You might also like
- IRENA, Renewable Energy Opportunities For Island Tourism, August 2014Document72 pagesIRENA, Renewable Energy Opportunities For Island Tourism, August 2014Detlef LoyNo ratings yet
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- ISA-106: Using Procedural Automation To Improve Operational EfficiencyDocument35 pagesISA-106: Using Procedural Automation To Improve Operational EfficiencyGlauco SantiagoNo ratings yet
- Bloom BoxDocument23 pagesBloom BoxRaghu BharathulaNo ratings yet
- Reliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986From EverandReliability of Instrumentation Systems for Safeguarding & Control: Proceedings of the IFAC Workshop, Hague, Netherlands, 12-14 May 1986No ratings yet
- Carbon Dioxide Capture and Storage in VaDocument128 pagesCarbon Dioxide Capture and Storage in VatomislavNo ratings yet
- Principles of Desalination (Part B)From EverandPrinciples of Desalination (Part B)K.S. SpieglerNo ratings yet
- Multi-Attribute Decision MakingDocument95 pagesMulti-Attribute Decision Makinghenny_el3306No ratings yet
- 01 - Document Position Document - Tecnologias de FotocatáliseDocument26 pages01 - Document Position Document - Tecnologias de FotocatáliseNelson Antonio De Souza MendesNo ratings yet
- Plant Engineering - Magazine - Jan 2018, Feb 2018 PDFDocument69 pagesPlant Engineering - Magazine - Jan 2018, Feb 2018 PDFVarun KumarNo ratings yet
- Process Control and Industrial Automation Complete Self-Assessment GuideFrom EverandProcess Control and Industrial Automation Complete Self-Assessment GuideNo ratings yet
- Refrigerant SafetyDocument4 pagesRefrigerant SafetyPratikno SajaNo ratings yet
- Simulated Moving Bed Technology: Principles, Design and Process ApplicationsFrom EverandSimulated Moving Bed Technology: Principles, Design and Process ApplicationsNo ratings yet
- PAS Understanding ISA 18.2 PDFDocument9 pagesPAS Understanding ISA 18.2 PDFtriminhdang_phar6701No ratings yet
- Analytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesFrom EverandAnalytical Troubleshooting of Process Machinery and Pressure Vessels: Including Real-World Case StudiesRating: 3 out of 5 stars3/5 (1)
- TA Chemicals Guide en LRDocument24 pagesTA Chemicals Guide en LRYehor HorbatkoNo ratings yet
- NEMA and IEC Terminal MarkingsDocument1 pageNEMA and IEC Terminal MarkingsAlejandro Trejo100% (1)
- Chemical Sensor TechnologyFrom EverandChemical Sensor TechnologyTetsuro SeiyamaNo ratings yet
- CNTR322 - Lab01 - Drawings For Process ControlDocument11 pagesCNTR322 - Lab01 - Drawings For Process ControlDanielWangNo ratings yet
- Jagdish Lal Hydraulic Machines SolutionDocument5 pagesJagdish Lal Hydraulic Machines SolutionRahul Mahela0% (1)
- Specification Aeration BlowerDocument52 pagesSpecification Aeration BlowerPendeta MudaNo ratings yet
- The Oxidation of Hydrocarbons in the Liquid PhaseFrom EverandThe Oxidation of Hydrocarbons in the Liquid PhaseN. M. Emanuel'No ratings yet
- Reconsidering Rotating Biological ContactorsDocument11 pagesReconsidering Rotating Biological ContactorsJohn WellardNo ratings yet
- Design Safer Solids PlantsDocument6 pagesDesign Safer Solids PlantsMattNo ratings yet
- Sub Metering Energy Savings Measurement and VerificationDocument20 pagesSub Metering Energy Savings Measurement and VerificationRegina NgNo ratings yet
