You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Expenditure APDocument1,026 pagesExpenditure APJulian A.100% (1)
- Tyre With Splined Kiln Tyre Fastening System, Type 1Document29 pagesTyre With Splined Kiln Tyre Fastening System, Type 1Rahmat Hidayat100% (1)
- Information Taken From Fiske Brothers Refining Company: Compressor OilsDocument3 pagesInformation Taken From Fiske Brothers Refining Company: Compressor OilsAnkit DedhiyaNo ratings yet
- Boiler PantingDocument3 pagesBoiler PantingAnkit DedhiyaNo ratings yet
- Clutches: Friction PlateDocument3 pagesClutches: Friction PlateAnkit DedhiyaNo ratings yet
- Puncture ValveDocument1 pagePuncture ValveAnkit Dedhiya100% (1)
- Requirements For Electrical MachineryDocument3 pagesRequirements For Electrical MachineryAnkit DedhiyaNo ratings yet
- Power Management SystemDocument4 pagesPower Management SystemAnkit DedhiyaNo ratings yet
- Air EjectorsDocument2 pagesAir EjectorsAnkit DedhiyaNo ratings yet
- Oil Distribution Within A Journal BearingDocument2 pagesOil Distribution Within A Journal BearingAnkit DedhiyaNo ratings yet
- Balancing Using A Vibration AnalyserDocument2 pagesBalancing Using A Vibration AnalyserAnkit DedhiyaNo ratings yet
- Air Conditioning On ShipsDocument5 pagesAir Conditioning On ShipsjishnusajiNo ratings yet
- Cathodic ProtectionDocument3 pagesCathodic Protectionalioo44No ratings yet
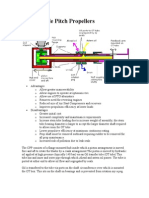
- Controllable Pitch PropellersDocument2 pagesControllable Pitch PropellersAnkit DedhiyaNo ratings yet
- Air Coolers: M/V P /R.TDocument2 pagesAir Coolers: M/V P /R.TAnkit DedhiyaNo ratings yet
- Air Gap in Electrical MotorsDocument2 pagesAir Gap in Electrical MotorsAnkit DedhiyaNo ratings yet
- Matter HandoutDocument2 pagesMatter Handoutgigizamoras47No ratings yet
- Revision Sheet 5Document5 pagesRevision Sheet 5tarekbenbelgacem mosbahiNo ratings yet
- DM FBI Search # 70 - Gov Docs Unsealed - D.nev. - 3-06-Cv-00263Document139 pagesDM FBI Search # 70 - Gov Docs Unsealed - D.nev. - 3-06-Cv-00263Jack RyanNo ratings yet
- Epa Facilities Manual Vol 3 Facilities SafetyDocument43 pagesEpa Facilities Manual Vol 3 Facilities Safetykeneth john manayagaNo ratings yet
- QBK 08Document6 pagesQBK 08Jaln RodgerNo ratings yet
- Electronic Payment System Digital Cash, Plastic Card, PSO and PSP Sept 2023Document16 pagesElectronic Payment System Digital Cash, Plastic Card, PSO and PSP Sept 2023Meraj TalukderNo ratings yet
- Dream Jumper #1 - Hi Res - 9780545826037 - Interior - Epdf PDFDocument208 pagesDream Jumper #1 - Hi Res - 9780545826037 - Interior - Epdf PDFEsther TaiwoNo ratings yet
- 6.2.3.7 Packet Tracer - Configuring Multiarea OSPFv3 Instructions IGDocument3 pages6.2.3.7 Packet Tracer - Configuring Multiarea OSPFv3 Instructions IGana100% (1)
- Evaluative Commentary: Integrated Language Skills IiiDocument5 pagesEvaluative Commentary: Integrated Language Skills IiiShawn RizalNo ratings yet
- Organise 96Document70 pagesOrganise 96RamjamNo ratings yet
- RealTime 1st Quarter Student GuideDocument28 pagesRealTime 1st Quarter Student GuideHenry Ng'honzelaNo ratings yet
- Midterm Exam: University of Washington CSE 403 Software Engineering Spring 2011Document8 pagesMidterm Exam: University of Washington CSE 403 Software Engineering Spring 2011fikaduNo ratings yet
- Bagdad ADocument5 pagesBagdad AAnsiif GammachuuNo ratings yet
- My Lovely MotherDocument4 pagesMy Lovely Motherrama danNo ratings yet
- Activity 1Document3 pagesActivity 1Daisy Soriano PrestozaNo ratings yet
- Advances in Artificial Intelligence 22 Canadian Ai 2009 5549 2009 9783642018176 308sDocument308 pagesAdvances in Artificial Intelligence 22 Canadian Ai 2009 5549 2009 9783642018176 308sMiroslav ĐokićNo ratings yet
- Activity Based CostingDocument26 pagesActivity Based CostingVishal BabuNo ratings yet
- Gartner ITDRDocument18 pagesGartner ITDRatanurelmasogluNo ratings yet
- Africa in American Media:: A Content Analysis of Magazine's Portrayal of Africa, 1988-2006 By: Stella Maris KunihiraDocument11 pagesAfrica in American Media:: A Content Analysis of Magazine's Portrayal of Africa, 1988-2006 By: Stella Maris KunihiraEthanNo ratings yet
- Well-Developed Oral and Written Communication SkillsDocument3 pagesWell-Developed Oral and Written Communication Skillslyca_limNo ratings yet
- NCEPOD / CEPOD National Confidential Enquiry Into Post Operative DeathsDocument23 pagesNCEPOD / CEPOD National Confidential Enquiry Into Post Operative DeathsdrschethanNo ratings yet
- Fike - Water Mist Design Machinery SpacesDocument6 pagesFike - Water Mist Design Machinery SpacesminiongskyNo ratings yet
- Geometry Practice Test 7 - ACT PROBLEMSDocument7 pagesGeometry Practice Test 7 - ACT PROBLEMSCarlos OrtizNo ratings yet
- Jacques Derrida - Given Time - I Counterfeit MoneyDocument91 pagesJacques Derrida - Given Time - I Counterfeit MoneyLasha KharaziNo ratings yet
- Trail/Beaver Valley/Rossland Pennywise April 16, 2013Document56 pagesTrail/Beaver Valley/Rossland Pennywise April 16, 2013Pennywise PublishingNo ratings yet
- Session 1 Goal and Function of FinanceDocument59 pagesSession 1 Goal and Function of FinanceMayank PatelNo ratings yet
- Literature ReviewDocument5 pagesLiterature Reviewapi-534381483No ratings yet
- LESSON 4 - Imaging and Design For Online EnvironmentDocument26 pagesLESSON 4 - Imaging and Design For Online Environmentjudith c. lorica100% (1)