The Profile of Conveyor Trajectories
DB Hastie, PW Wypych and PC Arnold
Centre for Bulk Solids and Particulate Technologies
Faculty of Engineering, University of Wollongong
Northfields Avenue, Wollongong, NSW, 2522
SUMMARY
This paper presents seven material discharge trajectory methods and explains the differences between
them. Most of these methods involve a series of equations to determine first whether low-speed or high-speed
conveying condition apply, then the material discharge angle for low-speed conditions and finally the X and Y
coordinates of the trajectory profile. There are also simplified methods which rely on graphical determination of
the trajectory profiles. The methods have been analysed to investigate which included parameters can be
declared as variables for a given conveying condition and then evaluated to determine the impact of the
variations. These parameters include, adhesive stress, coefficients of static and kinetic friction, air drag, particle
shape and size, divergent coefficients and material bulk density.
NOMENCLATURE
a1 height to material centroid, m
b belt thickness, m
C constant of integration, -
dk equivalent spherical particle diameter, m
dm unit mass of particle, g
g gravity, m s
-2
h material height, m
hd height of material stream at discharge, m
Rb belt radius, m
Rc radius to centre/centroid of material stream, m
Rp head pulley radius,m
V1 velocity of lower stream, m s
-1
V2 velocity of upper stream, m s
-1
Vb belt velocity, m s
-1
Vcr critical velocity, m s
-1
Vd discharge velocity, m s
-1
Vs tangential velocity, m s
-1
(d discharge angle,
(d1 discharge angle for the lower trajectory,
(d2 discharge angle for the upper trajectory,
(r angle where material begins to slip on the belt,
specific gravity of material, kN m
-3
k kinetic coefficient of wall friction, -
s static coefficient of wall friction, -
(a adhesive stress, kN m
-2
1 INTRODUCTION
The accurate determination of the trajectory of material from the head pulley of a conveyor is extremely
important in the complex design of conveyor transfers. Incorrect trajectory path predictions can result in several
detrimental issues arising within a conveyor transfer, including; particle attrition, chute wear, dust generation,
spillage, chute blockage and excessive noise all due to incorrect design parameters.
There is much information presented in the literature discussing the design of the hood (or upper) section
of a transfer chute. Of critical importance is the material stream flow into or onto these sections. For one, the
angle of incidence should be kept sufficiently low to minimise any reduction in velocity of the material as it
flows through the chute. Without an accurate prediction of a trajectory path there is no way to adequately
determine this angle of incidence. The profile of the trajectory stream is also of importance in the design of a
conveyor transfer. One method of determining the trajectory might result in a converging stream while another
produces a diverging stream or one of constant depth.
The focus of this paper is to investigate and review various aspects of the trajectory methods available in
the literature, including those by C.E.M.A. [1,2,3,4,5], M.H.E.A. [6], Booth [7], Golka [8.9], Korzen [10],
Goodyear [11] and Dunlop [12]. These methods vary considerable with respect to the number of distinct
parameters being used in the determination of the material trajectory, from the very basic to complex iterative
approaches. The investigation includes altering values of the parameters exhibiting variability, determining the
extent to which they influence the trajectory being generated. The profile of the material stream through the
trajectory path also is discussed. These trajectory methods are evaluated for both horizontal and inclined
conveyors for a range of belt speeds and pulley diameters to evaluate both low-speed and high-speed conditions.
2 VARIATIONS OF TRAJECTORY METHODS
There are a number of unique approaches to determining the material discharge trajectory from a
conveyor head pulley, such as basic projectile motion principles [1,2,3,4,5,6,11], complex iterative solutions
(1)
( d
=
cos
1
'
2
s ]
(
sin
( r
V
b
2
1
(
4
+1
)
T
V
1
2
[7,10], graphical methods [7,12], one method including air drag [10] and another incorporating divergent
coefficients [8,9]. These are detailed further in the following section.
The methods of C.E.M.A. [1,2,3,4] and M.H.E.A. [6] use identical methods to determine the discharge
trajectory, the only difference being C.E.M.A. uses imperial units and M.H.E.A. uses metric. This results in
minor variations in the tabulated data due to unit conversion. These methods determine the central trajectory but
also allows for the upper and lower paths to be determined. Once the tangential velocity has been determined, it
is established whether low-speed or high-speed conditions apply. For low-speed conditions a discharge angle is
determined, equation 1, but for high-speed conditions, the material discharges at the point of tangency between
the belt and head pulley. The low-speed trajectory is dependent on the discharge angle and as can be seen from
equation (1), for a given conveyor geometry the only variable is belt speed.
T
V
b
R
c
'
g
(
R
p
+
b
)
2
The trajectory is plotted by first projecting a tangent line from the point at which material leaves the
pulley, for both low-speed and high-speed conditions. A time interval is marked along this line for each 1/20
th
of
a second, which equates to 50 mm for each metre per second of the tangential velocity. Projecting vertically
down from these points are the fall distances supplied. Joining of these points produces the trajectory.
C.E.M.A. [5] has a slight modification to the way in which it determines the time interval along the
tangency line for high-speed conditions. The time interval is determined based on the belt velocity not the
tangential velocity.
Booth [7] modified the existing theory as he was not satisfied that it was truly accurate. Booth believed
the incorporation of the angle at which material began to slip on the belt, (r, aided in better accuracy. For high-
speed conditions there is no material slip and the method used by C.E.M.A. and M.H.E.A. is applied using the
drop heights supplied by Booth [7]. For low-speed conditions, an initial estimate of the discharge angle is found
from equation (2) and the angle at which material slip first occurs on the belt, (r, is determined by solving
equation
(3).
