You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Customer Cat ET OverviewDocument36 pagesCustomer Cat ET Overviewlisahun100% (5)
- How To Create Great Reports in Excel: Anne WalshDocument3 pagesHow To Create Great Reports in Excel: Anne WalshBusiness Expert PressNo ratings yet
- Cold ReadingDocument4 pagesCold ReadingAlistair CrookNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- I Can Read, Write, and Speak in English - 1Document48 pagesI Can Read, Write, and Speak in English - 1Sadat B. MinandangNo ratings yet
- Fuel Dilution of Engine OilDocument2 pagesFuel Dilution of Engine Oillisahun100% (3)
- Vaccination Myths and TruthsDocument11 pagesVaccination Myths and TruthsYusuf (Joe) Jussac, Jr. a.k.a unclejoe100% (4)
- Message Output For Purchase OrdersDocument37 pagesMessage Output For Purchase OrdersAnupa Wijesinghe92% (75)
- Gps Positioning and SurveyingDocument62 pagesGps Positioning and SurveyinglisahunNo ratings yet
- Manpower Calculator Introduction V1.5Document18 pagesManpower Calculator Introduction V1.5lisahunNo ratings yet
- Hoyland, New Documentary Texts PDFDocument22 pagesHoyland, New Documentary Texts PDFMo Za PiNo ratings yet
- Automatic Retarder Control (ARC)Document5 pagesAutomatic Retarder Control (ARC)lisahun100% (1)
- Lineage Holder of LiuhebafaDocument5 pagesLineage Holder of Liuhebafaapi-381186363% (8)
- 773E ToolingListDocument12 pages773E ToolingListlisahunNo ratings yet
- 2011 Hard Magnetic Materials A PerspectiveDocument11 pages2011 Hard Magnetic Materials A PerspectivemelchequeNo ratings yet
- McBride Music Company - Woodwind and Brass Instrument RepairDocument2 pagesMcBride Music Company - Woodwind and Brass Instrument Repairlisahun0% (1)
- Fashion Forward 1 Ever 109132011Document445 pagesFashion Forward 1 Ever 109132011MichaelNo ratings yet
- PECJ0003-05 July2014Document448 pagesPECJ0003-05 July2014lisahunNo ratings yet
- HR (Summer Internship Project)Document49 pagesHR (Summer Internship Project)Nishant67% (12)
- Test Bank For The Real World 6th Edition Kerry Ferris Jill SteinDocument10 pagesTest Bank For The Real World 6th Edition Kerry Ferris Jill Steinload.notablewp0oz100% (34)
- Beyond Mine Dispatch - Optimizing The Mining Value Chain - Wenco Mining SystemsDocument5 pagesBeyond Mine Dispatch - Optimizing The Mining Value Chain - Wenco Mining Systemslisahun100% (1)
- AMMJ DownloadDocument4 pagesAMMJ DownloadlisahunNo ratings yet
- DT-94 EventDocument6 pagesDT-94 EventlisahunNo ratings yet
- Fuel Filter RestrictionDocument2 pagesFuel Filter RestrictionlisahunNo ratings yet
- DT 102 EventDocument17 pagesDT 102 EventlisahunNo ratings yet
- Dealer Stocking ListDocument6 pagesDealer Stocking ListlisahunNo ratings yet
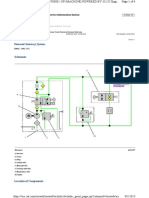
- Powered Stairway SystemDocument4 pagesPowered Stairway Systemlisahun0% (1)
- Powered Stairway SystemDocument4 pagesPowered Stairway Systemlisahun0% (1)
- MEHH3000-00 - H75Es H95Es Hammers Specalog Indonesia and SEADocument8 pagesMEHH3000-00 - H75Es H95Es Hammers Specalog Indonesia and SEAlisahunNo ratings yet
