You might also like
- (Aberdeen Group) Spend Analysis - The Nexus of Spend Management by Constantine G. Limberakis, November 2011 PDFDocument22 pages(Aberdeen Group) Spend Analysis - The Nexus of Spend Management by Constantine G. Limberakis, November 2011 PDFgong688665No ratings yet
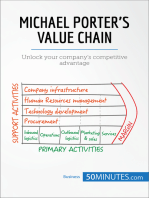
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- A Study Of Performance Measurement In The Outsourcing DecisionFrom EverandA Study Of Performance Measurement In The Outsourcing DecisionNo ratings yet
- Benchmarking: Navigation Search Improve This Article Talk PageDocument11 pagesBenchmarking: Navigation Search Improve This Article Talk PagePrasenjit SakyaNo ratings yet
- Bench Marking Is The Process of Comparing OneDocument7 pagesBench Marking Is The Process of Comparing OneVinitha JoseNo ratings yet
- Benchmarking Benchmarking Is The Process of Comparing One's Business Processes andDocument11 pagesBenchmarking Benchmarking Is The Process of Comparing One's Business Processes andNithish PujariNo ratings yet
- Best Practices of DellDocument11 pagesBest Practices of Dellnavreen12345No ratings yet
- Benchmarking Is The Process of Comparing One's Business Processes and Performance Metrics ToDocument9 pagesBenchmarking Is The Process of Comparing One's Business Processes and Performance Metrics ToatetejNo ratings yet
- TQM Final Exam-Benchmarking&tqmDocument23 pagesTQM Final Exam-Benchmarking&tqmMohamed EhabNo ratings yet
- Bench Marking Is The Process of Comparing OneDocument5 pagesBench Marking Is The Process of Comparing OneVinit SukuNo ratings yet
- 3 R's of SCDocument5 pages3 R's of SCatishdkNo ratings yet
- SCM Unit-4 WordDocument9 pagesSCM Unit-4 WordNeelam YadavNo ratings yet
- Benchmarking Definition and HistoryDocument7 pagesBenchmarking Definition and HistoryMichelle Mc IntyreNo ratings yet
- Article - Benchmarking IntroDocument5 pagesArticle - Benchmarking Introkary290790No ratings yet
- Bench Marking of ITES Module - 1Document14 pagesBench Marking of ITES Module - 1nm008No ratings yet
- A Project On Shoppers Stop Ltd.Document43 pagesA Project On Shoppers Stop Ltd.NARENz83% (6)
- Assignment-I: Apparel Quality Management-Ii Topic: BenchmarkingDocument9 pagesAssignment-I: Apparel Quality Management-Ii Topic: BenchmarkingMaya NmNo ratings yet
- Indstrial Quality Control: BenchmarkingDocument17 pagesIndstrial Quality Control: BenchmarkingNavjot SinghNo ratings yet
- Benchmarking - Wikipedia PDFDocument31 pagesBenchmarking - Wikipedia PDFMd Zakir HussainNo ratings yet
- 2022hb79036 Ass-1Document17 pages2022hb79036 Ass-1pandiyarajan NNo ratings yet
- Bench MarkingDocument23 pagesBench MarkingHarsh ThakurNo ratings yet
- Onsiderations Enchmarking: C C I P P S E EDocument39 pagesOnsiderations Enchmarking: C C I P P S E EpkguptaqaqcNo ratings yet
- Benchmarking Uk TunnellingDocument8 pagesBenchmarking Uk TunnellingvibhavNo ratings yet
- Case Study Analysis XeroxDocument8 pagesCase Study Analysis XeroxJeramie AlagNo ratings yet
- Useful Benchmarking Techniques in ComputerDocument5 pagesUseful Benchmarking Techniques in Computerraihan153No ratings yet
- Benchmarking PDFDocument3 pagesBenchmarking PDFuday raj ranaNo ratings yet
- MBR ProposalDocument11 pagesMBR ProposalAaish MalikNo ratings yet
- Module 1, Lesson 1 - Notes INTRODUCTION TO OPERATIONS MANAGEMENTDocument14 pagesModule 1, Lesson 1 - Notes INTRODUCTION TO OPERATIONS MANAGEMENTGlaziel Anne GerapatNo ratings yet
- Benchmarking Supply ChainDocument8 pagesBenchmarking Supply ChainsanoNo ratings yet