The
analytical
analysis
by
Booth
produces
equation
(4)
and
by
setting
V
. )
=
V
b
and
.
=
(r
the constant of integration, C, is determined. Equations (2) and (4) can then be solved simultaneously using
V
(. )
=
V
d
and
.
=
(d
to
determine
the
discharge
angle
and
also
the
discharge
velocity.
To
produce
the
low-
speed trajectory the method as for the high-speed condition is applied for the determined discharge angle.
cos
(d
=
V
b
2
gR
b
(2)
cos
(r
= (3)
g
R
b s
V
2
(. )
2
g
R
b
=
(
2
s
2
1
)
cos
.
3
s
sin
.
s
2
+ C e
2
s
.
(4)
The coefficient of static friction between the conveyor belt and the material being conveyed is used in
equation (3) and (4) and can vary greatly from product to product and even within the same product. This
parameter is the only one, other than belt speed which is variable and will influence the resulting material
trajectory.
Golka [8,9] used Cartesian coordinates to develop his method to determine conveyor trajectories. In doing
so, two distinct discharge angles were developed, (d1 for the lower trajectory and (d2 for the upper trajectory,
equation (5) and equation (6) respectively. Three individual cases were developed to accommodate low-speed
and high-speed conditions and the transition between them, see Table 1.
s
(d1
=
cos
1
'
(5)
'
g
R
p
]
V
2
2
g
(
R
p
+
h
d )
s
2h
and
2h
h
d
=
R
p
1+
1
( )
T
V
b
2
(
( r
=
tan
s
sin
'
sin
tan
s
2
a
s ]
(
(
T
( )
cos
.
5
k
sin
.
V
(
.
)
=
2gR
c
'
( )
s ]
T
(d 2
=
cos
1
'
(6)
'
]
where,
V
2
=
V
1
1+
R
p
0.5
Table 1 Discharge angle determination for the Golka [8,9] method
CONDITION (d1 (d2
CASE 1
CASE 2
CASE 3
V
1
<
V
cr1
and
V
2
<
V
cr2
V
1
>
V
cr1
V
1
<
V
cr1
and
V
2
>
V
cr2
Use equation (5) Use equation (6)
Point of tangency Point of tangency
Use equation (5) Point of tangency
In this method, there are no supplied drop heights for a given distance along a tangent line. The use of the
Cartesian coordinate system allows for the direct determination of the X and Y coordinates of the trajectory
using selected time intervals. In the calculation of the X and Y coordinates, Golka [8,9] includes two divergent
coefficients, one for the lower trajectory and one for the upper trajectory. These coefficients are meant to
represent a number of parameters such as air resistance, size distribution, permeability and particle segregation.
There is no explanation given as to how the values are reached which could cause substantial variations in the
resultant trajectory curves. Further discussion of this is given in section 3.4.
From equation (5) only belt speed will alter the discharge angle for the lower trajectory stream (for a
given pulley size), however for the upper stream, the velocity, V2, is proportional to the belt speed and the height
of material at discharge, hd, which is proportional to the initial height of material lying on the belt before
discharge, h. It is assumed that with this method, along with all the others, that the conveyor belt is loaded to full
burden, although obviously if a reduced material feed rate was applied, the height of the upper trajectory would
decrease.
Korzen [10] employs a complex iterative approach to determine the material trajectory. This method
addresses adhesive materials, inertia and material slip into its calculations and also distinguishes between static
wall friction, s, and kinetic wall friction, k. The angle at which material first slips on the belt under low-speed
conditions is determined from equation (7), having numerous variables which could alter the trajectory path,
including, static friction, adhesive stress, and specific gravity, explained further in section 3. Rather than
calculating a material height which would most likely vary greatly from the other methods, it has been made
constant by applying the value used by C.E.M.A. [5].
1 1 1
'
R
c
g
h
(7)
and
The
slip
angle
is
required
to
evaluate
the
constant
of
integration,
C,
in
equation
(8),
using
V
. )
=
V
b
.
=
( r
.
To
determine
the
discharge
angle,
the
conditions
V
2
. )
=
R
c
g
cos
.
and
.
=
( d
are
used
in equation (8).
2
'
1+16
k
2
+ Ce
4
k
.
(8)
At this stage the iterative solution begins based on Reynolds Number and air drag coefficient adjusted for
particle shape. The effect of particle shape is detailed in section 3. If air drag is to be neglected, only the first step
of the iterative process is performed, however when including air drag effects, the iterative process is continued
until an error of approximately 1% is reached for subsequent steps. The process ultimately determines the Y
coordinate, resultant velocity and resultant angle for a given X coordinate. The range of the trajectory is only
limited by the input range of X values used.
Korzen [10] does state that for particles larger than 1g in size, air drag effects can be neglected. As
particle shape and size is one of the variable parameters used in this method, the effects of changing this
parameter are demonstrated in section 3.5.
Goodyear [11] uses simple projectile motion equations to determine the trajectory path, equation (9) and
equation (10). As with previous methods, the high-speed conditions result in the material discharging from the
point of tangency and the low-speed conditions require the calculation of the discharge angle as in equation (2)
except using Rc instead of Rb.
X
=
V
b
t
(9)
Y =
1
2
g t
2
(10)
From the discharge point, whether at tangency or at the discharge angle, a tangent line is drawn. Along
this line are multiple X coordinates based on equation (9), at regular time intervals. The corresponding Y
coordinates are the drop heights from each of these X points and when joined produce the trajectory. Other than
belt speed, there are no variable parameters which can be altered to produce a different trajectory.
