You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- IEEE STD 3004.8TM-2016 Recommended Practice For Motor Protection in Indusctrial and Commercial Power SystemsDocument163 pagesIEEE STD 3004.8TM-2016 Recommended Practice For Motor Protection in Indusctrial and Commercial Power SystemsMorro DelArrabalNo ratings yet
- Competency MappingDocument32 pagesCompetency MappingShallu AggarwalNo ratings yet
- Cambodias Driving LicenseDocument1 pageCambodias Driving LicensePum SymonNo ratings yet
- Method Statement For Drainage WorksDocument7 pagesMethod Statement For Drainage WorksAsfarina Shafiza100% (2)
- Profiting With Ichimoku CloudsDocument46 pagesProfiting With Ichimoku Cloudsram100% (2)
- Web Technologies 4-1Document250 pagesWeb Technologies 4-1ShivaNo ratings yet
- Irradiation of PotatoesDocument26 pagesIrradiation of PotatoesChantre ToiNo ratings yet
- Bluesette: Relevé D'improvisationDocument5 pagesBluesette: Relevé D'improvisationsantiopNo ratings yet
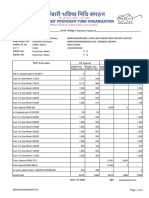
- MRNOI00400090000013191Document2 pagesMRNOI00400090000013191Ramesh MishraNo ratings yet
- African Seed Oil PDFDocument14 pagesAfrican Seed Oil PDFAggie QuiNo ratings yet
- Descriptions: PEG-4000 Is A Water-Soluble, Waxy Solid That Is Used Extensively in The Several Industries Such AsDocument1 pageDescriptions: PEG-4000 Is A Water-Soluble, Waxy Solid That Is Used Extensively in The Several Industries Such AsKeremNo ratings yet
- Organizational Resilience Cranfieldresearch ExecutivesummaryDocument12 pagesOrganizational Resilience Cranfieldresearch ExecutivesummaryAhmar HayatNo ratings yet
- Thesis Dental ImplantsDocument4 pagesThesis Dental Implantstmexyhikd100% (2)
- Provisional Merit FinalDocument979 pagesProvisional Merit FinalInayat Hussain InaNo ratings yet
- Exp04 - DC Circuit With Resistive LoadDocument13 pagesExp04 - DC Circuit With Resistive LoadBaam IkramNo ratings yet
- Horizon Manual - Revised March 2020Document19 pagesHorizon Manual - Revised March 2020dalije6449No ratings yet
- Communique - March, 2022Document13 pagesCommunique - March, 2022Ayush RajNo ratings yet
- Designing A Lactose Crystallization Process Based On Dynamic Metastable LimitDocument13 pagesDesigning A Lactose Crystallization Process Based On Dynamic Metastable LimitGian VillafverteNo ratings yet
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document2 pagesIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)prateekNo ratings yet
- Vantage 300Document8 pagesVantage 300Frangus GusNo ratings yet
- Biology 11 00381 v2Document11 pagesBiology 11 00381 v2paolaNo ratings yet
- Activity 1.1.2 Simple Machines Practice: ProcedureDocument7 pagesActivity 1.1.2 Simple Machines Practice: ProcedureYonjou-Divine VictorinNo ratings yet
- User Manual For McMurdo R5 GMDSS VHFDocument46 pagesUser Manual For McMurdo R5 GMDSS VHFhomecncrouterNo ratings yet
- Unit 1 History of Ethiopia and The HornDocument35 pagesUnit 1 History of Ethiopia and The Hornnatnael asmamawNo ratings yet
- RDL1 Handouts3Document3 pagesRDL1 Handouts3Kylie Nadine De RomaNo ratings yet
- Recruitment of AdvisiorDocument66 pagesRecruitment of AdvisiorSamuel DavisNo ratings yet
- Wind Effects PDFDocument17 pagesWind Effects PDFVivekCivilNo ratings yet
- Tobacco Pipes Cataloging ManualDocument18 pagesTobacco Pipes Cataloging Manualchippewa05100% (1)
- SeminarDocument115 pagesSeminarIrhamIrham0% (1)
- Tissen: ExperienceDocument2 pagesTissen: Experienceapi-412817607No ratings yet