You might also like
- Implementacion Del MCCDocument3 pagesImplementacion Del MCCJonathanNo ratings yet
- Informe Norma 2500-93Document46 pagesInforme Norma 2500-93MPARACO1No ratings yet
- Inteligencia Competitiva. EL CICLO DE INTELIGENCIADocument5 pagesInteligencia Competitiva. EL CICLO DE INTELIGENCIAEKAI CenterNo ratings yet
- Mantenimiento predictivo bombas centrifugasDocument6 pagesMantenimiento predictivo bombas centrifugasJulianNo ratings yet
- Optimización Del Mantenimiento Preventivo PMODocument2 pagesOptimización Del Mantenimiento Preventivo PMOCecilia AquinoNo ratings yet
- Nuevos Enfoques Gerenciales de MantenimientoDocument49 pagesNuevos Enfoques Gerenciales de MantenimientoAlvaro Gonzalez100% (1)
- Lineas de Investigacion Ligadas Al PNF de Mantenimiento PresentacionDocument6 pagesLineas de Investigacion Ligadas Al PNF de Mantenimiento PresentacionAgner ParraNo ratings yet
- Unidad Iii Mantenimiento Aplicado A Maquinarias y EquiposDocument9 pagesUnidad Iii Mantenimiento Aplicado A Maquinarias y EquiposEduar YerbesNo ratings yet
- Evolucion de La Gestion de MantenimientoDocument12 pagesEvolucion de La Gestion de MantenimientoErnestoAlonsoCornejoChambiNo ratings yet
- Mantenimiento Autónomo de Una MarmitaDocument4 pagesMantenimiento Autónomo de Una MarmitaReikxxxNo ratings yet
- Anteproyecto Giovanni BrizuelaDocument32 pagesAnteproyecto Giovanni BrizuelaPEDRO SALAZAR PINTONo ratings yet
- Qué Es La Confiabilidad HumanaDocument16 pagesQué Es La Confiabilidad HumanaIvan Jose HerreraNo ratings yet
- 2.3 Mantenimiento Preventivo, Corretivo y Predictivo PDFDocument9 pages2.3 Mantenimiento Preventivo, Corretivo y Predictivo PDFMario CruzNo ratings yet
- Analisis A Empresa Con Norma Covenin 2500 2Document11 pagesAnalisis A Empresa Con Norma Covenin 2500 2FranciaNo ratings yet
- Proyecto SalpicadoraDocument95 pagesProyecto Salpicadoraeder rojas50% (2)
- Análisis de Fallas de Un TornoDocument8 pagesAnálisis de Fallas de Un TornoCHRISTIAN FABELA100% (1)
- Mantenimiento preventivo Coca ColaDocument25 pagesMantenimiento preventivo Coca ColaRomero Yehoshua100% (1)
- Mantenimiento PreventivoDocument15 pagesMantenimiento PreventivototosofiNo ratings yet
- SGM SOMORDocument47 pagesSGM SOMORMario Sanabria100% (2)
- Monitoreo condición máquinas evita fallasDocument3 pagesMonitoreo condición máquinas evita fallasTECELENAV SANo ratings yet
- Lourival Tavares - Las Referencias Del Mantenimiento en Época de CrisisDocument53 pagesLourival Tavares - Las Referencias Del Mantenimiento en Época de Crisismaico100% (1)
- Tesis - DISEÑO DE UN PLAN DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD (MCC)Document142 pagesTesis - DISEÑO DE UN PLAN DE MANTENIMIENTO CENTRADO EN CONFIABILIDAD (MCC)Bernardo Padilla100% (2)
- Instrumentos de Auditorias en Gestion deDocument16 pagesInstrumentos de Auditorias en Gestion deSamuel Alfonzo Gil BarcoNo ratings yet
- RCM Mantenimiento centrado en confiabilidadDocument359 pagesRCM Mantenimiento centrado en confiabilidadDaniel ZubietaNo ratings yet
- Control de Gestion Del MantenimientoDocument2 pagesControl de Gestion Del Mantenimientomaurojas67% (3)
- 3.2. Planeación Estratégica Del Mantenimiento IndustrialDocument3 pages3.2. Planeación Estratégica Del Mantenimiento IndustrialKarmina Limon ZozayaNo ratings yet
- Plan de Mantenimiento AutónomoDocument28 pagesPlan de Mantenimiento AutónomoLuis CasanovaNo ratings yet
- Plan de mantenimiento de equipos críticos en empresa empacadora de camarónDocument260 pagesPlan de mantenimiento de equipos críticos en empresa empacadora de camarónomarNo ratings yet