Dunlop [12] uses two approaches dependant on whether low-speed or high-speed conditions are applied.
For low-speed conditions a graph has been produced as it is stated that the mathematics behind the determination
of the low-speed trajectory is too complicated [12]. Knowing the belt speed and the head pulley diameter it is a
simple task to determine the discharge angle and the X distance along the tangent line that the drop heights,
equation (10), are placed. There are limitations to using the low-speed method, the graph only has pulley
diameters in the range of 312mm to 1600mm. It is also stated [12] that if there is no intersection point between
the belt speed and the desired pulley diameter, the method for high-speed conditions must be applied. For the
high-speed condition, the X and Y coordinates of the trajectory are determined using equation (9) and equation
(10) and are plotted from the tangent line drawn from the point of tangency. As with the Goodyear [11] method,
there are no variable parameters other than belt speed.
3 TRAJECTORY PROFILES
3.1 Direct Trajectory Comparisons Using Common Parameters
To allow a direct comparison of the trajectory profiles for each method outlined in section 2, a set of
parameters has been selected, Table 2, however not all methods use all parameters. To allow a wider range of
comparisons, three belt speeds, (Vb=1.25ms
-1
, 3.0ms
-1
and 6.0ms
-1
) and three pulley diameters, (Dp=0.5m, 1.0m
and 1.5m) will be used. A belt inclination angle of 0 has been selected (i.e. horizontal geometry) however the
influence of varying the inclination angle will be discussed in section 3.2.
Table 2 Parameters used for trajectory comparisons
Belt Width 0.762 m Divergent Coefficient, Lower 0.1
Belt Thickness 0.01 m Divergent Coefficient, Upper -0.1
Belt Speed 1.5 m/s Coefficient of Static Friction 0.5
Pulley Diameter 1 m Coefficient of Kinetic Friction 0.4
Surcharge Angle 20 Equivalent Spherical Particle Diameter 0.001 m
Troughing Angle 20 Air Viscosity 1.8E-5 Ns/m
2
Belt Inclination Angle 0 Product Density 2000 kg/m
3
Adhesive Stress 0 kPa
Declined conveyors have not been incorporated into the comparisons as they are only addressed by three
methods, C.E.M.A. [1,2,3,4,5], M.H.E.A. [6] and Goodyear [11], while Dunlop [12] alludes to declined
conveyor belts having the same discharge angle as a horizontal or inclined conveyor via a worked example.
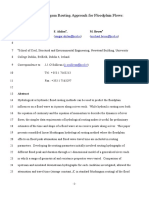
Low-speed trajectory profile predictions for all methods are presented in Figure 1. It is evident that at this
low belt speed there are two distinct groupings of methods but as the belt speed increases, the groupings become
less defined. At a vertical displacement of 4000mm there is a horizontal range of approximately 750mm and
even at a vertical displacement of 1000mm there is still a 300mm range. This fact alone could have a marked
effect on the design of a transfer chute dependant on which trajectory method is applied. Further comparisons
were made by varying the pulley diameters and for a given belt speed it was observed that a larger discharge
angle resulted for a larger pulley diameter, causing the trajectory to throw further from the discharge point. It
was also found that regardless of the variations in complexity between the methods of Booth [7] and Dunlop
[12], they all produced a near identical curve.
500
0
-500 0 500 1000 1500 2000 2500 3000 3500 4000
-500
-1000
CEMA1,2,4,5,6,MHEA1986
-1500
-2000
-2500
-3000
-3500
-4000
BOOTH,DUNLOP
GOODYEAR
GOLKA,GOLKA(divergent)
KORZEN
KORZEN(airdrag)
DIMENSIONSINMILLIMETERS
Figure 1 Low-speed condition, horizontal conveyor, lower and upper trajectory path
Pulley diameter, Dp=1.0m, belt velocity, Vb=1.25ms
-1
In order to investigate the change in trajectory profile due to belt speed, two high-speed belt conditions
have been selected, Vb=3.0 ms
-1
and Vb=6.0 ms
-1
. In Figure 2 and Figure 3 the inclusion of air drag by Korzen
[10] results in a trajectory prediction clearly much shallower than all other methods. If air drag is neglected, the
resulting trajectory prediction is located amongst the scattering of the other methods.
500 500
DIMENSIONSINMILLIMETERS
0
-500 0 500 1000 1500 2000 2500 3000 3500 4000
-500
-1000
-1500
-2000
-2500
-3000
CEMA1,2,4,5,MHEA1986
BOOTH,DUNLOP
CEMA6,GOODYEAR
GOLKA,KORZEN
GOLKA(divergent)
KORZEN(airdrag)
0
-500 0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
-500
-1000
-1500
-2000
-2500
-3000
-3500
-4000
-3500
DIMENSIONSINMILLIMETERS
-4000
CEMA1,2,4,5,MHEA1986
CEMA6,BOOTH,DUNLOP,GOODYEAR,GOLKA,KORZEN
GOLKA(divergent)
KORZEN(airdrag)
Figure 2 High-speed condition, horizontal conveyor,
lower and upper trajectory path, pulley diameter,
Dp=1.0m, belt velocity, Vb=3.0ms
-1
Figure 3 High-speed condition, horizontal conveyor,
lower and upper trajectory path, pulley diameter,
Dp=1.0m, belt velocity, Vb=6.0ms
-1
In section 2 it was explained that Golka [8,9] uses divergent coefficients to obtain a better approximation
of the trajectory paths. A set of values has been used to produce trajectories based on Golkas method [8,9] and
the influence of varying the divergent coefficients is explained further in section 3.4. If the divergent coefficients
are neglected, the resulting trajectories are identical to the Korzen [10] method when air drag is neglected, as the
equations are identical. In both belt speed cases shown, the early C.E.M.A. [1,2,3,4] and M.H.E.A. [6] methods
C
r
i
t
i
c
a
l
B
e
l
t
S
p
e
e
d
(
m
/
s
)
C
r
i
t
i
c
a
l
B
e
l
t
S
p
e
e
d
(
m
/
s
)
C
r
i
t
i
c
a
l
B
e
l
t
S
p
e
e
d
(
m
/
s
)
generate the highest trajectory curve and as the discharge velocity increases, the variation from the other curves
becomes more defined. As with the low-speed conditions, the Booth [7] and Dunlop [12] methods again produce
near identical trajectory curves.
