You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Achtung! Cthulhu - Guide To The Eastern FrontDocument125 pagesAchtung! Cthulhu - Guide To The Eastern FrontJand100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Module 3 Docket SystemDocument26 pagesModule 3 Docket SystemGinoong Kim GalvezNo ratings yet
- ASTM D610 - Standard Practice For Evaluating Degree of Rusting On Painted Steel SurfacesDocument6 pagesASTM D610 - Standard Practice For Evaluating Degree of Rusting On Painted Steel SurfacesRoger SchvepperNo ratings yet
- Semi Detailed Lesson Plan On Definition and Functions of ManagementDocument4 pagesSemi Detailed Lesson Plan On Definition and Functions of ManagementSydney Lee Macapelit NavaresNo ratings yet
- Mechanical and Microstructural Effects On The Stress Corrosion Cracking of Weld Beads of X-52 and X-70 Pipeline SteelsDocument5 pagesMechanical and Microstructural Effects On The Stress Corrosion Cracking of Weld Beads of X-52 and X-70 Pipeline SteelsOscarCastilloNavaNo ratings yet
- Alloy 827182 Welds PaperDocument21 pagesAlloy 827182 Welds PaperOscarCastilloNavaNo ratings yet
- Stress Corrosion Cracking of Low-Alloy Reactor Pressure Vessel Steels Under Boiling Water Reactor ConditionsDocument18 pagesStress Corrosion Cracking of Low-Alloy Reactor Pressure Vessel Steels Under Boiling Water Reactor ConditionsOscarCastilloNavaNo ratings yet
- Corrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimDocument9 pagesCorrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimOscarCastilloNavaNo ratings yet
- Numero 29 Art 36Document9 pagesNumero 29 Art 36OscarCastilloNavaNo ratings yet
- Tensile and Fracture Toughness Properties Variation in Inconel 82/182 Dissimilar Metal WeldsDocument2 pagesTensile and Fracture Toughness Properties Variation in Inconel 82/182 Dissimilar Metal WeldsOscarCastilloNavaNo ratings yet
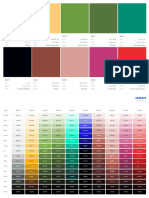
- Color 1 Color 2 Color 3 Color 4 Color 5: RGB Cmyk Name RGB Cmyk Name RGB Cmyk Name RGB Cmyk Name RGB Cmyk NameDocument4 pagesColor 1 Color 2 Color 3 Color 4 Color 5: RGB Cmyk Name RGB Cmyk Name RGB Cmyk Name RGB Cmyk Name RGB Cmyk NameValentina TorresNo ratings yet
- Eligible Students - SoCDocument39 pagesEligible Students - SoCaaqilumri20No ratings yet
- GME Course - Syllabus - II-SemesterDocument28 pagesGME Course - Syllabus - II-SemesterBhalchandra ChandakkarNo ratings yet
- 1 s2.0 S2590098621000130 MainDocument8 pages1 s2.0 S2590098621000130 MainEgo-free New-earthNo ratings yet
- IMO Shortlist 2010Document72 pagesIMO Shortlist 2010Florina TomaNo ratings yet
- Yaya Maimouna RizalDocument5 pagesYaya Maimouna RizalKriselle Ann CalsoNo ratings yet
- The Nationalism Debate Concerns and Constitutional ResponseDocument11 pagesThe Nationalism Debate Concerns and Constitutional ResponseKhushi HingeNo ratings yet
- Compiler LabDocument63 pagesCompiler LabAbhishek YadavNo ratings yet
- Interpreting Medication OrdersDocument11 pagesInterpreting Medication Ordersmedgeek nmeNo ratings yet
- Introducing and Exchanging Personal Information: Practice 1Document11 pagesIntroducing and Exchanging Personal Information: Practice 1Riyan RiyanuartzNo ratings yet
- Difference Between ISO-IEC 17025 and ISO 10012Document3 pagesDifference Between ISO-IEC 17025 and ISO 10012carlosalejo100% (1)
- Keyboard ShortcutsDocument11 pagesKeyboard Shortcutsashscribd_idNo ratings yet
- Motives and Functions of A Business Chapter 1Document31 pagesMotives and Functions of A Business Chapter 1Zeeshan AfzalNo ratings yet
- New PODocument9 pagesNew POredz00No ratings yet
- Factsheet 2022Document1 pageFactsheet 2022Kagiso Arthur JonahNo ratings yet
- English Lesson Plan - Week 3Document11 pagesEnglish Lesson Plan - Week 3Chender DadangNo ratings yet
- P5 Maths SA2 2019 Worked Solutions Red SwastikaDocument17 pagesP5 Maths SA2 2019 Worked Solutions Red SwastikashotiNo ratings yet
- Ali 2006Document7 pagesAli 2006Django BoyeeNo ratings yet
- Charge Coupled Device (CCD) : Presented byDocument18 pagesCharge Coupled Device (CCD) : Presented byBE CAREFULNo ratings yet
- The Emerging Field of Human Social GenomicsDocument18 pagesThe Emerging Field of Human Social GenomicsEdilson RodriguesNo ratings yet
- Mazda3 Takuya Brochure July 10Document3 pagesMazda3 Takuya Brochure July 10Rujisak MuangsongNo ratings yet
- Karishma Project Front PageDocument5 pagesKarishma Project Front PageRohan GargNo ratings yet
- Data Structures 2Document82 pagesData Structures 2Kamran RaziNo ratings yet
- Class 6 Social PaperDocument5 pagesClass 6 Social PaperManav RachchhNo ratings yet
- FAQ Cork Fabric Folclore Crafts 2018Document7 pagesFAQ Cork Fabric Folclore Crafts 2018gabrielampNo ratings yet
- Math4 q2 Mod6 FindingtheLCM v3 - For MergeDocument21 pagesMath4 q2 Mod6 FindingtheLCM v3 - For MergeJoanna GarciaNo ratings yet