- Evolución Del Mantenimiento en El Siglo Xxi PDFDocument7 pagesEvolución Del Mantenimiento en El Siglo Xxi PDFRolando Felipe Tapia Moyano100% (1)
- La ConfiabilidadDocument7 pagesLa ConfiabilidadLuis VargasNo ratings yet
- Teoría fallas equiposDocument8 pagesTeoría fallas equiposGiovannitah MoonNo ratings yet
- Tesis - Carlos Parra - Tesis DoctoralDocument189 pagesTesis - Carlos Parra - Tesis DoctoralJhesusNo ratings yet
- Características y Naturaleza de La FallaDocument30 pagesCaracterísticas y Naturaleza de La FallaWilliam Javier Alcantara CastilloNo ratings yet
- RCM-mantenimientoDocument6 pagesRCM-mantenimientoCristián Yussem FernándezNo ratings yet
- Norma Covenin 2500 93Document7 pagesNorma Covenin 2500 93miguelale159648No ratings yet
- Resumen Norma COVENIN 2500 93Document8 pagesResumen Norma COVENIN 2500 93Julio GuamánNo ratings yet
- Plan Estrategico de MantenimientoDocument90 pagesPlan Estrategico de MantenimientogerardograzaNo ratings yet
- Ingenieria Del Mantenimiento-Industrial 2015 IDocument14 pagesIngenieria Del Mantenimiento-Industrial 2015 IYosselin Flores EscalanteNo ratings yet
- Teoría de La Ingeniería de Mantenimiento - 01 Introducción - STDocument63 pagesTeoría de La Ingeniería de Mantenimiento - 01 Introducción - STDelia León SolísNo ratings yet
- Analisis A Empresa Con Norma Covenin 2500 2Document11 pagesAnalisis A Empresa Con Norma Covenin 2500 2RosangelaAldanaNo ratings yet
- Mantenimiento Basado en Confiabilidad RCMDocument48 pagesMantenimiento Basado en Confiabilidad RCMJuan Pablo RosalesNo ratings yet
- Análisis Del RCMDocument8 pagesAnálisis Del RCMjairsgsNo ratings yet
- Mantenimiento PlanificadoDocument11 pagesMantenimiento PlanificadoManuel MadridNo ratings yet
- Clase 6-Reemplazo de EquipoDocument7 pagesClase 6-Reemplazo de EquipoJENIFFER ALEJANDRA SANDOVAL BLANCONo ratings yet
- Organización y Administración Del MantenimientoDocument17 pagesOrganización y Administración Del MantenimientoGrecia OrdazNo ratings yet
- Técnicas TPM y RCMDocument18 pagesTécnicas TPM y RCMViLlanueva VictorNo ratings yet
- Gerencia de Parada de PlantaDocument2 pagesGerencia de Parada de PlantaAnastacio StavNo ratings yet
- Impactos ambientales agroindustriaDocument5 pagesImpactos ambientales agroindustriaDiany Robayo0% (1)
- Evaluacion y Diseno Del Sistema Gestion Mantenimiento VenezuelaDocument184 pagesEvaluacion y Diseno Del Sistema Gestion Mantenimiento VenezuelaSimon BolivarNo ratings yet
- Plan Maestro de Mantenimiento Preventivo Central Alao EersaDocument91 pagesPlan Maestro de Mantenimiento Preventivo Central Alao EersaDaniel Rojas100% (2)
- Valvuls Bop SebromencaDocument30 pagesValvuls Bop SebromencaFranciaNo ratings yet
- Filosofia Del Mantenimiento ResumenDocument2 pagesFilosofia Del Mantenimiento ResumenDavid デビッドブエノ BuenoNo ratings yet
- Capitulo IIIDocument17 pagesCapitulo IIIRAUL BANDALA BONILLANo ratings yet
- Inspección Basada en RiesgosDocument5 pagesInspección Basada en RiesgosIng Marie Sulbaran100% (1)
- Unidad 3 MantenimientoDocument7 pagesUnidad 3 MantenimientoSebastian NavaNo ratings yet
- Organización de La Gerencia de MantenimientoDocument39 pagesOrganización de La Gerencia de MantenimientoholberlysNo ratings yet
- Evolución del mantenimiento y desafíos de la confiabilidad operacionalDocument9 pagesEvolución del mantenimiento y desafíos de la confiabilidad operacionalGiannino TironeNo ratings yet