3.2 Effect of Belt Inclination Angle on Trajectory Profile
When varying the belt inclination angle in the comparisons above, initially there was no visible difference
to the trajectories from a horizontal belt to those of an inclined belt for low-speed conditions. There are five
unique equations across the trajectory methods above to determine the critical angle where the transition from
low-speed to high-speed conditions occurs. The example of equation (11) represents that of C.E.M.A. [1,2,3,4,5]
and M.H.E.A. [6].
V
b,cr
=
gR
b
2
cos
(b
R
c
(11)
For the three pulley diameters selected, the variation in critical belt speed has been quantified and presented in
Figure 4. It is evident that as belt inclination increases, the transition from low-speed to high-speed conveying
occurs at lower belt speeds. This will have no effect on the actual profile of a given trajectory but will alter
where high-speed trajectories begin. For high-speed conditions there will be a variation in the profile of the
trajectory as the tangent line for inclined conveyors will be pointing upward and the trajectory will commence
before the vertical axis is reached.
CEMA,MHEA
GOLKA L,BOOTH
GOLKA U
KORZEN,GOODYEAR
DUNLOP L
DUNLOP U
2.0
1.9
1.8
1.7
1.6
1.5
1.4
1.3
2.5
2.4
2.3
2.2
2.1
2.0
1.9
1.8
3.0
2.9
2.8
2.7
2.6
2.5
2.4
2.3
0 5 10 15 20 25 30
Belt InclinationAngle (deg.)
0 5 10 15 20 25 30
Belt InclinationAngle (deg.)
0 5 10 15 20 25 30
Belt InclinationAngle (deg.)
(a) (b) (c)
Figure 4 Critical belt speed versus belt inclination angle for varying pulley diameters
(a) Dp=0.5m, (b) Dp=1.0m and (c) Dp=1.5m
3.3 Effect of Modifying Static and Kinetic Wall Friction on Trajectory Profile
The range of static wall friction, s, is up to the point where slippage occurs and kinetic wall friction, k,
is in the motion range. It is generally accepted that k<s [13]. To evaluate the effect of varying static wall
friction on the Booth method [7], nine values between 0.1 and 0.9 were selected and using the parameters of
Table 2, nine profiles have been determined for both the lower and upper trajectories and displayed in Figure 5
for low-speed and Figure 7 for high-speed conditions. For the Korzen method [10], both, s and k are used. To
investigate the effects of varying s and k on the resultant trajectories from the Korzen method, the
combinations listed in Table 3 have been used, keeping in mind the general understanding that k < s. This
results in 36 individual profiles for both the lower and upper trajectories as shown in Figure 6 for low-speed and
Figure 8 for high-speed conditions.
Table 3 Combinations of coefficient of static and kinematic friction
used for the Korzen method [10]
s
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
0.1
0.2
0.3
0.4
k
0.5
0.6
0.7
0.8
0.9
Dimensions in millimeters
500 500
500 500
0 0
0 500 1000 1500 2000 0 500 1000 1500 2000
-500 -500
0
0 500 1000 1500 2000 2500
0
0 500 1000 1500 2000 2500
-1000
-1500
-2000
-2500
-3000
-3500
-1000
-1500
-2000
-2500
-3000
-3500
-500
-1000
-1500
-2000
-2500
-500
-1000
-1500
-2000
-2500
Figure 5 Booth
Vb=1.5ms
-1
Figure 6 Korzen
Vb=1.5 ms
-1
Figure 7 Booth
Vb=3.0 ms
-1
Figure 8 Korzen
Vb=3.0 ms
-1
For the low-speed conditions of both methods, the profiles generated form a band that increases as the
vertical displacement increases. At a vertical displacement of 3.5m, the range is given in Table 4. For high-speed
conditions only one unique trajectory curve was produced for both methods, compare Figure 6 with Figure 8.
This is due to the coefficient of static and kinetic wall friction only being used in the determination of low-speed
discharge angles.
Table 4 Range of trajectory profiles for low-speed conditions by Booth [7] and Korzen [10]
Trajectory Booth Korzen
Lower 1280 to 1470mm (190mm) 1255 to 1345mm (90mm)
Upper 1385 to 1575mm (190mm) 1445 to 1545mm (100mm)
3.4 Effect of Divergent Coefficients on Trajectory Profile
As previously mentioned, Golka [8,9] uses divergent coefficients, but without explanation of how they
are quantified. Hence the method is open to some interpretation. As an example of the effect of this parameter, a
range of divergent coefficient values ranging from 0 to 0.4 have been applied to the parameters of Table 2
using a belt speed on 3ms
-1
to produce upper and lower trajectory streams. It is evident from Figure 9 that this
one parameter alone has a dramatic affect on the resulting trajectories.
