You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Anderson Greenwood Series Series 60 and 80Document59 pagesAnderson Greenwood Series Series 60 and 80Hafzi100% (3)
- 2011 RT7 Urea Melt Pump DamageDocument4 pages2011 RT7 Urea Melt Pump Damagesatya_chagantiNo ratings yet
- Makra Full Reference List - Sotras, Mann, FleetguardDocument29 pagesMakra Full Reference List - Sotras, Mann, FleetguardabvgdzolicNo ratings yet
- REV207 Applications Type of CompressorsDocument86 pagesREV207 Applications Type of CompressorsDaniel Arbeláez100% (1)
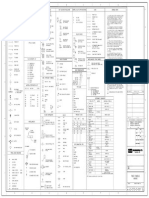
- D-001 Process Systems P&id Legend and SymbolsDocument1 pageD-001 Process Systems P&id Legend and SymbolsAnonymous lswzqloNo ratings yet
- P&ID MiningDocument1 pageP&ID Miningarunkumar23101No ratings yet
- Fundamentals Petroleum Refining CourseDocument32 pagesFundamentals Petroleum Refining Coursecivilmechanic100% (2)
- BNH-171021-OP-PR-003 - R0 - Fire Engine Operation & Fire Fighting ProcedureDocument11 pagesBNH-171021-OP-PR-003 - R0 - Fire Engine Operation & Fire Fighting Procedurehimanshu koleyNo ratings yet
- Cec 107 Practical - Introduction To Fluid MechanicsDocument28 pagesCec 107 Practical - Introduction To Fluid MechanicsVietHungCao100% (1)
- 10TH13F CryocarDocument19 pages10TH13F Cryocarnajan33No ratings yet
- B3501 Piloto PyronicsDocument12 pagesB3501 Piloto Pyronicsjuan manuel chavezNo ratings yet
- Introduction To EOR: Sarfraz Almani (16ME-PET-S09)Document30 pagesIntroduction To EOR: Sarfraz Almani (16ME-PET-S09)Jahanzeb ChannaNo ratings yet
- Chapter 05 - Gas Laws and KMTDocument22 pagesChapter 05 - Gas Laws and KMTmijaggiNo ratings yet
- E RwerewrDocument35 pagesE RwerewrMARK LESTER REALNo ratings yet
- Load Out Sheet-Asset Num 10-26-05 Rev.6Document3 pagesLoad Out Sheet-Asset Num 10-26-05 Rev.6Michael HaiseNo ratings yet
- CNG Refuelling - English Final 100504Document8 pagesCNG Refuelling - English Final 100504Worldwide Equipment SolutionsNo ratings yet
- Introduction To Chemical Process EquipmentDocument24 pagesIntroduction To Chemical Process EquipmentShebnemNo ratings yet
- 2016-S-RPT-000-0001 Rev 1 Fire and Explosion Report 06-12-2012Document21 pages2016-S-RPT-000-0001 Rev 1 Fire and Explosion Report 06-12-2012Basil OguakaNo ratings yet
- Alkylation and Hydrogen ProductionDocument24 pagesAlkylation and Hydrogen Productiondie lutionNo ratings yet
- AGA-3 Orifice - DocDocument4 pagesAGA-3 Orifice - Docsuci wulandariNo ratings yet
- Mae5230 HW1solDocument2 pagesMae5230 HW1solCehanNo ratings yet
- Pressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)Document11 pagesPressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)singhashish35No ratings yet
- Flow Around Bluff BodyDocument4 pagesFlow Around Bluff BodyBalkrishna ChaudharyNo ratings yet
- Z 1 + B'P, Where B' 2.8 10Document5 pagesZ 1 + B'P, Where B' 2.8 10Aman SrivastavaNo ratings yet
- Types of Fluid FlowDocument5 pagesTypes of Fluid FlowkebasaNo ratings yet
- VST Valves Presentation General AADocument46 pagesVST Valves Presentation General AAJaydeep PanchalNo ratings yet
- 200 AREA: OxyhydrochlorinationDocument2 pages200 AREA: OxyhydrochlorinationAnderson de Campos PaimNo ratings yet
- Pre - Assessment (4th Quarter)Document45 pagesPre - Assessment (4th Quarter)Joycel ComiaNo ratings yet
- Product Specification Turbine Gas Meter: General InformationDocument1 pageProduct Specification Turbine Gas Meter: General InformationPiermarco ContrerasNo ratings yet
- Mechanical Datasheet of Black Product (Fuel Oil) Road Tanker Unloading Pump (P-332, P-336)Document4 pagesMechanical Datasheet of Black Product (Fuel Oil) Road Tanker Unloading Pump (P-332, P-336)Gop MangukiyaNo ratings yet
- Item1547-12 1704978609854Document46 pagesItem1547-12 1704978609854Sawan KumarNo ratings yet
- Hydraulics Reviewer For Civil Engineering StudentsDocument2 pagesHydraulics Reviewer For Civil Engineering StudentsKing BangngayNo ratings yet
- MEA - Acid Gas PFDDocument1 pageMEA - Acid Gas PFDshyamNo ratings yet
- Assumptions 1 Steady Operating Conditions Exist. 2 The Mixing Chamber Is Well-Insulated So That Heat LossDocument1 pageAssumptions 1 Steady Operating Conditions Exist. 2 The Mixing Chamber Is Well-Insulated So That Heat LossHafiz Mahar28No ratings yet
- ULSD Production - Improved Feed Stream QualityDocument6 pagesULSD Production - Improved Feed Stream Qualitysaleh4060No ratings yet