You might also like
- Flexible Packaging IntroDocument17 pagesFlexible Packaging Introascii02No ratings yet
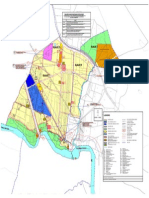
- Wakad New D.P.Document1 pageWakad New D.P.samaro100% (1)
- Barrier Films and Vacuum Insulated Panels for Packaging and ConstructionDocument3 pagesBarrier Films and Vacuum Insulated Panels for Packaging and ConstructionSh Mati ElahiNo ratings yet
- Nucleating Agents: Effects On Processing and PropertiesDocument1 pageNucleating Agents: Effects On Processing and PropertiesSdkmega HhNo ratings yet
- Antistatic AditiviDocument3 pagesAntistatic Aditivigalati12345No ratings yet
- Current Opinion in Colloid & Interface Science: David W. Johnson, Ben P. Dobson, Karl S. ColemanDocument16 pagesCurrent Opinion in Colloid & Interface Science: David W. Johnson, Ben P. Dobson, Karl S. ColemanGreg AtsalakisNo ratings yet
- Anti Static Master BatchesDocument7 pagesAnti Static Master Batchesranganathan_sathishkumarNo ratings yet
- 84075f56 Biodegradable Plastics ReportDocument54 pages84075f56 Biodegradable Plastics ReportAviationNo ratings yet
- Ball-Milling in Liquid Media - Applications To The Preparation of Anodic Materials For Lithium-Ion BatteriesDocument92 pagesBall-Milling in Liquid Media - Applications To The Preparation of Anodic Materials For Lithium-Ion BatteriessegundosoporteNo ratings yet
- A World of Carbon ProductDocument34 pagesA World of Carbon Productabhishek_hegNo ratings yet
- PETG - Filaments - DirectoryDocument1 pagePETG - Filaments - DirectorychaitanyaNo ratings yet
- Biodegradable Polymers For Food Packagin PDFDocument10 pagesBiodegradable Polymers For Food Packagin PDFMirelaNo ratings yet
- Optimum CaCO3 Level for Flexible PU FoamDocument10 pagesOptimum CaCO3 Level for Flexible PU FoamrozichkaNo ratings yet
- Characterization of Polydimethylsiloxane (PDMS) PropertiesDocument13 pagesCharacterization of Polydimethylsiloxane (PDMS) PropertiesEsteban ArayaNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- Properties of Lactic Acid Based Polymers and Their Correlation With CompositionDocument41 pagesProperties of Lactic Acid Based Polymers and Their Correlation With CompositionAero Fortia Natura100% (2)
- USP Glycerin 99 5% PDSDocument2 pagesUSP Glycerin 99 5% PDStomassuquilloNo ratings yet
- Oxobiodegradable Plastic: An Article by Professor Gerald ScottDocument3 pagesOxobiodegradable Plastic: An Article by Professor Gerald ScottherfuentesNo ratings yet
- PVC Technology: Chapter 6Document34 pagesPVC Technology: Chapter 6AndriNo ratings yet
- Novus Dentire LinerDocument2 pagesNovus Dentire LinerLang Dental Manufacturing Co., Inc.No ratings yet
- Nucleating Agents PresentationDocument6 pagesNucleating Agents PresentationkhuelvNo ratings yet
- Oevtusz Otjhiu: Developments in Antibacterial PaperDocument20 pagesOevtusz Otjhiu: Developments in Antibacterial PaperKoyreNo ratings yet
- Adhesive TapeDocument2 pagesAdhesive Tapeglh00No ratings yet
- Parylene Coatings For Enhanced Reliability of Electronics - Semicon Taiwan 2011Document49 pagesParylene Coatings For Enhanced Reliability of Electronics - Semicon Taiwan 2011denghuei100% (1)
- Dupont Teflon Ptfe 3859Document4 pagesDupont Teflon Ptfe 3859hermioneNo ratings yet
- Epoxy - WikipediaDocument11 pagesEpoxy - Wikipediaramthecharm_46098467No ratings yet
- Pluronic PeDocument16 pagesPluronic PeTrev GlasbeyNo ratings yet
- Printing Inks George R. Fuchs PresentationDocument13 pagesPrinting Inks George R. Fuchs Presentationmarwa anwerNo ratings yet
- Sample PreparationDocument2 pagesSample Preparationpramod_kNo ratings yet
- Additives by Herman F Mark.......... Polymer Science Book PartDocument16 pagesAdditives by Herman F Mark.......... Polymer Science Book PartSoumalyaBhowmikNo ratings yet
- Lecture 7 Foam TechnologyDocument31 pagesLecture 7 Foam Technologygauravgarg115No ratings yet
- UV Resident ChemicalDocument28 pagesUV Resident ChemicalNam NguyenNo ratings yet
- Membrane Processes Guide Beer Industry AdvancementsDocument16 pagesMembrane Processes Guide Beer Industry AdvancementsMarina ButuceaNo ratings yet
