You might also like
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Seminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringDocument8 pagesSeminar Paper Laser Cutting: University of Maribor Faculty of Mechanical EngineeringPrimož BrglezNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Work Theory of The Laser Cutting MachineDocument5 pagesWork Theory of The Laser Cutting MachineHe OfweekNo ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Cutter GuideDocument1 pageCutter GuideCarlos RamirezNo ratings yet
- TRUMPF 2D Laser Cutting Machines Brochure enDocument48 pagesTRUMPF 2D Laser Cutting Machines Brochure enAbhishek Y MNo ratings yet
- ExtrusionDocument11 pagesExtrusionzidaaanNo ratings yet
- Roll Forming TechnologyDocument24 pagesRoll Forming TechnologySaravanan KanniyappanNo ratings yet
- TRUMPF 2D Laser Cutting Machines Brochure enDocument44 pagesTRUMPF 2D Laser Cutting Machines Brochure enAbc ThoiNo ratings yet
- Laser WeldingDocument7 pagesLaser WeldingBhargav Srinivas KolliNo ratings yet
- 1 s2.0 S0143974X21002212 MainDocument14 pages1 s2.0 S0143974X21002212 MainRavi PadmanabhanNo ratings yet
- SheetCam TNG Manual - LetterDocument160 pagesSheetCam TNG Manual - LetterSergio BricellaNo ratings yet
- Cast Iron Foundry Melting Practices in South Asian (Autosaved)Document15 pagesCast Iron Foundry Melting Practices in South Asian (Autosaved)virendrapalguptaNo ratings yet
- Plasma Cutting AssignmentDocument7 pagesPlasma Cutting AssignmentMuziKhumalo0% (1)
- Grinding Technology GMO 0252Document88 pagesGrinding Technology GMO 0252hudarusliNo ratings yet
- Resistance and Special WeldingDocument24 pagesResistance and Special WeldingKBSMANITNo ratings yet
- Laser Cutting PDFDocument43 pagesLaser Cutting PDFManoj NehraNo ratings yet
- Diffusion Bonded WeldingDocument23 pagesDiffusion Bonded WeldingKameswara ReddyNo ratings yet
- Hardening TerminologiesDocument84 pagesHardening Terminologiesshahzad afzal100% (4)
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Gambheer Singh Mecahnical 4 YearDocument23 pagesGambheer Singh Mecahnical 4 YearMayank RawatNo ratings yet
- Cutting SpeedDocument5 pagesCutting SpeedsandigricNo ratings yet
- Introducing Cold Pilger Mill TechnologyDocument7 pagesIntroducing Cold Pilger Mill TechnologyTomás BonelloNo ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- Arc Welding Process PDFDocument12 pagesArc Welding Process PDFBiswanath RoulNo ratings yet
- Aalco Copper Brass BronzeDocument26 pagesAalco Copper Brass Bronzeknaidu_1100% (1)
- RF 45Document48 pagesRF 45Daniel Lara100% (1)
- PCD Wire Edm Technology PDFDocument6 pagesPCD Wire Edm Technology PDFyorf1989No ratings yet
- Zamak - BasicsDocument3 pagesZamak - Basicsvmls1973No ratings yet
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Sand Additives & BindersDocument20 pagesSand Additives & BindersNilesh Bhandari100% (1)
- Laser Cutting - First Principles PaperDocument6 pagesLaser Cutting - First Principles PaperSiddaraju V Hodekal100% (2)
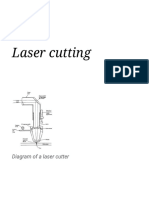
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- 458 B 3 LBMDocument3 pages458 B 3 LBMSourav ShuklaNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- Laser Walsh ReviewDocument21 pagesLaser Walsh ReviewZahoor KhaniNo ratings yet
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningDonie Widyanto SoedjarwoNo ratings yet
- Laser Beam MachiningDocument3 pagesLaser Beam MachiningKeerthi VarmanNo ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- LaserCutting RTantraDocument29 pagesLaserCutting RTantraYandapalli Sai ramNo ratings yet