- Reliability and Diagnostic Accuracy of 5 Physical Examination Tests and Combination of Tests For Subacromial ImpingementDocument6 pagesReliability and Diagnostic Accuracy of 5 Physical Examination Tests and Combination of Tests For Subacromial ImpingementGiovanniNo ratings yet
- As 2165-1996 Laboratory Glassware - BurettesDocument6 pagesAs 2165-1996 Laboratory Glassware - BurettesSAI Global - APACNo ratings yet
- (2013) The Chemical Composition of Exhausted Coffee Waste - Ind. Prod. Crop.Document8 pages(2013) The Chemical Composition of Exhausted Coffee Waste - Ind. Prod. Crop.April TanjayNo ratings yet
- Fluid Dynamic Examination of Stirred Systems Using COMSOL MultiphysicsDocument9 pagesFluid Dynamic Examination of Stirred Systems Using COMSOL MultiphysicsMina AryaNo ratings yet
- Water Treatment RefDocument35 pagesWater Treatment RefKwang Je LeeNo ratings yet
- Water Wastewater Treatment and Pumping ReportDocument148 pagesWater Wastewater Treatment and Pumping Reportsurreal34No ratings yet
- Peaceful Uses of Nuclear TechnologyDocument11 pagesPeaceful Uses of Nuclear TechnologyStavros PagonidisNo ratings yet
- European Nickel PLCDocument24 pagesEuropean Nickel PLCewin basokeNo ratings yet
- A Comparative Analysis of Renewable Energy Simulation Tools: Performance Simulation Model vs. System OptimizationDocument9 pagesA Comparative Analysis of Renewable Energy Simulation Tools: Performance Simulation Model vs. System Optimizationel_ruso__83No ratings yet
- LCA Final ReportDocument160 pagesLCA Final ReportPintea ClaudiuNo ratings yet
- Energy in BuildingsDocument10 pagesEnergy in BuildingstoxictazNo ratings yet
- TFP910 09 2014Document20 pagesTFP910 09 2014goskleNo ratings yet
- Technical Construction File - User Instructions - EC DoC Explanation 040713Document6 pagesTechnical Construction File - User Instructions - EC DoC Explanation 040713njennsNo ratings yet
- Dokumen - Tips Process Integration and Intensification Saving Energy Water and Resources 58adc6097048aDocument12 pagesDokumen - Tips Process Integration and Intensification Saving Energy Water and Resources 58adc6097048asamandondonNo ratings yet
- SME On Kondapalli ToysDocument55 pagesSME On Kondapalli Toysmanasa vangetiNo ratings yet
- Digital Turbine GovernorDocument5 pagesDigital Turbine GovernorsherryNo ratings yet
- Optimization Raja 2015 PDFDocument46 pagesOptimization Raja 2015 PDFDiego RodriguezNo ratings yet
- Isa 71.03 1995 PDFDocument18 pagesIsa 71.03 1995 PDFQuang Duan NguyenNo ratings yet
- 6826 Gruhn SafetyDocument28 pages6826 Gruhn SafetyvishadkapadiaNo ratings yet
- HOUSEHOLD SOFTENER DenverDocument24 pagesHOUSEHOLD SOFTENER Denverthommcsi2013100% (1)
- Analysis of Soaps - Determination of Glycerol ContentDocument8 pagesAnalysis of Soaps - Determination of Glycerol ContentHasan Zeki BayrakNo ratings yet
- Introduction To Chemical Process DesignDocument45 pagesIntroduction To Chemical Process DesignAhmed AnsariNo ratings yet
- Energy From Waste: Viralkumar Patel B. E. Mechanical, Born For BJPDocument5 pagesEnergy From Waste: Viralkumar Patel B. E. Mechanical, Born For BJPViral PatelNo ratings yet
- Ip ProjectDocument19 pagesIp ProjectSoham JadhavNo ratings yet
