You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Chassis - U240E and U341E Automatic TransaxlesDocument25 pagesChassis - U240E and U341E Automatic TransaxlesManuel Castillo77% (13)
- Present Chiller 2 Log Sheet.....Document1 pagePresent Chiller 2 Log Sheet.....Madan Tiwari100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Supersonic ReviewerDocument36 pagesSupersonic ReviewerBerns Dulam100% (1)
- LRMate200iC Maintenance Manual (B-82585EN02)Document196 pagesLRMate200iC Maintenance Manual (B-82585EN02)sierraprNo ratings yet
- Material Science/Failure Multiple Choice QuestionsDocument3 pagesMaterial Science/Failure Multiple Choice QuestionsTohid AnsariNo ratings yet
- QMB10 Instruction Manual 65003-FA PDFDocument54 pagesQMB10 Instruction Manual 65003-FA PDFfredd100% (1)
- Api 570 - 02 Asme B 31.3Document12 pagesApi 570 - 02 Asme B 31.3Mohammad RawoofNo ratings yet
- ServiceKitsForSPAndAgitators E10046 PDFDocument8 pagesServiceKitsForSPAndAgitators E10046 PDFgilbertogatoNo ratings yet
- 2014 690 SMC R EuDocument248 pages2014 690 SMC R EuJacopo Lo ConteNo ratings yet
- Detailed Lesson Plan in Science 9 Quarter 3Document8 pagesDetailed Lesson Plan in Science 9 Quarter 3shirley cortez91% (11)
- Manual de Partes WB93R-5E0 PDFDocument484 pagesManual de Partes WB93R-5E0 PDFPizarro Andres100% (2)
- Pipe Jacking Machine TS Serie1Document8 pagesPipe Jacking Machine TS Serie1RickyAlvarezNo ratings yet
- Ultrasonic TestingDocument1 pageUltrasonic TestingAkhtarcmti1342No ratings yet
- Visual TestingDocument1 pageVisual TestingAkhtarcmti1342No ratings yet
- Radiographictesting Acceptance Standard Asme Section ViiiDocument1 pageRadiographictesting Acceptance Standard Asme Section ViiiAkhtarcmti1342No ratings yet
- ASME B31.1 (POWER PIPING 1998) : Ultrasonic ExaminationDocument1 pageASME B31.1 (POWER PIPING 1998) : Ultrasonic ExaminationAkhtarcmti1342No ratings yet
- Reinforcement Tables (ASME Sec III)Document2 pagesReinforcement Tables (ASME Sec III)Akhtarcmti1342No ratings yet
- ASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsDocument1 pageASME Section VIII Division 1 Surface Finish of Welds: UW-35 Finished Longitudinal and Circumferntial JointsAkhtarcmti1342No ratings yet
- RADIOGRAPHICTESTINGDocument2 pagesRADIOGRAPHICTESTINGAkhtarcmti1342No ratings yet
- Magnetic Particle ExaminationDocument1 pageMagnetic Particle ExaminationAkhtarcmti1342No ratings yet
- PT - MTDocument1 pagePT - MTAkhtarcmti1342No ratings yet
- Asme B31.1 (Power Piping) : RadiographyDocument1 pageAsme B31.1 (Power Piping) : RadiographyAkhtarcmti1342No ratings yet
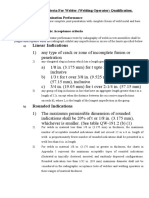
- Acceptance Criteria For WelderDocument3 pagesAcceptance Criteria For WelderAkhtarcmti1342No ratings yet
- 1.TWI Enrolment Form From Rev 21 PDFDocument4 pages1.TWI Enrolment Form From Rev 21 PDFAkhtarcmti1342No ratings yet
- CSWIP 3.1 Model SelfDocument4 pagesCSWIP 3.1 Model SelfAkhtarcmti1342No ratings yet
- Liquid Penetrant ExaminationDocument1 pageLiquid Penetrant ExaminationAkhtarcmti1342No ratings yet
- Welcome To: Training Program On Asme Sec IxDocument31 pagesWelcome To: Training Program On Asme Sec IxAkhtarcmti1342No ratings yet
- Water Piping and Pump Carrier PDFDocument64 pagesWater Piping and Pump Carrier PDFLuciano Ebang100% (1)
- 4 Matter WavesDocument5 pages4 Matter WavesJulian David Henao EscobarNo ratings yet
- A Review of Literature For The Structural Assessment of Mitred Bends PDFDocument20 pagesA Review of Literature For The Structural Assessment of Mitred Bends PDFaemis2010No ratings yet
- 309824-000 2002 - February PDFDocument280 pages309824-000 2002 - February PDFduongpnNo ratings yet
- Silencer Spark Arrestor CatalogueDocument10 pagesSilencer Spark Arrestor CatalogueBasem TamNo ratings yet
- Beaconhouse School System: Diagnostic Test (Grade)Document2 pagesBeaconhouse School System: Diagnostic Test (Grade)Asad ZamanNo ratings yet
- CIE626 Chapter 13 Tuned Mass Dampers Fall 2013Document56 pagesCIE626 Chapter 13 Tuned Mass Dampers Fall 2013prraaddeej chatelNo ratings yet
- Rsmli CH03 GRC Bot 9Document1 pageRsmli CH03 GRC Bot 9Muhammad BilalNo ratings yet
- Characteristics Analysis and Optimization Design of Bridge Crane Based On Improved Particle Swarm Optimization AlgorithmDocument19 pagesCharacteristics Analysis and Optimization Design of Bridge Crane Based On Improved Particle Swarm Optimization AlgorithmGogyNo ratings yet
- Burger 1949Document3 pagesBurger 1949Miroljub MaksimovicNo ratings yet
- Esquema Hidraulico - 320D2 - Uenr3603Document11 pagesEsquema Hidraulico - 320D2 - Uenr3603Oseas BimNo ratings yet
- Problem Set 1.3: C DX X Dy yDocument11 pagesProblem Set 1.3: C DX X Dy yzxcv25824066No ratings yet
- Katalog Parts 2022 PDFDocument14 pagesKatalog Parts 2022 PDFricky tanujayaNo ratings yet
- ChE204 20181HWIIDocument1 pageChE204 20181HWIIGG MMNo ratings yet
- Zinc Clad Duplex Tubing Manufacturing SpecificationDocument44 pagesZinc Clad Duplex Tubing Manufacturing SpecificationJacob PhilipNo ratings yet
- Catalog 2010 RetailDocument13 pagesCatalog 2010 RetailmonibroNo ratings yet
- 737639-34 781328 Speed Sensor Kit Installation Instructions RevE-1Document15 pages737639-34 781328 Speed Sensor Kit Installation Instructions RevE-1Jose DichiaraNo ratings yet
- Me601 HW1Document6 pagesMe601 HW1chinmayNo ratings yet
- HakdogDocument8 pagesHakdogJoice Bundang ManingoNo ratings yet