You might also like
- Human Nature Final PaperDocument14 pagesHuman Nature Final Paperapple jade licuanan25% (4)
- Hull Cell Plating TestsDocument23 pagesHull Cell Plating TestsDavidAlejandroGaona100% (4)
- ElectroplatingDocument18 pagesElectroplatingRahul Pandey100% (2)
- The Canning Handbook 2005Document65 pagesThe Canning Handbook 2005Khomasan Jumpasri100% (3)
- Preparation of Zinc Alloy Die Castings For ElectroplatingDocument4 pagesPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNo ratings yet
- Titanium Anodizing: An in House Evaluation by METALAST International, IncDocument6 pagesTitanium Anodizing: An in House Evaluation by METALAST International, IncGian GianNo ratings yet
- Analysis of Plating SolutionsDocument44 pagesAnalysis of Plating SolutionsBiju100% (2)
- Chrome Plating EngDocument24 pagesChrome Plating EngNikita OkochaNo ratings yet
- Color On JewelleryDocument13 pagesColor On JewellerynithansaNo ratings yet
- Industrial Zinc Plating ProcessesDocument69 pagesIndustrial Zinc Plating ProcessesAnonymous VRspXsmNo ratings yet
- Chromium PlatingDocument66 pagesChromium PlatingManikandan SudharsanNo ratings yet
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyFrom EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyNo ratings yet
- TOTAL Angola Block 17 Pazflor Fields Development ProjectDocument26 pagesTOTAL Angola Block 17 Pazflor Fields Development ProjectYangNo ratings yet
- Testing Methods For Plating BathsDocument3 pagesTesting Methods For Plating BathsR.Subramanian100% (1)
- The Hull CellDocument25 pagesThe Hull CellCarlos Alberto Soto Ramirez67% (3)
- Recovering Silver As Silver NitrateDocument6 pagesRecovering Silver As Silver NitratePablo Arrien OportoNo ratings yet
- Copper PlatingDocument8 pagesCopper PlatingHoong Chee Chung100% (1)
- Plating Instruction Manual 06Document54 pagesPlating Instruction Manual 06vasudev_nNo ratings yet
- Alkaline, Non-Cyanide Zinc PlatingDocument7 pagesAlkaline, Non-Cyanide Zinc Platingnur wahyu dewi kusriniNo ratings yet
- Electroplating (Learning Material of Chemistry) by HariyantoDocument34 pagesElectroplating (Learning Material of Chemistry) by HariyantoHARIYANTO100% (4)
- Troubleshooting Electroless Nickel Plating SolutionsDocument9 pagesTroubleshooting Electroless Nickel Plating SolutionsElisa Patton0% (1)
- Nickel Electroplating: Power SupplyDocument6 pagesNickel Electroplating: Power Supplyyonathan fausaNo ratings yet
- Electroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular MechanicsDocument56 pagesElectroplating - by Henty C Reetz (H H Windsor 1911 - Republished by Lindsay Publications 1989) 99P - Revised and Up-To-Date by Popular Mechanicshania husami100% (2)
- Tin PlatingDocument30 pagesTin PlatingRahul Pandey100% (3)
- Electroless Plating On Plastic - TroubleshootingDocument4 pagesElectroless Plating On Plastic - TroubleshootingLukeNo ratings yet
- Nickel Plating HandbookDocument74 pagesNickel Plating HandbookMuhammadImaduddienSalam100% (3)
- ElectroplatingDocument26 pagesElectroplatingYakshit Goel80% (10)
- 07-Hull Cell R-10-14Document22 pages07-Hull Cell R-10-14Alejandro AvalosNo ratings yet