- Failure Modes, Effects and Diagnostic Analysis: Project: Digital Output Module Valve DOMV 9478/22-08-51Document20 pagesFailure Modes, Effects and Diagnostic Analysis: Project: Digital Output Module Valve DOMV 9478/22-08-51Radu ScafariuNo ratings yet
- Germantown Water Crisis ReviewDocument26 pagesGermantown Water Crisis ReviewLydian CoombsNo ratings yet
- DbmsDocument34 pagesDbmsAbhinav GuptaNo ratings yet
- Engineering EducationDocument32 pagesEngineering EducationYousef AmerNo ratings yet
- Aether, Electromagnetism and Free EnergyDocument16 pagesAether, Electromagnetism and Free Energyxavier102772100% (1)
- Power Topologies Quick Reference Guide PDFDocument9 pagesPower Topologies Quick Reference Guide PDFbiosbgNo ratings yet
- 04 - Wind Turbine Power, Energy and TorqueDocument54 pages04 - Wind Turbine Power, Energy and Torquebiosbg100% (1)
- A Solar Ammonia Absorption IcemakerDocument4 pagesA Solar Ammonia Absorption IcemakeraamesmNo ratings yet
- Free Energy - Solar, Hhydrogen - h2 HomesystemDocument7 pagesFree Energy - Solar, Hhydrogen - h2 HomesystemMitchNo ratings yet
- (Ebook - Free Energy) - Electricity From The Wind - Assessing Wind Energy PotentialDocument6 pages(Ebook - Free Energy) - Electricity From The Wind - Assessing Wind Energy PotentialtimannokaffNo ratings yet
- Instuctions To Build A Magnet Motor Generator For Under $200Document14 pagesInstuctions To Build A Magnet Motor Generator For Under $200itux89% (9)
- #378 High Voltage Power SupplyDocument12 pages#378 High Voltage Power SupplyMagnus Ewerlöf100% (1)
- Electrical Fantasies With A Tesla Coil - StrandDocument5 pagesElectrical Fantasies With A Tesla Coil - Strandmad10000No ratings yet
- Carbohydrates NotesDocument9 pagesCarbohydrates NotesAshley Saron100% (1)
- NKVE 15-6 Datasheet-9Document1 pageNKVE 15-6 Datasheet-9InácioMendalaNo ratings yet
- SC ISC TrainingDocument45 pagesSC ISC TrainingsuberorrNo ratings yet
- LAS Science7 Q4 MELC 5 Week-4-5Document12 pagesLAS Science7 Q4 MELC 5 Week-4-5John Rey Manolo BaylosisNo ratings yet
- Design Technology HL Paper 1Document13 pagesDesign Technology HL Paper 1zerleneNo ratings yet
- Figure 1: Composite WallDocument2 pagesFigure 1: Composite WallIcy45No ratings yet
- CH 8Document16 pagesCH 8Iratechaos100% (4)
- Very Large Scale Monoclonal Antibody Purification Kelley 2007Document14 pagesVery Large Scale Monoclonal Antibody Purification Kelley 2007dhaya777No ratings yet
- Lubricating Oil AdditivesDocument21 pagesLubricating Oil AdditivesTrần Thùy LinhNo ratings yet
- Buckling of SheetsDocument2 pagesBuckling of SheetsCartoonspreeNo ratings yet
- New Microsoft PowerPoint PresentationDocument13 pagesNew Microsoft PowerPoint PresentationHemarubini RagunathanNo ratings yet
- Geo ss1Document1 pageGeo ss1NachyAloysiusNo ratings yet
- Units in Electricity and MagnetismDocument8 pagesUnits in Electricity and MagnetismnandhakumarmeNo ratings yet
- PSCH 0814 KeyDocument2 pagesPSCH 0814 KeyJan Ira RenolayanNo ratings yet
- A HT1 Solution Tutorial 1 PDFDocument11 pagesA HT1 Solution Tutorial 1 PDFBobby Yusuf Haka100% (1)
- 4ph1 1p Que 20231117Document40 pages4ph1 1p Que 20231117wonbin.nriizeNo ratings yet
- شرح وتدريبات ساينس للصف الرابع الابتدائي لغات - ملزمتيDocument24 pagesشرح وتدريبات ساينس للصف الرابع الابتدائي لغات - ملزمتيDina WaleedNo ratings yet