- GW 1Document15 pagesGW 1m. akshathaNo ratings yet
- Supplied ChainDocument81 pagesSupplied ChainEslam A. FahmyNo ratings yet
- Understand What Is A Benchmark and How It Is UsedDocument8 pagesUnderstand What Is A Benchmark and How It Is UsedSharah Del Tabudlong TudeNo ratings yet
- Benchmarking Is An Essential Part of TQM For Continuous ImprovementDocument46 pagesBenchmarking Is An Essential Part of TQM For Continuous Improvementwaqasrashid75No ratings yet
- PQMDocument5 pagesPQMRahul SoniNo ratings yet
- Rift Valley UniversityDocument8 pagesRift Valley UniversityLily Eudaimonia SolomonNo ratings yet
- BanchMarking STM M-4Document47 pagesBanchMarking STM M-4Nitin KumarNo ratings yet
- Intial Information Report (Financial Analysis)Document13 pagesIntial Information Report (Financial Analysis)NiveditaSnehiNo ratings yet
- What To Benchmark - A Systematic Approach and CasesDocument12 pagesWhat To Benchmark - A Systematic Approach and CasesJorsant EdNo ratings yet
- The Steps Towards Customer Satisfaction in The Automotive IndustryDocument17 pagesThe Steps Towards Customer Satisfaction in The Automotive IndustrykaiserousterNo ratings yet
- Benchmarking: Why We Need BenchmarkingDocument5 pagesBenchmarking: Why We Need BenchmarkingPeela NaveenNo ratings yet
- New PDD 4Document27 pagesNew PDD 4Anand KesarkarNo ratings yet
- Bench MarkingDocument70 pagesBench MarkingCarlos FernandezNo ratings yet
- ProductionDocument17 pagesProductionsmsmbaNo ratings yet
- Development of An Intelligent Decision Support System For Benchmarking Assessment of Business PartnersDocument20 pagesDevelopment of An Intelligent Decision Support System For Benchmarking Assessment of Business PartnersSalmanyousafbandeshaNo ratings yet
- Supply Chain Management Systems of Square Pharmaceuticals LTDDocument33 pagesSupply Chain Management Systems of Square Pharmaceuticals LTDAminul Islam 2016209690No ratings yet
- Business Benchmarking: Semi-FinalDocument19 pagesBusiness Benchmarking: Semi-FinalChristen Honely DadangNo ratings yet
- Industry and Competitive AnalysisDocument24 pagesIndustry and Competitive AnalysisAbdelaziz MuhamadNo ratings yet
- Benchmarking 2Document11 pagesBenchmarking 2Muhammad AhmadNo ratings yet
- PDCA - Appendix CDocument20 pagesPDCA - Appendix CsamebcNo ratings yet
- Bench MarkingDocument2 pagesBench MarkingDavid SelvaNo ratings yet
- 1 BenchmarkingDocument6 pages1 BenchmarkingTiwaan02No ratings yet
- Benchmarking: What It Is, What It Isn'tDocument6 pagesBenchmarking: What It Is, What It Isn'tSatya KumarNo ratings yet
- 2.purchasing Tools and TechniquesPPTDocument40 pages2.purchasing Tools and TechniquesPPTFauzanNo ratings yet
- Oil & Gas Supply Chain - Key FindingsDocument18 pagesOil & Gas Supply Chain - Key FindingsAchu F AchamNo ratings yet
- Benchmarking Is The Process of Comparing One's Business Processes and PerformanceDocument4 pagesBenchmarking Is The Process of Comparing One's Business Processes and PerformanceSonia SharmaNo ratings yet
- Process View of Supply ChainDocument4 pagesProcess View of Supply ChainArchana Tiwari100% (1)
- Term Report Trends in Operation ManagementDocument11 pagesTerm Report Trends in Operation ManagementAhsan SaeedNo ratings yet
- Bench Marking OneDocument3 pagesBench Marking OnenikhilNo ratings yet
- Benchmarking for Businesses: Measure and improve your company's performanceFrom EverandBenchmarking for Businesses: Measure and improve your company's performanceNo ratings yet