- Bright Zinc PlatingDocument3 pagesBright Zinc PlatingHacı OsmanNo ratings yet
- Du-Zinc 019Document7 pagesDu-Zinc 019KaRenthLuNaNo ratings yet
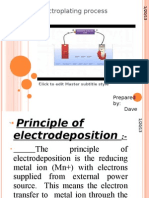
- ElectroplatingDocument16 pagesElectroplatingheemadave50% (2)
- Test Cells For Plating PDFDocument7 pagesTest Cells For Plating PDFR.SubramanianNo ratings yet
- Process: Chrome PlatingDocument2 pagesProcess: Chrome PlatingRizky PratamaNo ratings yet
- Chrome PlatingDocument11 pagesChrome PlatingMahesh Babu100% (1)
- AnodizingDocument57 pagesAnodizingชนพัทธ์ คงพ่วงNo ratings yet
- Brass Plating - Galvanica Consonni (Good Article)Document4 pagesBrass Plating - Galvanica Consonni (Good Article)Homayoon GeramifarNo ratings yet
- Zinc Plating InfoDocument4 pagesZinc Plating InfoUntung Ari Wibowo100% (1)
- Article - Chromium PlatingDocument12 pagesArticle - Chromium Platingfauzi7No ratings yet
- Iz260 PDFDocument6 pagesIz260 PDFKaRenthLuNaNo ratings yet
- Electrolytic Cells: The Theory of ElectroplatingDocument23 pagesElectrolytic Cells: The Theory of Electroplatingelvisscribd_a_pNo ratings yet
- Passivation With Trivalent ChromiumDocument24 pagesPassivation With Trivalent Chromiumdarakulam100% (1)
- Zinc Electroplating - Products FinishingDocument14 pagesZinc Electroplating - Products FinishingSHYAM KAYALNo ratings yet
- Nickel ElectroplatingDocument28 pagesNickel ElectroplatingRahul Pandey100% (2)
- ElectroplatingDocument23 pagesElectroplatingJayne Kazandra P. Ortega67% (3)
- SilverPlating ProcessDocument7 pagesSilverPlating ProcessTravis WoodNo ratings yet
- HC 80 (Hard Chromium Process)Document5 pagesHC 80 (Hard Chromium Process)Sinar Cemaramas AbadiNo ratings yet
- LacquerDocument2 pagesLacquerroopeshcjainNo ratings yet
- Zinc ElectroplatingDocument2 pagesZinc ElectroplatingJeff BaumanNo ratings yet
- Chromium PlatingDocument66 pagesChromium Platingjkgggjk100% (3)
- Lecture - 03 Electroplating and ElectrolessDocument31 pagesLecture - 03 Electroplating and ElectrolessRidho QuluqNo ratings yet
- Electroless Nickel PlatingDocument12 pagesElectroless Nickel Platingsatishdutt100% (3)
- Electrodeposition of Chromium from Chromic Acid SolutionsFrom EverandElectrodeposition of Chromium from Chromic Acid SolutionsRating: 4 out of 5 stars4/5 (1)
- ElectrolysisDocument46 pagesElectrolysisHelen WangNo ratings yet
- Tutorial On Electrolysis and Faraday's Law.: Prepared by Lawrence KokDocument27 pagesTutorial On Electrolysis and Faraday's Law.: Prepared by Lawrence KokoscarbecNo ratings yet
- Chm221 Chapter 5Document42 pagesChm221 Chapter 5Badrudin JundailiNo ratings yet
- Home Cmplab HTML Bbs Data pds0155 1 PDFDocument47 pagesHome Cmplab HTML Bbs Data pds0155 1 PDFRachmat Miftakhul HudaNo ratings yet
- Electrocoagulation: Program Studi Teknik Pengolahan Limbah - PpnsDocument30 pagesElectrocoagulation: Program Studi Teknik Pengolahan Limbah - PpnsrizkaNo ratings yet
- Electrochemistry - 22-11-2023Document88 pagesElectrochemistry - 22-11-2023Krish RawatNo ratings yet
- Electrolysis: Module C2Document23 pagesElectrolysis: Module C2LeoMessi YdeNo ratings yet
- 2nd Summative Q1Document15 pages2nd Summative Q1Aiza BartoloNo ratings yet