- LBMDocument25 pagesLBMwisejackNo ratings yet
- Laser CuttingDocument19 pagesLaser Cuttingtheory of machine fgiet100% (1)
- Laser CuttingDocument9 pagesLaser CuttingPrabir Kumar PatiNo ratings yet
- Information Systems and Supply Chain ManagementDocument2 pagesInformation Systems and Supply Chain Managementvipinkandpal86No ratings yet
- Mueller Hinton Agar (M-H Agar) : CompositionDocument2 pagesMueller Hinton Agar (M-H Agar) : CompositionRizkaaulyaaNo ratings yet
- OT Initial Assessment (OTIA) 2022-11-15Document2 pagesOT Initial Assessment (OTIA) 2022-11-15funtikarNo ratings yet
- SafetyRelay CR30Document3 pagesSafetyRelay CR30Luis GuardiaNo ratings yet
- Simran's ResumeDocument1 pageSimran's ResumesimranNo ratings yet
- DIR-819 A1 Manual v1.02WW PDFDocument172 pagesDIR-819 A1 Manual v1.02WW PDFSerginho Jaafa ReggaeNo ratings yet
- Introduction CompilerDocument47 pagesIntroduction CompilerHarshit SinghNo ratings yet
- Victor 2Document30 pagesVictor 2EmmanuelNo ratings yet
- Dutch Iris Eng 9734 HappyPattyCrochetDocument68 pagesDutch Iris Eng 9734 HappyPattyCrochetFrancisca Rico100% (6)
- Teaching Trigonometry Using Empirical Modelling: 2.1 Visual Over Verbal LearningDocument5 pagesTeaching Trigonometry Using Empirical Modelling: 2.1 Visual Over Verbal LearningJeffrey Cariaga Reclamado IINo ratings yet
- Nantai Catalog NewDocument30 pagesNantai Catalog Newspalomos100% (1)
- Coaxial Cable Attenuation ChartDocument6 pagesCoaxial Cable Attenuation ChartNam PhamNo ratings yet
- ADocument54 pagesActyvteNo ratings yet
- Crypto Wall Crypto Snipershot OB Strategy - Day Trade SwingDocument29 pagesCrypto Wall Crypto Snipershot OB Strategy - Day Trade SwingArete JinseiNo ratings yet
- AISOY1 KiK User ManualDocument28 pagesAISOY1 KiK User ManualLums TalyerNo ratings yet
- CFD Turbina Michell BankiDocument11 pagesCFD Turbina Michell BankiOscar Choque JaqquehuaNo ratings yet
- Financial Market - Bsa 2A Dr. Ben E. Bunyi: Imus Institute of Science and TechnologyDocument3 pagesFinancial Market - Bsa 2A Dr. Ben E. Bunyi: Imus Institute of Science and TechnologyAsh imoNo ratings yet
- Song Book Inner PagesDocument140 pagesSong Book Inner PagesEliazer PetsonNo ratings yet
- Smart Door Lock System Using Face RecognitionDocument5 pagesSmart Door Lock System Using Face RecognitionIJRASETPublicationsNo ratings yet
- Detail Design Drawings: OCTOBER., 2017 Date Span Carriage WayDocument26 pagesDetail Design Drawings: OCTOBER., 2017 Date Span Carriage WayManvendra NigamNo ratings yet
- Coding Rubric Unifix XXXX 75Document2 pagesCoding Rubric Unifix XXXX 75api-287660266No ratings yet
- Engleza Referat-Pantilimonescu IonutDocument13 pagesEngleza Referat-Pantilimonescu IonutAilenei RazvanNo ratings yet
- The Linguistic Colonialism of EnglishDocument4 pagesThe Linguistic Colonialism of EnglishAdriana MirandaNo ratings yet
- 10 1108 - TQM 03 2020 0066 PDFDocument23 pages10 1108 - TQM 03 2020 0066 PDFLejandra MNo ratings yet
- VimDocument258 pagesVimMichael BarsonNo ratings yet
- A Comparative Study of Public Private Life Insurance Companies in IndiaDocument5 pagesA Comparative Study of Public Private Life Insurance Companies in IndiaAkansha GoyalNo ratings yet
- Debate ReportDocument15 pagesDebate Reportapi-435309716No ratings yet
- Generation III Sonic Feeder Control System Manual 20576Document32 pagesGeneration III Sonic Feeder Control System Manual 20576julianmataNo ratings yet
- 02 Object Modeling TechniqueDocument50 pages02 Object Modeling TechniqueMuhammad Romadhon Batukarang EsdNo ratings yet
- Genil v. Rivera DigestDocument3 pagesGenil v. Rivera DigestCharmila SiplonNo ratings yet