You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Completion & Workover.Document9 pagesCompletion & Workover.msu6383No ratings yet
- AutotransformerDocument23 pagesAutotransformerSalman AkhtarNo ratings yet
- Protection of Rotating Machinery: ProblemsDocument3 pagesProtection of Rotating Machinery: Problemsmoses kakwenaNo ratings yet
- 1151 RBDocument54 pages1151 RBManuel A. Silva PainénNo ratings yet
- Class - IX Section-A To E Subject-Work Experience Topic-Electrical Circuit Breaker & ELCBDocument4 pagesClass - IX Section-A To E Subject-Work Experience Topic-Electrical Circuit Breaker & ELCBBirlal SinghNo ratings yet
- Cementing EquipmentDocument12 pagesCementing EquipmentETR0% (1)
- Esquemas Electricos y de Cableado 50260163Document371 pagesEsquemas Electricos y de Cableado 50260163Pedro kNo ratings yet
- 05 A330 Ata 24Document204 pages05 A330 Ata 24Owen100% (4)
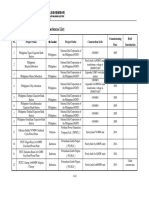
- 1-Attachment 1 Oversea Projects Experience ListDocument2 pages1-Attachment 1 Oversea Projects Experience Listhua tianNo ratings yet
- Industrial Internship ReportDocument62 pagesIndustrial Internship ReportHairi MurNo ratings yet
- Different Scheme: Directional) Earth Fault Relay (Directional / Non Directional)Document9 pagesDifferent Scheme: Directional) Earth Fault Relay (Directional / Non Directional)Saravanan VaradhanNo ratings yet
- 1 - SRP FaultDocument4 pages1 - SRP Faultpurit83No ratings yet
- Transformer ProtectionDocument23 pagesTransformer Protectionsubbu2051100% (2)
- List NEPDocument4 pagesList NEPIlham_lahiya25No ratings yet
- InternshipDocument52 pagesInternshipAishwarya AishuNo ratings yet
- TS0009 - Trench Section AC R04Document1 pageTS0009 - Trench Section AC R04Juan Carlos CastroNo ratings yet
- Residual Voltage Measurement: P&E Center T&i / Nov. 2006 Plan - VRSD MeasurementDocument5 pagesResidual Voltage Measurement: P&E Center T&i / Nov. 2006 Plan - VRSD MeasurementYousefNo ratings yet
- Maintenance of Transformer-Ksk MathDocument14 pagesMaintenance of Transformer-Ksk MathbijoyNo ratings yet
- Final Year Electrical Gss ReportDocument35 pagesFinal Year Electrical Gss ReportRavi Rajpurohit0% (1)
- Form Kill Sheet Well CotrolDocument2 pagesForm Kill Sheet Well CotrolaustiniaNo ratings yet
- Switch Yard Breakers Interconnection Details27714 PDFDocument1 pageSwitch Yard Breakers Interconnection Details27714 PDFAshwinKumar GoswamiNo ratings yet
- Coiled TubingDocument49 pagesCoiled TubingAlisa Petrovici100% (3)
- Micom P140 Series Feeder Management RelaysDocument20 pagesMicom P140 Series Feeder Management Relaysdave chaudhuryNo ratings yet
- Power System Protection: Shoaib Ahmed Shaikh Lecturer (EE) Sukkur IBA UniversityDocument92 pagesPower System Protection: Shoaib Ahmed Shaikh Lecturer (EE) Sukkur IBA UniversitySagar Ali100% (2)
- P141 - Test ReportDocument3 pagesP141 - Test ReportsravankotlasNo ratings yet
- Imp001921 NPG Code of Practice On FusingDocument52 pagesImp001921 NPG Code of Practice On FusingChris ParkinsonNo ratings yet
- Model Questions of SWITCHGEAR & PROTECTIONDocument2 pagesModel Questions of SWITCHGEAR & PROTECTIONSaroj kumar BiswasNo ratings yet
- Switchgear and Motor Control CentreDocument11 pagesSwitchgear and Motor Control CentreAde PramonoNo ratings yet
- Actm Volume-Ii Part-I November-2022Document284 pagesActm Volume-Ii Part-I November-2022Sindhuja SharavanNo ratings yet
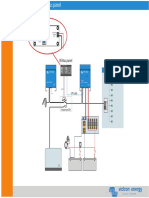
- WD - Wiring Diagram For A VE Bus PanelDocument1 pageWD - Wiring Diagram For A VE Bus PanelTOTONo ratings yet