500
0
-500 0 500 1000 1500 2000 2500 3000 3500 4000
-500
-1000
-1500
-2000
-2500
-3000
-3500
1= 0,2= 0
1= 0.1,2= 0.1
1= 0.2,2= 0.2
1= 0.3,2= 0.3
1= 0.4,2= 0.4
DIMENSIONS IN
MILLIMETERS
-4000
Figure 9 Variation in trajectories based on different divergent coefficients [8,9]
3.5 Effect of Modifying Particle Shape and Size on Trajectory Profile
Again applying the parameters of Table 2 and varying only the equivalent spherical particle diameter, dk,
it is clear that there is an effect on the resulting trajectory curves. As an Illustration of this, three values of dk
have been selected, see Table 5. The resulting trajectory curves are displayed in Figure 10, Figure 11 and Figure
12. Each of these figures include the no air drag condition for comparison purposes. Figure 10 plots the
trajectory curves for the smallest particle size and shows the largest variations. Figure 12 plots the trajectory
curves for the largest particle size (i.e. 1g) and shows a near identical path to the no air drag trajectory. This
corresponds with the claim made by Korzen [10] that air drag can be neglected for particles over 1g in mass.
If a particle size distribution (PSD) was present for a given conveying condition, a combination of the
results obtained in Figure 10, Figure 11 and Figure 12 would result. Due to the likelihood of some degree of
segregation occurring as a result of this PSD, there would be a tendency for the fines to behave as shown in
Figure 10 while the courser material would behave more like that shown in Figure 12.
Table 5 Selected equivalent spherical particle diameters for comparison
dk (mm) Unit mass of particle (g)
0.5 0.0001
1 0.001
10 1.05
500
0
500
0
500
0
0 500 1000 1500 2000 0 500 1000 1500 2000 0 500 1000 1500 2000
-500
-1000
-1500
-2000
-500
-1000
-1500
-2000
-500
-1000
-1500
-2000
UPPER(nodrag) UPPER(nodrag) UPPER(nodrag)
-2500 UPPER -2500 UPPER -2500 UPPER
-3000
CENTRE(nodrag)
CENTRE
LOWER(nodrag)
LOWER
-3000
CENTRE(nodrag)
CENTRE
LOWER(nodrag)
LOWER
-3000
CENTRE(nodrag)
CENTRE
LOWER(nodrag)
LOWER
Figure 10 dk=0.5mm, dm=0.0001g Figure 11 dk=1.0mm, dm=0.001g Figure 12 dk=10mm, dm=1.05g
D
i
s
c
h
a
r
g
e
A
n
g
l
e
(
d
e
g
.
)
3.6 Effect of Modifying Adhesive Stress on Trajectory Profile
There is an adhesive stress component present in Equation (7) of the Korzen method [10]. In the case of
the comparisons presented above, the adhesive stress has been set to zero to keep comparisons consistent against
other methods. To illustrate the effect of varying the adhesive stress, a pulley diameter of Dp=1.0m was selected
and a range of adhesive stresses from 0kPa to 2kPa was applied, Figure 13.
Pulley Diameter 1.0m
90
80
70
60
50
40
30
Adhesive stress = 0 kPa
Adhesive stress = 0.5 kPa
Adhesive stress = 1.0 kPa
Adhesive stress = 1.5 kPa
Adhesive stress = 2.0 kPa
20
10
0
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50
Belt Speed (ms
-1
)
Figure 13 Effect of adhesive stress on discharge angle in the Korzen [10] method
As the adhesive stress is increased for any given belt speed, the resulting discharge angle increases. Also
as the adhesive stress increases there is also an increase in the range of belt speeds before the transition from
low-speed to high-speed condition occurs. If the adhesive stress is increased to 2.5kPa for this set of
comparisons, a discharge angle of 91.3 results for a belt speed of 0.5ms
-1
which is obviously at an angle past the
most horizontal point on the head pulley and would in actual fact result in material doubling back on itself. If the
adhesive stress is increased further no solution is possible when attempting to solve equation (7).
3.7 Effect of Modifying Bulk Density on Trajectory Profile
The Korzen method [10] is the only one to incorporate material bulk density into the equations. Bulk
density is required to determine the bulk specific gravity of the material for the adhesive component, the
discharge velocities of the lower and upper trajectory streams and the unit particle mass. Using the parameters of
Table 2 and only varying the bulk density, it was found that as bulk density is reduced, the trajectory profile
becomes more shallow and by increasing it, the trajectory profile converges on the profile generated when air
drag is neglected.
4 CONCLUSION
This paper has presented a number of the more widely used and/or readily available trajectory prediction
methods published in the literature. They range in complexity from the basic, Goodyear [11] and Dunlop [12], to
the complex, Booth [7], Golka [8,9] and Korzen [10]. Some methods include a multitude of parameters such as
C.E.M.A. [1,2,3,4,5] and M.H.E.A. [6] while others incorporate parameters which no others address, such as
divergent coefficients [8,9] and air drag [10].
Low-speed belt condition comparisons show there are two distinct groupings of trajectory predictions.
However as the belt speed increases, the groupings are less defined.
The method of determining the divergent coefficients introduced by Golka [8,9] has not been explained
however a large variation in the resulting trajectories is possible for only minor changes to their values.
The method of Korzen [10] has by far the most parameters which can influence the final trajectory
profile. Static and kinetic wall friction, particle shape and size, adhesive stress and bulk density all affect the
resulting trajectory profiles.
For high-speed belt conditions, some of the basic methods approximate a trajectory which is also
predicted by the more complex methods. Incorporating air drag into the trajectory predictions causes a dramatic
variation from the other trajectory methods. When considering air drag, it makes sense that material will drop
away much quicker than the other methods but whether it is truly representative of an actual trajectory needs to
be explored further.