- ORS Hardware and SchematicsDocument11 pagesORS Hardware and Schematicslisahun100% (1)
- Parameter Yang Di DataloggerDocument1 pageParameter Yang Di DataloggerlisahunNo ratings yet
- Maintenance ORSDocument4 pagesMaintenance ORSlisahun100% (1)
- Part1 of 2Document3 pagesPart1 of 2lisahunNo ratings yet
- The Orchestra: A User'S Manual: Orchestration Orchestration Resources HistoricalDocument15 pagesThe Orchestra: A User'S Manual: Orchestration Orchestration Resources HistoricallisahunNo ratings yet
- C519 - Wind, Brass and Percussion: Akg Micromic Instrument SeriesDocument1 pageC519 - Wind, Brass and Percussion: Akg Micromic Instrument SerieslisahunNo ratings yet
- Drive ReportDocument2 pagesDrive ReportlisahunNo ratings yet
- Session1 and For AT1 VicGov Cyber Incident Response Plan TemplateDocument26 pagesSession1 and For AT1 VicGov Cyber Incident Response Plan TemplateNeethu PushkaranNo ratings yet
- William Gilbert and MagnetismDocument4 pagesWilliam Gilbert and MagnetismBadrul HisyamNo ratings yet
- Maths IGCSE Sample Test PaperDocument16 pagesMaths IGCSE Sample Test PaperMarvin LuoNo ratings yet
- Dok For SocialstudiesDocument4 pagesDok For Socialstudiesapi-242128584No ratings yet
- Is Astrology A ScienceDocument2 pagesIs Astrology A SciencejasminnexNo ratings yet
- Villarosa Vs Comelec 2014Document5 pagesVillarosa Vs Comelec 2014Bea TorresNo ratings yet
- Expert Systems Principles and Programming Third Edition PDFDocument2 pagesExpert Systems Principles and Programming Third Edition PDFRebecca0% (1)
- Click To Edit Master Title Style: Introduction: Analog vs. DigitalDocument10 pagesClick To Edit Master Title Style: Introduction: Analog vs. DigitalJoram TenezaNo ratings yet
- QuantifiersDocument4 pagesQuantifiersKevin WindellNo ratings yet
- The Role of MonarchDocument15 pagesThe Role of MonarchPhạm ĐăngNo ratings yet
- Credit ScoreDocument4 pagesCredit Scoreytprem aguNo ratings yet
- PTS Bahasa Inggris Kelas 11 SEM 1 #2Document5 pagesPTS Bahasa Inggris Kelas 11 SEM 1 #2FendiNo ratings yet
- Osmoregulasi Pada Hewan AkuatikDocument6 pagesOsmoregulasi Pada Hewan AkuatikAde YantiNo ratings yet
- How To Be Creative - How An Artist Turns ProDocument12 pagesHow To Be Creative - How An Artist Turns ProNguyên HàNo ratings yet
- Mathematical Communication Profile in Solving Probability Problems Reviewed by Self-Efficacy of Prospective Mathematics TeachersDocument10 pagesMathematical Communication Profile in Solving Probability Problems Reviewed by Self-Efficacy of Prospective Mathematics TeachersJauhar NoorNo ratings yet
- Reading Passage 1Document9 pagesReading Passage 1Kaushik RayNo ratings yet
- TEMPLATE-ACCOMPLISHMENT-REPORT-DRY-RUN-DISTRIBUTION-AND-RETRIVAL-Reyes, Rea C.Document7 pagesTEMPLATE-ACCOMPLISHMENT-REPORT-DRY-RUN-DISTRIBUTION-AND-RETRIVAL-Reyes, Rea C.Ma'am Rea Seyer100% (4)
- Penelope Cruz ReadingDocument1 pagePenelope Cruz ReadingHemilse OlveraNo ratings yet
- Problems of Interpretation in TheDocument18 pagesProblems of Interpretation in TheAnonymous lVC1HGpHP3No ratings yet