- Definicion y Generalidades de MantenimientoDocument12 pagesDefinicion y Generalidades de MantenimientoOriana PorrasNo ratings yet
- Mantenimiento Industrial OriginalDocument16 pagesMantenimiento Industrial OriginalCarlos ParedesNo ratings yet
- MonografiaDocument7 pagesMonografiaArgenis RaveloNo ratings yet
- Tendencias en La Optimizacion Del Recurso Agua en La MineriaDocument29 pagesTendencias en La Optimizacion Del Recurso Agua en La MineriaJorge Mauricio LevetNo ratings yet
- Un Nuevo Criterio de Decisión para La Valoración de Un ProyectoDocument11 pagesUn Nuevo Criterio de Decisión para La Valoración de Un ProyectoJorge Mauricio LevetNo ratings yet
- Manual de Procedimientos Geodésicos y Topográficos de La CNR Al 06-08-15Document78 pagesManual de Procedimientos Geodésicos y Topográficos de La CNR Al 06-08-15esteban0% (1)
- Pag 18 DRENAJES Guía - Estabilidad - Química PDFDocument248 pagesPag 18 DRENAJES Guía - Estabilidad - Química PDFBenja1893No ratings yet
- Normas Topo DohDocument89 pagesNormas Topo DohJorge Mauricio LevetNo ratings yet
- Medidas de DispersiónDocument36 pagesMedidas de DispersiónJorge Mauricio LevetNo ratings yet
- "Levantamiento, Análisis, Generación y Publicación de Información Nacional Sobre Residuos Sólidos de ChileDocument64 pages"Levantamiento, Análisis, Generación y Publicación de Información Nacional Sobre Residuos Sólidos de ChileDaniel GonzálezNo ratings yet
- Fundiciones de Cobre en ChileDocument16 pagesFundiciones de Cobre en ChileJorge Mauricio LevetNo ratings yet
- Metro Cable CarDocument16 pagesMetro Cable CarJorge Mauricio LevetNo ratings yet
- Fiab 1Document15 pagesFiab 1Carlos Alejandro Torres UlloaNo ratings yet
- Evaluación de ProyectosDocument56 pagesEvaluación de ProyectosJorge Mauricio LevetNo ratings yet
- Tratamiento de EfluentesDocument21 pagesTratamiento de EfluentesJorge Mauricio LevetNo ratings yet
- Libro CarguioDocument149 pagesLibro CarguioAndres OrellanaNo ratings yet
- Energía Chile 2030Document38 pagesEnergía Chile 2030Juan Pichilen CuencaNo ratings yet
- Mit Real OptionsDocument20 pagesMit Real OptionsRodolfo Barbosa YoungNo ratings yet
- ProjectDocument108 pagesProjectStyveJeudyNo ratings yet
- Teoria D Ela ConfiabilidadDocument18 pagesTeoria D Ela ConfiabilidadHedrel LopezNo ratings yet
- 01 Introducción Al Mantenimiento Centrado en La ConfiabilidadDocument21 pages01 Introducción Al Mantenimiento Centrado en La ConfiabilidadJorge Mauricio LevetNo ratings yet
- Tesis de Grado SimulacionDocument100 pagesTesis de Grado SimulacionJorge Mauricio Levet100% (1)
- EFH 98188266-NPV-CAPITULO5-2programDocument28 pagesEFH 98188266-NPV-CAPITULO5-2programJorge Mauricio LevetNo ratings yet
- Diccionario Tecnico de Mineros y PetrolerosDocument470 pagesDiccionario Tecnico de Mineros y PetrolerosJorge Mauricio Levet100% (1)
- Ee 04 Richard-P Feynman o El Valor de La CienciaDocument5 pagesEe 04 Richard-P Feynman o El Valor de La CienciaGustavo OrregoNo ratings yet
- 04 Consecuencias de La FallaDocument35 pages04 Consecuencias de La FallaJorge Mauricio LevetNo ratings yet
- Ima UltrasonidoDocument24 pagesIma UltrasonidomilarjoNo ratings yet
- AsarcoDocument1 pageAsarcoJorge Mauricio LevetNo ratings yet
- 05 Tareas ProactivasDocument28 pages05 Tareas ProactivasJorge Mauricio LevetNo ratings yet
- Análisis Del Campo de FuerzasDocument4 pagesAnálisis Del Campo de FuerzasJorge Mauricio LevetNo ratings yet
- Análisis Costo-BeneficioDocument11 pagesAnálisis Costo-BeneficioingridclNo ratings yet