Finally, it is fair to say that the differing approaches to determining the material trajectory result in some
significant differences which cannot all be correct. With the commissioning of a unique conveyor transfer
research facility at the University of Wollongong, it is the intention to address as many of these issues as
possible in an attempt to validate particular trajectory methods to allow a more accurate determination of
conveyor trajectories. This will also aid in future design and simulation research.
5 ACKNOWLEDGMENTS
The authors wish to acknowledge the support of the Australian Research Council, Rio Tinto OTX and
Rio Tinto Iron Ore Expansion Projects for their financial and in-kind contributions to the Linkage Project which
allows this research to be pursued.
6 REFERENCES
1. C.E.M.A. Belt Conveyors for Bulk Materials. 1st Ed, Conveyor Equipment Manufacturers Association,
1966.
2. C.E.M.A. Belt Conveyors for Bulk Materials. 2nd Ed, Conveyor Equipment Manufacturers Association,
1979.
3. C.E.M.A. Belt Conveyors for Bulk Materials. 4th Ed, Conveyor Equipment Manufacturers Association,
1994.
4. C.E.M.A. Belt Conveyors for Bulk Materials. 5th Ed, Conveyor Equipment Manufacturers Association,
1997.
5. C.E.M.A. Belt Conveyors for Bulk Materials. 6th Ed, Conveyor Equipment Manufacturers Association,
2005.
6. M.H.E.A. Recommended Practice for Troughed Belt Conveyors, Mechanical Handling Engineers
Association, 1986.
7. Booth, E. P. O. "Trajectories from Conveyors - Method of Calculating Them Corrected". Engineering
and Mining Journal, Vol. 135, No. 12, December, 1934, pp. 552 - 554.
8. Golka, K. "Discharge Trajectories of Bulk Solids". 4th International Conference on Bulk Materials
Storage, Handling and Transportation, Wollongong, NSW, Australia, 6th - 8th July, 1992, pp. 497 - 503.
9. Golka, K. "Prediction of the Discharge Trajectories of Bulk Materials". Bulk Solids Handling, Vol. 13,
No. 4, November, 1993, pp. 763 - 766.
10. Korzen, Z. "Mechanics of Belt Conveyor Discharge Process as Affected by Air Drag". Bulk Solids
Handling, Vol. 9, No. 3, August, 1989, pp. 289 - 297.
11. Goodyear Handbook of Conveyor & Elevator Belting: Section 11, 1975.
12. Dunlop Industrial Conveyor Manual, 1982.
13. Meriam, J. L. and Kraige, L. G. Engineering Mechanics - Statics. 2nd Ed, John Wiley and Sons, 1987.
You might also like
- Conveyor Trajectory Discharge AnglesDocument10 pagesConveyor Trajectory Discharge AnglesJosé santanaNo ratings yet
- The Prediction of Conveyor Trajectories: DB Hastie and PW WypychDocument17 pagesThe Prediction of Conveyor Trajectories: DB Hastie and PW WypychJosé santanaNo ratings yet
- The Prediction of Conveyor Trajectories: DB Hastie and PW WypychDocument16 pagesThe Prediction of Conveyor Trajectories: DB Hastie and PW Wypych86babuNo ratings yet
- Conveyor Trajectory Prediction Methods - A Review: Research OnlineDocument16 pagesConveyor Trajectory Prediction Methods - A Review: Research OnlineubabNo ratings yet
- The Prediction of Conveyor TrajectoriesDocument15 pagesThe Prediction of Conveyor TrajectoriesGuillermo SanchezNo ratings yet
- Hastie Wypych 2007 Conveyor Trajectory Discharge AnglesDocument11 pagesHastie Wypych 2007 Conveyor Trajectory Discharge Anglessergio71No ratings yet
- Transfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Document14 pagesTransfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method (DEM)Darius BezuidenhoudtNo ratings yet
- Research Article: A Methodology For Determination of Resilient Modulus of Asphaltic ConcreteDocument7 pagesResearch Article: A Methodology For Determination of Resilient Modulus of Asphaltic ConcreteQuốc KhánhNo ratings yet
- DragDocument12 pagesDragNathanael KO Jali GojaliNo ratings yet
- Influences On The Prediction of Conveyor TrajectorDocument23 pagesInfluences On The Prediction of Conveyor TrajectorSoubhagya Ranjan PatnaikNo ratings yet
- Longshore Sand Transport PDFDocument13 pagesLongshore Sand Transport PDFjorgeNo ratings yet
- Computer Modelling of Flow Around Bridges Using LES and FEM: R. Panneer Selvam, Michael J. Tarini, Allan LarsenDocument9 pagesComputer Modelling of Flow Around Bridges Using LES and FEM: R. Panneer Selvam, Michael J. Tarini, Allan LarsenPCPCNo ratings yet
- Predicting and Measuring Vertical Track Displacements On Soft SubgradesDocument8 pagesPredicting and Measuring Vertical Track Displacements On Soft Subgradesjoelrive10No ratings yet
- Flow Over A CylinderDocument14 pagesFlow Over A CylinderHariVathsalaNo ratings yet
- LBM MethodeDocument22 pagesLBM Methodehamza aouaichiaNo ratings yet
- A Time-Split Discontinuous Galerkin Transport Scheme For Global Atmospheric ModelDocument10 pagesA Time-Split Discontinuous Galerkin Transport Scheme For Global Atmospheric ModelIkky AndrianiNo ratings yet
