You might also like
- Separation and Purification Technologies in BiorefineriesFrom EverandSeparation and Purification Technologies in BiorefineriesShri RamaswamyNo ratings yet
- Gas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06Document4 pagesGas Filtration Sterile Micro Filtration For Bio Reactors F & S Vol 43, #4, May 06michael_payne3532No ratings yet
- Diafiltration A Fast Efficient Method For Desalting or Buffer Exchange of Biological Samples PDFDocument6 pagesDiafiltration A Fast Efficient Method For Desalting or Buffer Exchange of Biological Samples PDFDario Jose Rincon Garcia100% (1)
- Watson-Marlow Fittings-Gb-04 PDFDocument35 pagesWatson-Marlow Fittings-Gb-04 PDFcalejandrotgNo ratings yet
- Tri-Clamp ConnectionsDocument29 pagesTri-Clamp ConnectionsSidney Rivera100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- AgitatingDocument24 pagesAgitatingBánh Cuốn Tôm ThịtNo ratings yet
- Mixing V3: Theory and PracticeFrom EverandMixing V3: Theory and PracticeVincent W. UhlNo ratings yet
- Simulated Moving Bed Technology: Principles, Design and Process ApplicationsFrom EverandSimulated Moving Bed Technology: Principles, Design and Process ApplicationsNo ratings yet
- Downstream Industrial Biotechnology: Recovery and PurificationFrom EverandDownstream Industrial Biotechnology: Recovery and PurificationNo ratings yet
- Food Processing HandbookFrom EverandFood Processing HandbookJames G. BrennanRating: 4 out of 5 stars4/5 (2)
- Engineering Processes for BioseparationsFrom EverandEngineering Processes for BioseparationsLAURENCE R. WEATHERLEYRating: 4 out of 5 stars4/5 (1)
- How to Optimize Fluid Bed Processing Technology: Part of the Expertise in Pharmaceutical Process Technology SeriesFrom EverandHow to Optimize Fluid Bed Processing Technology: Part of the Expertise in Pharmaceutical Process Technology SeriesNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Proces Equipment Design Guide For FermenDocument23 pagesProces Equipment Design Guide For FermenTheodoros AtheridisNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Mixing V2: Theory and PracticeFrom EverandMixing V2: Theory and PracticeVincent UhlNo ratings yet
- Nutsel Filter Press DataDocument31 pagesNutsel Filter Press DataJay ShethNo ratings yet
- Waste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesFrom EverandWaste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesNo ratings yet
- Spray Drying Technology ReviewDocument46 pagesSpray Drying Technology Reviewedison58No ratings yet
- Crossflow Engineering Handbook S 6026 eDocument61 pagesCrossflow Engineering Handbook S 6026 eKelly Sorany BerríoNo ratings yet
- Atomization For Spray Drying Unanswered Questions and Industrial NeedsDocument6 pagesAtomization For Spray Drying Unanswered Questions and Industrial NeedsNicolas Pardo AlvarezNo ratings yet
- Ionic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesFrom EverandIonic Liquids in Lipid Processing and Analysis: Opportunities and ChallengesXuebing XuNo ratings yet
- Pollution Prevention through Process Integration: Systematic Design ToolsFrom EverandPollution Prevention through Process Integration: Systematic Design ToolsNo ratings yet
- Centrifugal Separations in Molecular and Cell BiologyFrom EverandCentrifugal Separations in Molecular and Cell BiologyG.D. BirnieNo ratings yet
- Properties of Gases, Liquids, and Solutions: Principles and MethodsFrom EverandProperties of Gases, Liquids, and Solutions: Principles and MethodsNo ratings yet
- Advances in Solid–Liquid Flow in Pipes and Its ApplicationFrom EverandAdvances in Solid–Liquid Flow in Pipes and Its ApplicationIraj ZandiRating: 5 out of 5 stars5/5 (2)
- Process Filters EngDocument12 pagesProcess Filters Engmaurozuri100% (1)
- Theory of Particulate Processes: Analysis and Techniques of Continuous CrystallizationFrom EverandTheory of Particulate Processes: Analysis and Techniques of Continuous CrystallizationNo ratings yet
- Vapour–Liquid Equilibrium Data at Normal PressuresFrom EverandVapour–Liquid Equilibrium Data at Normal PressuresRating: 5 out of 5 stars5/5 (1)
- Counter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsFrom EverandCounter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsNo ratings yet
- Biorefineries and Chemical Processes: Design, Integration and Sustainability AnalysisFrom EverandBiorefineries and Chemical Processes: Design, Integration and Sustainability AnalysisNo ratings yet
