You might also like
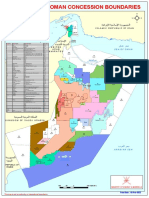
- Oman Concession Map 2023Document1 pageOman Concession Map 2023wellengineer50% (2)
- AISI 1020 Low Carbon/Low Tensile Steel: Element ContentDocument4 pagesAISI 1020 Low Carbon/Low Tensile Steel: Element ContentRatno Wijaya100% (1)
- HighTens EN25Document2 pagesHighTens EN25Annamali Thiayagarajan0% (1)
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyNo ratings yet
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- High Tensile Steel - Aisi 4140Document2 pagesHigh Tensile Steel - Aisi 4140tetirichieNo ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340Arun KumarNo ratings yet
- High Tensile Steel 4340Document2 pagesHigh Tensile Steel 4340CarmenJuliaNo ratings yet
- High Tensile Steel 4140Document2 pagesHigh Tensile Steel 4140Sadullah TaşkınNo ratings yet
- MeduimTens AISI1045Document2 pagesMeduimTens AISI1045Rajesh R RajeshNo ratings yet
- High Tensile Steel 4140Document2 pagesHigh Tensile Steel 4140Lazzarus Az GunawanNo ratings yet
- Medium Tensile Steel A Is I 1045Document2 pagesMedium Tensile Steel A Is I 1045Madhav RajpurohitNo ratings yet
- EN26Document3 pagesEN26Moldoveanu TeodorNo ratings yet
- CaseHard BS970-1955EN36ADocument2 pagesCaseHard BS970-1955EN36AtechzonesNo ratings yet
- AISI 8620 Case HardeningDocument2 pagesAISI 8620 Case HardeningjarnebergNo ratings yet
- 4140 High Tensile SteelDocument3 pages4140 High Tensile SteelJean Paulo SalvatiNo ratings yet
- (17CrNiMo6) 4317 Case Hardening SteelDocument3 pages(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedNo ratings yet
- 1018 Mechanical PropertiesDocument2 pages1018 Mechanical PropertiesjangaswathiNo ratings yet
- Alloy SteelDocument7 pagesAlloy SteelRavinJohnNo ratings yet
- 4140 High Tensile Steel PDFDocument3 pages4140 High Tensile Steel PDFFikri SiplhoNo ratings yet
- Interlloy 440C MartensiticDocument4 pagesInterlloy 440C MartensiticGuillaume BoyerNo ratings yet
- 8620 Case Hardening SteelDocument3 pages8620 Case Hardening Steelkumarsathish2009No ratings yet
- 1.4006 en PDFDocument2 pages1.4006 en PDFdiego.peinado8856No ratings yet
- CaseHard AISI8620Document2 pagesCaseHard AISI8620Anonymous B3I6zYNhqdNo ratings yet
- Duplex Stainless Steel EN 1.4460 PDFDocument2 pagesDuplex Stainless Steel EN 1.4460 PDFtienNo ratings yet
- AISI 440 Martensit PDFDocument4 pagesAISI 440 Martensit PDFJimmyVargasNo ratings yet
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261No ratings yet
- Sus 306 - Aisi 306Document24 pagesSus 306 - Aisi 306Jacob StrifeNo ratings yet
- Case Hardening Steel 18 CR Ni Mo 7Document2 pagesCase Hardening Steel 18 CR Ni Mo 7anu swamiNo ratings yet
- Hoja de Especificaciones Del Acero T-410Document2 pagesHoja de Especificaciones Del Acero T-410cristobal_tl2277No ratings yet
- Chemical CompositionDocument6 pagesChemical CompositionAkbar DarmawansyahNo ratings yet
- SS 1.4122Document2 pagesSS 1.4122Bipin Sadasivan100% (2)
- 431 Stainless SteelDocument2 pages431 Stainless Steeldeden ibnuNo ratings yet
- AISI 1020 Low CarbonLow Tensile SteelDocument3 pagesAISI 1020 Low CarbonLow Tensile SteelNaman TanejaNo ratings yet
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pages1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNo ratings yet
- AISI 1040: Typical AnalysisDocument2 pagesAISI 1040: Typical Analysisho_chauhanNo ratings yet
- Fti Vhssm50 InglesDocument2 pagesFti Vhssm50 InglesAntonio Melgaço da SilvaNo ratings yet
- 1 4122Document1 page1 4122Zeeshan AnwarNo ratings yet
- Case Hardening Steel A Is I 8620Document2 pagesCase Hardening Steel A Is I 8620fahriNo ratings yet
- Stainless Steel Bar 431 Atlas 431: Colour Code: Signal RedDocument3 pagesStainless Steel Bar 431 Atlas 431: Colour Code: Signal RedNitin AggarwalNo ratings yet
- 817m40 PDFDocument4 pages817m40 PDFjeyakumarNo ratings yet
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldNo ratings yet
- MildSteel AISI 1018Document2 pagesMildSteel AISI 1018ramanamurtytv7176No ratings yet
- 420 Martensitic Stainless Steel BarDocument4 pages420 Martensitic Stainless Steel BarAHMED FATHINo ratings yet
- Datasheet Sandvik 12c27 enDocument4 pagesDatasheet Sandvik 12c27 enRizqi D. KurniantoNo ratings yet
- 1020 Bright Carbon Steel Bar 2Document3 pages1020 Bright Carbon Steel Bar 2thyskieNo ratings yet
- Uns s32760Document3 pagesUns s32760NitinNo ratings yet
- PK2SPDocument3 pagesPK2SPEmanuelValenciaHenaoNo ratings yet
- Caracteristicas Do Aço 40CrMnMo7Document2 pagesCaracteristicas Do Aço 40CrMnMo7Gabriel GonçalvesNo ratings yet
- Alloy SteelDocument4 pagesAlloy SteelDalibor CetojevicNo ratings yet
- 316l Austenitic Stainless Steel BarDocument3 pages316l Austenitic Stainless Steel Barதமிழன் இராமசாமிNo ratings yet
- Carpenter Stainless Custom 630 PDFDocument9 pagesCarpenter Stainless Custom 630 PDFGrafton MontgomeryNo ratings yet
- Fiche z38cdv5Document1 pageFiche z38cdv5Emmanuel LAIZETNo ratings yet
- 253 MA-NF AC/DC: Covered ElectrodesDocument1 page253 MA-NF AC/DC: Covered ElectrodesElMacheteDelHuesoNo ratings yet
- Alloy 330 Spec SheetDocument2 pagesAlloy 330 Spec SheetAA.KarandishNo ratings yet
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocument36 pagesRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456No ratings yet
- AISI 4130 Alloy SteelDocument2 pagesAISI 4130 Alloy SteelKandeepanNo ratings yet
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopFrom EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopRating: 4.5 out of 5 stars4.5/5 (2)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)Document29 pages27 Sentences To Transform Your Writing: (Better Than Your English Teacher Could)wellengineerNo ratings yet
- Special - Non STD Product TorquesDocument16 pagesSpecial - Non STD Product TorqueswellengineerNo ratings yet
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet EnglishwellengineerNo ratings yet
- Critical Sour H2S Under Balanced Drilling IRP Enform 6-2004Document244 pagesCritical Sour H2S Under Balanced Drilling IRP Enform 6-2004wellengineerNo ratings yet
- الخطوة الأولى نحو الضوءDocument29 pagesالخطوة الأولى نحو الضوءAhmed Nasr100% (2)