- Validation of Particle Flow Through A Conveyor Transfer Hood Via Particle Velocity AnalysisDocument6 pagesValidation of Particle Flow Through A Conveyor Transfer Hood Via Particle Velocity AnalysisJosé santanaNo ratings yet
- Hastie&Wypych-Conveyor Trajectory Prediction MethodsDocument16 pagesHastie&Wypych-Conveyor Trajectory Prediction MethodsJoaquín NarváezNo ratings yet
- Elhanafy - Modified Method of Characteristics For The Shallow Water EqDocument10 pagesElhanafy - Modified Method of Characteristics For The Shallow Water EqingjorgeveraNo ratings yet
- Divergence PDFDocument7 pagesDivergence PDFkarthekeyanmenonNo ratings yet
- Numerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUDocument6 pagesNumerical Study of Gas-Solid Flow in A Cyclone Separator: B. Wang, D. L. Xu, G. X. Xiao, K. W. Chu and A. B. YUAzharuddin Ehtesham FarooquiNo ratings yet
- Ying 2011 A PDFDocument6 pagesYing 2011 A PDFAngel CerriteñoNo ratings yet
- Experimental Validation of Particle Flow Through Conveyor Transfer Hoods Via Continuum and Discrete Element MethodsDocument17 pagesExperimental Validation of Particle Flow Through Conveyor Transfer Hoods Via Continuum and Discrete Element MethodsJosé santanaNo ratings yet
- 18 Conference Article BSME ASME Paper1Document7 pages18 Conference Article BSME ASME Paper1Md Sayed Aktar RahmanNo ratings yet
- High Speed Vessel RuddersDocument12 pagesHigh Speed Vessel RuddersbiondavNo ratings yet
- CFD Prediction of Effects of Impeller Design On Floating Solids Mixing in Stirred Tanks With PitchedDocument9 pagesCFD Prediction of Effects of Impeller Design On Floating Solids Mixing in Stirred Tanks With PitchedWilsonAgudeloCatañoNo ratings yet
- A Modified Muskingum Routing Approach For Floodplain Flows: Theory and PracticeDocument37 pagesA Modified Muskingum Routing Approach For Floodplain Flows: Theory and Practicesherif ashrafNo ratings yet
- Simplified Estimation of Train Resistance Parameters: Full Scale Experimental Tests and AnalysisDocument18 pagesSimplified Estimation of Train Resistance Parameters: Full Scale Experimental Tests and AnalysisReyhan AlphaNo ratings yet
- Railway2014 A New Predictive ModelDocument13 pagesRailway2014 A New Predictive Modelomar cNo ratings yet
- Aiac 2021 1647419079Document12 pagesAiac 2021 1647419079MC ANo ratings yet
- Pengukuran Dan Prediksi Distribusi Sedimen Suspensi Pada Saluran TerbukaDocument10 pagesPengukuran Dan Prediksi Distribusi Sedimen Suspensi Pada Saluran Terbukaamelia ester sembiringNo ratings yet
- Fully Coupled Mooring Line and Anchor Catenary AnalysisDocument11 pagesFully Coupled Mooring Line and Anchor Catenary AnalysisIoannis MitsisNo ratings yet
- Effect of Radius Ratio On Pressure Drop Across A 90° Bend For High Concentration Coal Ash SlurriesDocument10 pagesEffect of Radius Ratio On Pressure Drop Across A 90° Bend For High Concentration Coal Ash SlurriesBrunoNo ratings yet
- TarbotonDocument26 pagesTarbotoncotiadanielNo ratings yet
- Catamaran Wetdeck Slamming Loads Using CFDDocument6 pagesCatamaran Wetdeck Slamming Loads Using CFDAhmadA.SwidanNo ratings yet
- Ha Midi Pour AbstractDocument2 pagesHa Midi Pour Abstracthhqq2010No ratings yet
- A New 2D Discontinuity Roughness Parameter and Its Correlation With JRCDocument10 pagesA New 2D Discontinuity Roughness Parameter and Its Correlation With JRCNeha RaniNo ratings yet
- Streamline Simulation Waterflood StanfordDocument8 pagesStreamline Simulation Waterflood Stanfordpetro121No ratings yet
- Icces 2008 007 023Document20 pagesIcces 2008 007 023charles_boyle_3No ratings yet
- Reduas 2017 FinalDocument6 pagesReduas 2017 FinalLeopoldo Rodríguez SalazarNo ratings yet
- Applied Sciences: Axial Turbine Cascade CorrelationDocument12 pagesApplied Sciences: Axial Turbine Cascade CorrelationPIYUSH PORWALNo ratings yet
- SPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesDocument18 pagesSPE-189856-MS Analysis and Modeling of Proppant Transport in Inclined Hydraulic FracturesMuhammed Al-BajriNo ratings yet
- (已压缩)HEC-RAS 1D Sediment Transport-v4-20240121 - 211600 - 301-376Document76 pages(已压缩)HEC-RAS 1D Sediment Transport-v4-20240121 - 211600 - 301-376andy2023515No ratings yet
- Research Article Numerical Modelling of Sudden Contraction in Pipe FlowDocument14 pagesResearch Article Numerical Modelling of Sudden Contraction in Pipe FlowugandaNo ratings yet
- On The Accuracy of Velocity and Vorticity Measurements With PIVDocument8 pagesOn The Accuracy of Velocity and Vorticity Measurements With PIVDaniele RagniNo ratings yet
- p311 PDFDocument6 pagesp311 PDFusjothiNo ratings yet
- 52 GLTMandDUE (DTA2008)Document17 pages52 GLTMandDUE (DTA2008)guido gentileNo ratings yet
