You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Something To Believe inDocument1 pageSomething To Believe inshashankNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Vierabrochure 2006Document26 pagesVierabrochure 2006PhtnumNo ratings yet
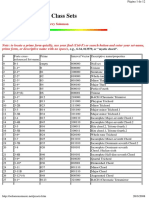
- The Table of Pitch Class Sets (SOLOMON, 2005)Document12 pagesThe Table of Pitch Class Sets (SOLOMON, 2005)Regina CELIANo ratings yet
- FM RadioDocument12 pagesFM RadioRahul Mangalath0% (2)
- Jis C 1806-1 - 2010 - enDocument4 pagesJis C 1806-1 - 2010 - enanissa amalliaNo ratings yet
- Resume 2xDocument2 pagesResume 2xapi-421598729No ratings yet
- Prep - VN - Writing Chuyên SâuDocument17 pagesPrep - VN - Writing Chuyên SâuUniform ChóeNo ratings yet
- Samsung Qled 65 q80c 20231218Document2,050 pagesSamsung Qled 65 q80c 20231218palto03.agkicaNo ratings yet
- Spaced Repetition Shiken TemplateDocument2 pagesSpaced Repetition Shiken Templatedediosemily08No ratings yet
- Pdfslide - Tips - Dle Yaman Score PDFDocument10 pagesPdfslide - Tips - Dle Yaman Score PDFCiel EtoiléNo ratings yet
- How To Mitigate Spectrum Challenges Associated With V2X: Executive SummaryDocument10 pagesHow To Mitigate Spectrum Challenges Associated With V2X: Executive SummaryKenneth CheungNo ratings yet
- Eval Practice Music ExamDocument5 pagesEval Practice Music Examapi-293063423No ratings yet
- Broken WingsDocument2 pagesBroken WingsMauroScardini50% (2)
- Cavalli NiDocument106 pagesCavalli NiJOSE VICENTENo ratings yet
- Biju Patnaik University of Technology, OrissaDocument13 pagesBiju Patnaik University of Technology, OrissaSwayamprakash RoutNo ratings yet
- Bài KT 1 Kỹ Năng Tổng Hợp 1 B2 Bài 2Document2 pagesBài KT 1 Kỹ Năng Tổng Hợp 1 B2 Bài 2DuongNo ratings yet
- Service Manual Acer Aspire 5738G 5738ZG 5738Z 5738 5338 5536 5536G 5236Document257 pagesService Manual Acer Aspire 5738G 5738ZG 5738Z 5738 5338 5536 5536G 5236Carlos Enrique SalasNo ratings yet
- Milan BergincDocument65 pagesMilan BergincIuliia VoitsekhovychNo ratings yet
- Picturing Prague: September 9 To September 16, 2011Document13 pagesPicturing Prague: September 9 To September 16, 2011ArtandCulturalJourneysNo ratings yet
- LiFi PresentationDocument26 pagesLiFi PresentationSarangKambleNo ratings yet
- Arabic MusicDocument3 pagesArabic MusicAnna KassisNo ratings yet
- 1 Xinghai Prize International Choir ChampionshipsDocument2 pages1 Xinghai Prize International Choir ChampionshipsApriliantoNo ratings yet
- Antenna Height, Azimuth, M-Tilt, E-Tilt Standard Measurement & Sector Cross Methodology - (V3) - 27 Sep 2021Document50 pagesAntenna Height, Azimuth, M-Tilt, E-Tilt Standard Measurement & Sector Cross Methodology - (V3) - 27 Sep 2021Matthew Sa LoneNo ratings yet
- Cours 1Document14 pagesCours 1Agnes AllisoutinNo ratings yet
- GSM RF OptimizationDocument4 pagesGSM RF OptimizationSALMANRIZ91% (11)
- Adobe Scan Jul 07, 2021Document23 pagesAdobe Scan Jul 07, 2021ChristianNo ratings yet
- Iranian Nights: Sadia Amjad RanaDocument4 pagesIranian Nights: Sadia Amjad RanaMUHAMMAD SHAHIDNo ratings yet
- Ad2 DTNH 51 Amdt Airac 1 18 PDFDocument2 pagesAd2 DTNH 51 Amdt Airac 1 18 PDFoaca twraimhbNo ratings yet
- Data Sheet: BGY887BDocument12 pagesData Sheet: BGY887BwayanwijaNo ratings yet