- Determine Net Charge of Amino Acid With Different PH ValueDocument5 pagesDetermine Net Charge of Amino Acid With Different PH Valuetheodore_estradaNo ratings yet
- Mechanics of Materials: Lab ReportDocument37 pagesMechanics of Materials: Lab ReportHamza TariqNo ratings yet
- Animal Physiology Study GuideDocument11 pagesAnimal Physiology Study GuideKyra Cheska PulidoNo ratings yet
- 830290Document88 pages830290rafetmNo ratings yet
- The Mole Concept-Set A Power Point 2020Document23 pagesThe Mole Concept-Set A Power Point 2020Muyatwa LiksNo ratings yet
- Raw Material Analytical Report of Ciprofloxacin HCLDocument1 pageRaw Material Analytical Report of Ciprofloxacin HCLbejoykarim2022No ratings yet
- STLE2018 - Grease I - Session 3I - E. Casserly - The Effect of Base Oils On Thickening and Physical PropertiesDocument2 pagesSTLE2018 - Grease I - Session 3I - E. Casserly - The Effect of Base Oils On Thickening and Physical PropertiesCharles RichardNo ratings yet
- 3.4 - Atomic Structure 2C - Edexcel IGCSE 9-1 Chemistry QP 2Document12 pages3.4 - Atomic Structure 2C - Edexcel IGCSE 9-1 Chemistry QP 2Javed UddinNo ratings yet
- Y10May21 HWDocument8 pagesY10May21 HWMahmud RahmanNo ratings yet
- BFV TechDocument120 pagesBFV TechfakharkhiljiNo ratings yet
- Electrodissolution of Aluminum Electrodes in Electrocoagulation ProcessesDocument8 pagesElectrodissolution of Aluminum Electrodes in Electrocoagulation Processesعراقي iraqiNo ratings yet
- Flow AssuranceDocument80 pagesFlow AssuranceArief IhsanNo ratings yet
- Shiva Prasad BhatDocument160 pagesShiva Prasad BhatrambhadesiNo ratings yet
- Irrigation SpecsDocument26 pagesIrrigation SpecsSaahil KhaanNo ratings yet
- Measurement of Corrosion Potentials of Aluminum Alloys: Standard Test Method ForDocument4 pagesMeasurement of Corrosion Potentials of Aluminum Alloys: Standard Test Method ForNav Talukdar100% (1)
- Catalogo CimaDocument6 pagesCatalogo Cimazetta08No ratings yet
- Pallavi Mali Project Sem 4Document47 pagesPallavi Mali Project Sem 4Prathamesh MokalNo ratings yet
- Material Selection For Designing The AirfoilDocument1 pageMaterial Selection For Designing The AirfoilJoséLuisPillajoNo ratings yet
- Properties of Water: Physical and Chemical PropertiesDocument17 pagesProperties of Water: Physical and Chemical PropertiesHasaan WaheedNo ratings yet
- Plant Design MCQ PDFDocument12 pagesPlant Design MCQ PDFKapilSahuNo ratings yet
- Araldite 252Document4 pagesAraldite 252HectorNo ratings yet
- Milk Adulteration TestsDocument5 pagesMilk Adulteration TestsMudassar IqbalNo ratings yet
- 9.extracts of Fava Bean (Vicia Faba L.) Seeds As Natural CoagulantsDocument4 pages9.extracts of Fava Bean (Vicia Faba L.) Seeds As Natural Coagulantssowmya SNo ratings yet
- Manual Mesa de Arena Caolin EIJKELKAMPDocument34 pagesManual Mesa de Arena Caolin EIJKELKAMPAldair Duarte100% (1)
- 409 Model E3 High Pressure Alarm ValveDocument12 pages409 Model E3 High Pressure Alarm ValveLeonardo Gabriel Angelino LeiteNo ratings yet
- Stability TestingDocument42 pagesStability TestingAnand UbheNo ratings yet
- WW Microbiology PresentationDocument35 pagesWW Microbiology PresentationAudrius100% (1)