- Refined MISKAM Simulations of The Mock Urban Setting TestDocument6 pagesRefined MISKAM Simulations of The Mock Urban Setting TestMárton BalczóNo ratings yet
- Derivation of The Adjoint Drift Flux Equations ForDocument21 pagesDerivation of The Adjoint Drift Flux Equations Forbendel_boyNo ratings yet
- Ballast Flow Characteristics of Discharging PipeliDocument20 pagesBallast Flow Characteristics of Discharging Pipelicongviectest congviectestNo ratings yet
- Interim ReportDocument27 pagesInterim Reportubhushan1973No ratings yet
- Monte Carlo Methods For Electron Transport in SemiconductorsDocument11 pagesMonte Carlo Methods For Electron Transport in SemiconductorsPulkit AgrawalNo ratings yet
- Greg Melling, Justin Dix, Stephen Turnock, University of Southampton - Gjm1v07@noc - Soton.ac - Uk Richard Whitehouse, HR WallingfordDocument6 pagesGreg Melling, Justin Dix, Stephen Turnock, University of Southampton - Gjm1v07@noc - Soton.ac - Uk Richard Whitehouse, HR WallingfordMahmoud Abd El LateefNo ratings yet
- Effects of The Approximations Embodied in The Momentum Theory As Applied To The NREL PHASE VI Wind TurbineDocument12 pagesEffects of The Approximations Embodied in The Momentum Theory As Applied To The NREL PHASE VI Wind Turbinedanea haitham abd alrahmanNo ratings yet
- Estimating The Ballistic Coefficient of A Re-Entry VehicleDocument11 pagesEstimating The Ballistic Coefficient of A Re-Entry VehicleaamirmubNo ratings yet
- Comparative Study of Grid Validation Methods For Wind Load Computations of Transmission LinesDocument6 pagesComparative Study of Grid Validation Methods For Wind Load Computations of Transmission LinesDavid Matatan PérezNo ratings yet
- Flood Routing PDFDocument12 pagesFlood Routing PDFAkshay Patil100% (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Analytical and Numerical Investigations Into Belt Conveyor TransfersDocument34 pagesAnalytical and Numerical Investigations Into Belt Conveyor TransfersJosé santanaNo ratings yet
- W13018-YT01-GDF-457110 Rev 5-APVDocument8 pagesW13018-YT01-GDF-457110 Rev 5-APVJosé santanaNo ratings yet
- Validation of Particle Flow Through A Conveyor Transfer Hood Via Particle Velocity AnalysisDocument6 pagesValidation of Particle Flow Through A Conveyor Transfer Hood Via Particle Velocity AnalysisJosé santanaNo ratings yet
- Luis 48Document7 pagesLuis 48José santanaNo ratings yet
- Belt Conveyors: Mechanical Engineering Department Carlos III UniversityDocument19 pagesBelt Conveyors: Mechanical Engineering Department Carlos III UniversityJosé santanaNo ratings yet
- Modelling and Design of Complete Conveyor Transfers: D.B. Hastie, A.P. Grima and P.W. WypychDocument20 pagesModelling and Design of Complete Conveyor Transfers: D.B. Hastie, A.P. Grima and P.W. WypychJosé santanaNo ratings yet
- Ready To Download: Sandisk® Secureaccess™ For Mac UsersDocument1 pageReady To Download: Sandisk® Secureaccess™ For Mac UsersJosé santanaNo ratings yet
- Design of A Hip Joint Simulator According To The ISO 14242: Nikolaos I. Galanis, Member, IAENG and Dimitrios E. ManolakosDocument6 pagesDesign of A Hip Joint Simulator According To The ISO 14242: Nikolaos I. Galanis, Member, IAENG and Dimitrios E. ManolakosJosé santanaNo ratings yet
- Polyethylene Particles From A Hip Simulator Cause Ca Release From Cultured BoneDocument8 pagesPolyethylene Particles From A Hip Simulator Cause Ca Release From Cultured BoneJosé santanaNo ratings yet
- A Hip Wear Simulator With 100 Test StationsDocument10 pagesA Hip Wear Simulator With 100 Test StationsJosé santanaNo ratings yet
- The Effect of Counterface Roughness On The Wear of UHMWPE For Rectangular Wear PathsDocument8 pagesThe Effect of Counterface Roughness On The Wear of UHMWPE For Rectangular Wear PathsJosé santanaNo ratings yet
- Can Centrifugation Affect The Morphology of Polyethylene Wear Debris?Document4 pagesCan Centrifugation Affect The Morphology of Polyethylene Wear Debris?José santanaNo ratings yet
- What Is The Role of Wear Testing and Joint Simulator Studies in Discriminating Among Materials and Designs?Document9 pagesWhat Is The Role of Wear Testing and Joint Simulator Studies in Discriminating Among Materials and Designs?José santanaNo ratings yet
- In Vivo: Nanometer Size Wear Debris Generated From Ultra High Molecular Weight PolyethyleneDocument7 pagesIn Vivo: Nanometer Size Wear Debris Generated From Ultra High Molecular Weight PolyethyleneJosé santanaNo ratings yet
- PINO DISCO Influence OfcrosslinkedpolyethylenestructureonwearofjointreplacementsDocument13 pagesPINO DISCO Influence OfcrosslinkedpolyethylenestructureonwearofjointreplacementsJosé santanaNo ratings yet
- A Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingDocument10 pagesA Unified Theory of Wear For Ultra-High Molecular Weight Polyethylene in Multi-Directional SlidingJosé santanaNo ratings yet