- GRADES 1 To 12 Daily Lesson LogDocument211 pagesGRADES 1 To 12 Daily Lesson LogMELISSA PANAGANo ratings yet
- DLPFS2Document3 pagesDLPFS2Jessa LingaolingaoNo ratings yet
- My TestDocument8 pagesMy TestkrisnuNo ratings yet
- Prob Thermo chp2Document7 pagesProb Thermo chp2Muhammad FaizanNo ratings yet
- Chemistry Investigatory Project OnDocument15 pagesChemistry Investigatory Project OnjibinNo ratings yet
- P6. Hukum 1 TermodinamikaDocument6 pagesP6. Hukum 1 TermodinamikaAnis AnisaNo ratings yet
- Understanding Waves: Physics Module Form 5 Chapter 1 - Waves GCKL 2010Document29 pagesUnderstanding Waves: Physics Module Form 5 Chapter 1 - Waves GCKL 2010Roy LimNo ratings yet
- Inorganic Biological Molecules - Water 0 MineralsDocument40 pagesInorganic Biological Molecules - Water 0 MineralsjonNo ratings yet
- Science 9 Exemplar-Melc 5Document8 pagesScience 9 Exemplar-Melc 5Thartson Oliveros MagdadaroNo ratings yet
- 2.analysis of Extraction Method For Indigo Dye PDFDocument9 pages2.analysis of Extraction Method For Indigo Dye PDFMagesh kumarNo ratings yet
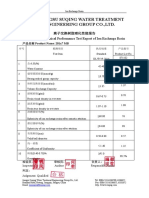
- Physical and Chemical Performance Test Report of Ion Exchange ResinDocument1 pagePhysical and Chemical Performance Test Report of Ion Exchange ResinSuwarnoNo ratings yet
- Assignment 1 - Pressure and TemperatureDocument2 pagesAssignment 1 - Pressure and TemperatureaggyNo ratings yet
- Aspirin Synthesis Lab Report PDFDocument11 pagesAspirin Synthesis Lab Report PDFRobbyNo ratings yet
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Well Integrity for Workovers and RecompletionsFrom EverandWell Integrity for Workovers and RecompletionsRating: 5 out of 5 stars5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbFrom EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Offshore Projects and Engineering ManagementFrom EverandOffshore Projects and Engineering ManagementRating: 5 out of 5 stars5/5 (2)
- The Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesFrom EverandThe Engineer's Guide to Plant Layout and Piping Design for the Oil and Gas IndustriesRating: 4 out of 5 stars4/5 (16)
- Reservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesFrom EverandReservoir Engineering: The Fundamentals, Simulation, and Management of Conventional and Unconventional RecoveriesRating: 5 out of 5 stars5/5 (7)
- Oil: An Overview of the Petroleum IndustryFrom EverandOil: An Overview of the Petroleum IndustryRating: 4.5 out of 5 stars4.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Decommissioning Forecasting and Operating Cost Estimation: Gulf of Mexico Well Trends, Structure Inventory and Forecast ModelsFrom EverandDecommissioning Forecasting and Operating Cost Estimation: Gulf of Mexico Well Trends, Structure Inventory and Forecast ModelsNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Ship and Mobile Offshore Unit Automation: A Practical GuideFrom EverandShip and Mobile Offshore Unit Automation: A Practical GuideNo ratings yet
- Practical Engineering Management of Offshore Oil and Gas PlatformsFrom EverandPractical Engineering Management of Offshore Oil and Gas PlatformsRating: 4 out of 5 stars4/5 (7)
- The Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoFrom EverandThe Offshore Pipeline Construction Industry: Activity Modeling and Cost Estimation in the U.S Gulf of MexicoNo ratings yet