- 1666 3251 1 SMDocument3 pages1666 3251 1 SMLuchito BedoyaNo ratings yet
- Estructuras planas - Repaso de estática y cálculoDocument28 pagesEstructuras planas - Repaso de estática y cálculoTaloNatalacioNo ratings yet
- Soluciones buffersDocument13 pagesSoluciones buffersAdrian Bermudez LoeraNo ratings yet
- Materiales de Ferreteria Taller de ArmasDocument1 pageMateriales de Ferreteria Taller de ArmasCOMANDO PROVINCIAL DE POLICIA MANABI N0.4No ratings yet
- PC1 Estructuras determinar fuerzas cables candelabro vigasDocument2 pagesPC1 Estructuras determinar fuerzas cables candelabro vigasJorge Valverde OlivaNo ratings yet
- 1 Manual de Introduccion A La Industria Del Servicio 1Document156 pages1 Manual de Introduccion A La Industria Del Servicio 1Simone RebolledoNo ratings yet
- Masp MantenimientoDocument28 pagesMasp MantenimientoSergio SabaNo ratings yet
- Practicas de La FisicaDocument3 pagesPracticas de La FisicaPeter LabNo ratings yet
- Solicitud capacitación manejo animales experimentaciónDocument5 pagesSolicitud capacitación manejo animales experimentaciónRyan AguilaNo ratings yet
- Semana 13 Ley de Tributacion MunicipalDocument22 pagesSemana 13 Ley de Tributacion MunicipalNikolth YoveraNo ratings yet
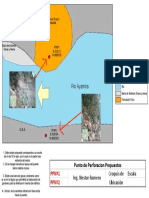
- Formacion Pozo (P-poz) Roca fracturada Rio AyamiraDocument1 pageFormacion Pozo (P-poz) Roca fracturada Rio AyamiraJunior Andia CarbajalNo ratings yet
- Las Políticas LaboralesDocument3 pagesLas Políticas LaboralesAnilexis GrangerNo ratings yet
- 7 retos educación Colombia 2006-2019Document10 pages7 retos educación Colombia 2006-2019Jorge Mario UsugaNo ratings yet
- Compendio FlorezDocument294 pagesCompendio FlorezERNESTONo ratings yet
- Caso AppleDocument3 pagesCaso AppleFernandaNo ratings yet
- Principales ciudades de VenezuelaDocument6 pagesPrincipales ciudades de VenezuelaLuisMercaderNo ratings yet
- Importancia de los no metales en la industria y economíaDocument3 pagesImportancia de los no metales en la industria y economíaJjmvm VieyraNo ratings yet
- Practica 9 Lab de TermoDocument5 pagesPractica 9 Lab de TermoToroNo ratings yet
- Taller 5 Clasificacion de HallazgosDocument2 pagesTaller 5 Clasificacion de HallazgosMarisol Arevalo Morales100% (1)
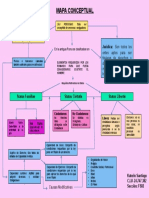
- Mapa ConceptualDocument1 pageMapa ConceptualLorena GalatiNo ratings yet
- Articulo 1374 ExposiciónDocument13 pagesArticulo 1374 ExposiciónNadya Kemberly VELARDE MACHACANo ratings yet
- Generación de Código IntermedioDocument9 pagesGeneración de Código IntermedioWilliam Samuel Vazquez MirandaNo ratings yet
- Estudio Comparativo de Tecnicas de Clasificacion DDocument9 pagesEstudio Comparativo de Tecnicas de Clasificacion DCintia LemNo ratings yet
- Guía N°9 Mat 8°Document3 pagesGuía N°9 Mat 8°mariaNo ratings yet
- Hardy Cross y - RenouardDocument4 pagesHardy Cross y - RenouardAndres Jaimes EscaleraNo ratings yet
- Actividad 1 1er Corte - Algebra LinealDocument34 pagesActividad 1 1er Corte - Algebra LinealKevin Yadir MARTINEZ RAMONNo ratings yet
- Ejemplos Teoria de ColasDocument30 pagesEjemplos Teoria de Colasgregoripari100% (1)
- Pedcti CesarDocument669 pagesPedcti CesarSanchez JhonNo ratings yet
- Finanzas III - InvestigacionDocument30 pagesFinanzas III - Investigacionnelson xarNo ratings yet
- Taller 1 Matematica FinancieraDocument10 pagesTaller 1 Matematica FinancieraWadith Antonio Rojas Cruz100% (3)
- Oportunidades de un ejecutivo en AmazonDocument6 pagesOportunidades de un ejecutivo en Amazonyahiro miguel vera lindaoNo ratings yet