Of: Rakesh Sethi Sirkumarrohit352No ratings yet