- Dispercoll C84: CharacterizationDocument3 pagesDispercoll C84: Characterizationmufid_ainunNo ratings yet
- Introduction To PolymersDocument26 pagesIntroduction To PolymersYoong KiaNo ratings yet
- Get AttachmentDocument7 pagesGet AttachmentGaurav PatelNo ratings yet
- Barrier FilmsDocument37 pagesBarrier FilmsJulio GarcíaNo ratings yet
- Nylon 66Document16 pagesNylon 66Senelisile MoyoNo ratings yet
- Global Adhesives and Sealants MarketDocument2 pagesGlobal Adhesives and Sealants MarketMahesh ChaudhariNo ratings yet
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDocument10 pagesOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENANo ratings yet
- Boric Oxide, Boric Acid, and BoratesDocument69 pagesBoric Oxide, Boric Acid, and BoratesGelsemiumElegansNo ratings yet
- Emulsion and Foam IntroductionDocument14 pagesEmulsion and Foam IntroductionJose Fernando Solanilla Duque0% (1)
- Brosch - Biokunststoffe Web v01 - 1 PDFDocument68 pagesBrosch - Biokunststoffe Web v01 - 1 PDFMike AndersonNo ratings yet
- Indian Printing Industry Profile 2010Document36 pagesIndian Printing Industry Profile 2010Anil YadavNo ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- Propylene Glycol Usp-EpDocument4 pagesPropylene Glycol Usp-Epvanhung68No ratings yet
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Effects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFDocument7 pagesEffects of Urea, Borax and Ammonium Chloride On Flame Retarding Properties of Cellulosic Ceiling Board PDFAlexander DeckerNo ratings yet
- Factors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryDocument6 pagesFactors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryO S SELVAKUMARNo ratings yet
- Slip Agents Extended Performance Range For Polyolefin FilmsDocument2 pagesSlip Agents Extended Performance Range For Polyolefin Filmsanti blocking additiveNo ratings yet
- 30 954Document6 pages30 954GhazwanNo ratings yet
- 1058-E2787a Black2Document2 pages1058-E2787a Black2christianNo ratings yet
- Innovation in The Developmenr and Application of Edible CoatingsDocument16 pagesInnovation in The Developmenr and Application of Edible CoatingsChikiriana PerezNo ratings yet
- PolymersDocument92 pagesPolymersShahid MehmudNo ratings yet
- Introduction To Polymer StabilizationDocument59 pagesIntroduction To Polymer Stabilizationvsi100% (1)
- MetallizingDocument26 pagesMetallizingShubham KumarNo ratings yet
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentFrom EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo ratings yet
- Modern Materials: Advances in Development and ApplicationsFrom EverandModern Materials: Advances in Development and ApplicationsNo ratings yet
- Analytical Applications of EDTA and Related Compounds: International Series of Monographs in Analytical ChemistryFrom EverandAnalytical Applications of EDTA and Related Compounds: International Series of Monographs in Analytical ChemistryNo ratings yet
- Rheology V3: Theory and ApplicationsFrom EverandRheology V3: Theory and ApplicationsFrederick EirichNo ratings yet
- The Science of MantrasDocument4 pagesThe Science of Mantrasapi-3851079No ratings yet
- Tuning The Mind PDFDocument18 pagesTuning The Mind PDFMahesh DNo ratings yet
- 4 For Woman Benefits of MinorityDocument60 pages4 For Woman Benefits of MinoritysamaroNo ratings yet
- The Vishnu PuranaDocument59 pagesThe Vishnu PuranaKumar GaneshNo ratings yet
- Vedic Mantras For LifeDocument114 pagesVedic Mantras For Lifeagg24ankit33% (3)
- Guidance To InvestorsDocument2 pagesGuidance To InvestorssamaroNo ratings yet
- FDI in Real EstateDocument10 pagesFDI in Real EstatelykniksNo ratings yet
- RavetDocument1 pageRavetsamaro100% (1)
- DC Rules - OldlimitDocument279 pagesDC Rules - OldlimitMahesh OzardeNo ratings yet
- Brighu Predictions 2000 2050Document10 pagesBrighu Predictions 2000 2050Siddharth Pande100% (1)
- AT2H - Science - VimanasDocument31 pagesAT2H - Science - Vimanasapi-3764210No ratings yet
- Excise How ToDocument19 pagesExcise How TosamaroNo ratings yet