You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Steam TurbineDocument109 pagesSteam Turbinenageswara rao100% (7)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- HiHide 670Document4 pagesHiHide 670Francisco RodríguezNo ratings yet
- BOQ - Bill of Quantities and Cost Sheets For MEP ProjectsDocument21 pagesBOQ - Bill of Quantities and Cost Sheets For MEP ProjectsChaithanya100% (5)
- Plate Theory Slides From WEB PDFDocument20 pagesPlate Theory Slides From WEB PDFHarish ShridharamurthyNo ratings yet
- Protection and InterlocksDocument47 pagesProtection and InterlocksRavi kant Ghatoye100% (1)
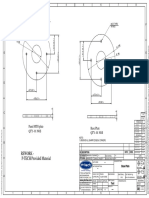
- Rework - P-TECH Provided Material: Panel MTG Plate Qty-01 Nos Base Plate Qty - 01 NosDocument2 pagesRework - P-TECH Provided Material: Panel MTG Plate Qty-01 Nos Base Plate Qty - 01 NosAmit KpNo ratings yet
- Natural Convection Heat Transfer in Vertical Internally Finned TubeDocument10 pagesNatural Convection Heat Transfer in Vertical Internally Finned TubeAdarsh Kumar AngNo ratings yet
- Discontinuous Deformation Analysis in Rock Engineering ModellingDocument12 pagesDiscontinuous Deformation Analysis in Rock Engineering ModellingfreezefreezeNo ratings yet
- Delineation of Ground Water Potential Site by Integrated Geophysical Investigations A Case StudyDocument8 pagesDelineation of Ground Water Potential Site by Integrated Geophysical Investigations A Case StudyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Lime and Cement Block 3Document18 pagesLime and Cement Block 3ea53No ratings yet
- Course Outline Heat, Waves & Sound LabDocument3 pagesCourse Outline Heat, Waves & Sound LabphooolNo ratings yet
- H.K. Moffatt - Local and Global Perspectives in Fluid DynamicsDocument19 pagesH.K. Moffatt - Local and Global Perspectives in Fluid DynamicsVortices3443No ratings yet
- Wasfasf: Mechanics Equations Material Variabless Slab Thickness Slab WidthDocument2 pagesWasfasf: Mechanics Equations Material Variabless Slab Thickness Slab WidthSiva SenthilNo ratings yet
- Flexural Behavior of Confined Masonry WallsDocument18 pagesFlexural Behavior of Confined Masonry WallsPaul EscamiloNo ratings yet
- Is 13920.1993Document21 pagesIs 13920.1993Yogesh ThoratNo ratings yet
- ASSAG Cylkro (FACE) Gear Mounting InstructionsDocument6 pagesASSAG Cylkro (FACE) Gear Mounting InstructionscjdengateNo ratings yet
- SACD (RCDC) - Release Note - 23.00.00Document17 pagesSACD (RCDC) - Release Note - 23.00.00Abel MulugetaNo ratings yet
- Anish Valmiki - 300321845 CVG 5150 Quiz 04Document6 pagesAnish Valmiki - 300321845 CVG 5150 Quiz 04Anish valmikiNo ratings yet
- Cement and Concrete Research: M.S. Abo Dhaheer, S. Kulasegaram, B.L. KarihalooDocument8 pagesCement and Concrete Research: M.S. Abo Dhaheer, S. Kulasegaram, B.L. KarihalooKhalid EL ABBAOUINo ratings yet
- Kwan Golden GateDocument10 pagesKwan Golden GateLuis G WeigertNo ratings yet
- 02 Reservoir ProblemsDocument30 pages02 Reservoir ProblemsEmad ZakiNo ratings yet
- Seminar On: Types of Camera and Aerial PhotographyDocument10 pagesSeminar On: Types of Camera and Aerial PhotographyJahanara BegumNo ratings yet
- Datasheet Welltec Setting Tool: Applications Features BenefitsDocument1 pageDatasheet Welltec Setting Tool: Applications Features BenefitsJamalNo ratings yet
- Environmental Displacement Briefing PaperDocument3 pagesEnvironmental Displacement Briefing PaperEdwardNo ratings yet
- Nabeel 221370204Document14 pagesNabeel 221370204Nabeel NazeerNo ratings yet
- Project FeaDocument3 pagesProject FeamfuzdnldNo ratings yet
- CHEN 623 Problems Old Examination Problems: 1.: (P + A /V) (V B) RTDocument34 pagesCHEN 623 Problems Old Examination Problems: 1.: (P + A /V) (V B) RTZohaib Ali0% (1)
- A Miniature Jumping Robot With Flea-Inspired Catapult System: Active Latch and TriggerDocument3 pagesA Miniature Jumping Robot With Flea-Inspired Catapult System: Active Latch and TriggerMohammad E AbbassianNo ratings yet
- DO7-Radar Navigation - Operational Level Flashcards - Cram - Com2Document22 pagesDO7-Radar Navigation - Operational Level Flashcards - Cram - Com2Petrache Bogdan50% (2)