- Thermodynamics of Phase Equilibria in Food EngineeringFrom EverandThermodynamics of Phase Equilibria in Food EngineeringCamila Gambini PereiraNo ratings yet
- Nano Spray Dryer B-90 - Literature Review and ApplicationsDocument8 pagesNano Spray Dryer B-90 - Literature Review and ApplicationsprinceamitNo ratings yet
- Pilot Plant Scale-Up TechniqueDocument27 pagesPilot Plant Scale-Up TechniqueVidvendu GuptaNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Mag. AgitatorDocument12 pagesMag. AgitatorGanesh.Mahendra100% (1)
- DepVAPOR290409 PDFDocument8 pagesDepVAPOR290409 PDFltrevino100No ratings yet
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984From EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984No ratings yet
- Assignment Fermentation (Agitator)Document8 pagesAssignment Fermentation (Agitator)izzat ezmanNo ratings yet
- SpargerDocument14 pagesSpargerNishevitha GangatharanNo ratings yet
- Mechansims of FiltrationDocument21 pagesMechansims of FiltrationNaubeqNo ratings yet
- Mixing Time DeterminationDocument7 pagesMixing Time Determinationortizan8No ratings yet
- Design Analysis and Scale Up of MixingDocument0 pagesDesign Analysis and Scale Up of MixingAnonymous 1zdRSWskhgNo ratings yet
- Marbett English08 PDFDocument344 pagesMarbett English08 PDFNguyenHuanNo ratings yet
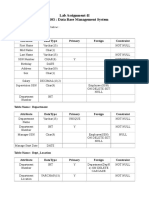
- LabAssignment 2 DBMSDocument5 pagesLabAssignment 2 DBMSAnkit Malviya0% (1)
- Banki Water Turbine Design and Construction ManualDocument65 pagesBanki Water Turbine Design and Construction ManualGreen Action Sustainable Technology Group100% (2)
- Preliminary Estimate No. 1: 480974144Document47 pagesPreliminary Estimate No. 1: 480974144Minh TanNo ratings yet
- NB: Use Only Blue Ink Pen For Preparing Assignment and Case AnalysisDocument9 pagesNB: Use Only Blue Ink Pen For Preparing Assignment and Case AnalysiszodNo ratings yet
- Workflow PDFDocument17 pagesWorkflow PDFFibrin Yang Uelek'sNo ratings yet
- Linear RegressionHandoutDocument13 pagesLinear RegressionHandoutDaniel HorvathNo ratings yet
- Ce Guide Print VersionDocument176 pagesCe Guide Print VersionJason KeeferNo ratings yet
- Pretty Fly For A Wi-Fi BookletDocument40 pagesPretty Fly For A Wi-Fi Bookletchiwi aaaNo ratings yet
- SW Radio PDFDocument5 pagesSW Radio PDFAhmed BoubakerNo ratings yet
- Matlab EXPO 2021Document57 pagesMatlab EXPO 2021trandat9789No ratings yet
- Chapter 13 Managing The Systems Development Life CycleDocument36 pagesChapter 13 Managing The Systems Development Life Cyclekristine mediavilloNo ratings yet
- Column User Guide For Agilent Reversed Phase ColumnDocument84 pagesColumn User Guide For Agilent Reversed Phase ColumnNanank DwiNo ratings yet
- Q02Document41 pagesQ02samy kookaNo ratings yet
- 8510 - LM-80 XLamp XP-G2 Rev 9Document54 pages8510 - LM-80 XLamp XP-G2 Rev 9Amr AbdelmoatamadNo ratings yet
- Nintendo Company Situational Analysis - EditedDocument5 pagesNintendo Company Situational Analysis - EditedLILIAN MWANGINo ratings yet
- Peak Response of Non-Linear Oscillators Under Stationary White NoiseDocument29 pagesPeak Response of Non-Linear Oscillators Under Stationary White NoiseMaximum ChoiceNo ratings yet
- Primeasia UniversityDocument206 pagesPrimeasia UniversityAtik Nayon100% (2)
- Two Ways AnovaDocument67 pagesTwo Ways AnovaQurratul AiniNo ratings yet
- Scott Foresman Everyday Spelling Grade 6 Answers PDFDocument4 pagesScott Foresman Everyday Spelling Grade 6 Answers PDFJoelNo ratings yet
- Baterías 12AVR-145L y 145LLPDocument2 pagesBaterías 12AVR-145L y 145LLPElvis Eliud Hernández100% (1)
- Listening Mock PDFDocument5 pagesListening Mock PDFSalokhiddinNo ratings yet
- Ordering: Carrier Compressor Inspection OfferDocument44 pagesOrdering: Carrier Compressor Inspection OfferIwan HusaeniNo ratings yet
- Financial Markets Meaning, Types and WorkingDocument15 pagesFinancial Markets Meaning, Types and WorkingRainman577100% (1)
- Decision Mathematics 1: SampleDocument38 pagesDecision Mathematics 1: SampleBumblebeeNo ratings yet
- Intersection of PlanesDocument18 pagesIntersection of PlanesEugene SzeNo ratings yet
- Manual VHFUHF FM TransceiverDocument17 pagesManual VHFUHF FM TransceiverMéndez Hernández AlfonsoNo ratings yet
- DissertationDocument53 pagesDissertationshanuNo ratings yet
- Mercedes DTC PDFDocument17 pagesMercedes DTC PDFMaksNo ratings yet
- Compare Genp KLKDocument4 pagesCompare Genp KLKJing Sheng QuakNo ratings yet