You might also like
- Marketing Delivering ValueDocument13 pagesMarketing Delivering Valuezeroback13No ratings yet
- ThermoformingDocument17 pagesThermoformingzeroback13100% (1)
- Investment CastingDocument15 pagesInvestment Castingzeroback13No ratings yet
- People Power Revolution of The Philippines (EDSA Revolution)Document11 pagesPeople Power Revolution of The Philippines (EDSA Revolution)zeroback13100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 450 857 07 C44CL Memcom Otis REM6 Wiring Loom V02 MLDocument8 pages450 857 07 C44CL Memcom Otis REM6 Wiring Loom V02 MLsam11No ratings yet
- Troubleshoot Electrical Control SystemsDocument42 pagesTroubleshoot Electrical Control SystemsSimon C Mulgrew100% (7)
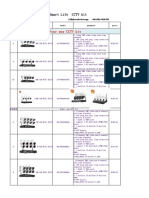
- CCTV kit prices and specsDocument18 pagesCCTV kit prices and specsCB SmartNo ratings yet
- Smart White CaneDocument6 pagesSmart White CaneIJRASETPublicationsNo ratings yet
- Fs-Osi-Ri and Fs-Osi-Ria: Intelligent Single-Ended Reflective Imaging Beam Smoke DetectorDocument2 pagesFs-Osi-Ri and Fs-Osi-Ria: Intelligent Single-Ended Reflective Imaging Beam Smoke DetectorCesar Muñoz BonettNo ratings yet
- Manual Serviço Hitachi Rak Tem EsquemaDocument72 pagesManual Serviço Hitachi Rak Tem EsquemaFlabio OliveiraNo ratings yet
- Borneras ChintDocument2 pagesBorneras ChintGina Moron MoronNo ratings yet
- Types and Applications of Common HVAC SystemsDocument39 pagesTypes and Applications of Common HVAC SystemsNur Atiqah NabilaNo ratings yet
- Merkava Siman 3 (IDF Armor Series 2)Document80 pagesMerkava Siman 3 (IDF Armor Series 2)Valery Gagich100% (1)
- Ch-2 PPT ActuatorsDocument12 pagesCh-2 PPT ActuatorsArganoNo ratings yet
- Miniature Averaging Axial ExtensometersDocument2 pagesMiniature Averaging Axial ExtensometersNabilah Abu BakarNo ratings yet
- FIELD SERVICE REPORT INSPECTIONDocument8 pagesFIELD SERVICE REPORT INSPECTIONLester MuscaNo ratings yet
- Technical Description With Oil and Control Circuit Diagrams DIWA.3E TransmissionsDocument47 pagesTechnical Description With Oil and Control Circuit Diagrams DIWA.3E Transmissionssergio melgarejoNo ratings yet
- Head Calculation Hydronic PipingDocument18 pagesHead Calculation Hydronic Pipingjomy_pj8106No ratings yet
- Transmission Media: Introduction To Telecommunications by GokhaleDocument52 pagesTransmission Media: Introduction To Telecommunications by GokhaleVivencio Pascual JrNo ratings yet
- Sanshin FK Filter Manual EnglishDocument21 pagesSanshin FK Filter Manual EnglishSinggih KurniawanNo ratings yet
- 1 - Ad-R Series - User ManualDocument79 pages1 - Ad-R Series - User Manualنعيم سلمان100% (1)
- Tools and Tackles LISTDocument2 pagesTools and Tackles LISTSubhransu Mohapatra0% (1)
- Paquete Lennox - Landmark - Brochure PDFDocument6 pagesPaquete Lennox - Landmark - Brochure PDFCamilo CotrinoNo ratings yet
- Laboratory 4 Biochem FinishedDocument16 pagesLaboratory 4 Biochem FinishedKent Justin YeeNo ratings yet
- What Does REAMING" Mean?: Reaming Is A Fine Machining Procedure To Increase The Quality of The Following Hole CrietriasDocument41 pagesWhat Does REAMING" Mean?: Reaming Is A Fine Machining Procedure To Increase The Quality of The Following Hole Crietriassiva kumarNo ratings yet
- Fabrication of Sand Sieving MachineDocument1 pageFabrication of Sand Sieving MachineBalakrishna ChakaliNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsDocument4 pagesEngineering Standards Manual OST220-03-01-ESM: 6-Mechanical Mechanical Table of ContentsRezaNo ratings yet
- Cat 60Document2 pagesCat 60langtutu18No ratings yet
- 5 KV, 10 KV and 15 KV Test Leads: Now Includes Applications Requiring 15 KV!Document3 pages5 KV, 10 KV and 15 KV Test Leads: Now Includes Applications Requiring 15 KV!triyan saefudinNo ratings yet
- Atlatl Caveman Spear Throwing DeviceDocument8 pagesAtlatl Caveman Spear Throwing Devicewlschrenk5020No ratings yet
- Triple Band Fiber Optic Repeater User Manual (Cable Access) : Shenzhen Action Technologies Co., LTDDocument38 pagesTriple Band Fiber Optic Repeater User Manual (Cable Access) : Shenzhen Action Technologies Co., LTDMarco PollilaraetesNo ratings yet
- GFK-3000 QSG Ic695acc403Document16 pagesGFK-3000 QSG Ic695acc403Elvis PaivaNo ratings yet
- OpenCircuits The Inner Beauty of Electronics ComponentsDocument315 pagesOpenCircuits The Inner Beauty of Electronics ComponentsDcs John46% (13)
- Building Inspection Checklist Safety ReviewDocument2 pagesBuilding Inspection Checklist Safety ReviewEngr Abdul Shakoor ShaikhNo ratings yet