You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- MS5001 PA Complete Maintenance MANUALDocument989 pagesMS5001 PA Complete Maintenance MANUALarabi222295% (59)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PIPESIM FundamentalsDocument206 pagesPIPESIM FundamentalsphantanthanhNo ratings yet
- GE - 3620 Heavy Duty GT PDFDocument56 pagesGE - 3620 Heavy Duty GT PDFMohsinNo ratings yet
- 08h1014 Sap 1062570 Pdvsa - Wh66 - New ManualDocument226 pages08h1014 Sap 1062570 Pdvsa - Wh66 - New ManualLenin Marcel Fajardo Almeida0% (1)
- Tech TrainingDocument36 pagesTech Traininghussein javan100% (3)
- Cyclone Performance and DesignDocument23 pagesCyclone Performance and DesignpsycopaulNo ratings yet
- About Fieldwire: Company Fact SheetDocument2 pagesAbout Fieldwire: Company Fact SheetpsycopaulNo ratings yet
- Overfill White PaperDocument48 pagesOverfill White PaperpsycopaulNo ratings yet
- BLOWDOWN Webinar Presentation PDFDocument47 pagesBLOWDOWN Webinar Presentation PDFpsycopaulNo ratings yet
- Zwick Whitepaper 2 PDFDocument9 pagesZwick Whitepaper 2 PDFpsycopaulNo ratings yet
- Handbook PentairDocument233 pagesHandbook PentairpsycopaulNo ratings yet
- Chemical Engineering April 2015Document86 pagesChemical Engineering April 2015XuanTung0% (1)
- PFD&PID With AUtoCAD P&ID PDFDocument7 pagesPFD&PID With AUtoCAD P&ID PDFihllhmNo ratings yet
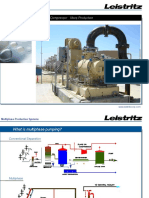
- Leistritz Multiphase Pumping SystemDocument30 pagesLeistritz Multiphase Pumping SystempsycopaulNo ratings yet
- Techical Emerson - PCV SizingDocument21 pagesTechical Emerson - PCV SizingpsycopaulNo ratings yet
- Engineering Standards: Enron Gas Pipeline Composite Index GroupDocument1 pageEngineering Standards: Enron Gas Pipeline Composite Index GrouppsycopaulNo ratings yet
- Compresor Thomas PDFDocument4 pagesCompresor Thomas PDFpsycopaulNo ratings yet
- CEP - Industrial Scale Flare TestingDocument5 pagesCEP - Industrial Scale Flare TestingpsycopaulNo ratings yet
- Assignment 2 SolutionDocument31 pagesAssignment 2 SolutionSirish Chand Putla0% (1)
- Air CompressorDocument21 pagesAir CompressorAjayNo ratings yet
- Bluebox Omega V 2001-LC 44.2Document65 pagesBluebox Omega V 2001-LC 44.2Baltik2672100% (1)
- Steam TurbinesDocument45 pagesSteam TurbinesFadoooll100% (2)
- Ash Handling SystemDocument26 pagesAsh Handling SystemAnku PandeyNo ratings yet
- Mechanical Engineering Syllabus Kurukshetra UniversityDocument9 pagesMechanical Engineering Syllabus Kurukshetra UniversityjasvindersinghsagguNo ratings yet
- Commissioning CoordinationDocument65 pagesCommissioning CoordinationMaria Gonzalez100% (1)
- T23195-201-Royce N Brown PDFDocument8 pagesT23195-201-Royce N Brown PDFAnonymous dGzE1FUSTLNo ratings yet
- CyclePad Help SystemDocument97 pagesCyclePad Help SystemlakakakakakakakkakaNo ratings yet
- T5Document8 pagesT5elok2411No ratings yet
- Alcorcon Fluid Machineries ReviewerDocument14 pagesAlcorcon Fluid Machineries Revieweresto_domingo100% (1)
- Equipment Costing SizingDocument108 pagesEquipment Costing Sizingjk100% (1)
- Aircraft ECS PDFDocument26 pagesAircraft ECS PDFrmdeca100% (1)
- 1.turbo FundamentalsDocument35 pages1.turbo Fundamentalsshubhaastro282750% (2)
- Circulating Heat Pump Water Heater Versati (Air To Water Heat Pump)Document10 pagesCirculating Heat Pump Water Heater Versati (Air To Water Heat Pump)blmasinaNo ratings yet
- Second Law of ThermodynamicsDocument21 pagesSecond Law of ThermodynamicsVaibhav Vithoba NaikNo ratings yet
- ReviewerDocument30 pagesReviewerAriel Mark PilotinNo ratings yet
- Tutorial Guide AutoGrid 82 1 Advanced-Acrov5Document160 pagesTutorial Guide AutoGrid 82 1 Advanced-Acrov5Vladimir Fesenko33% (3)
- Vignesh Nathan 1604/products: Cook Compression NewsDocument5 pagesVignesh Nathan 1604/products: Cook Compression NewsshunmugathasonNo ratings yet
- GT Trips List Generic PDFDocument13 pagesGT Trips List Generic PDFHassanSaidi100% (1)
- The Diaphragm PumpDocument52 pagesThe Diaphragm PumpWon-young Seo0% (1)
- FlowmasterDocument16 pagesFlowmasterkimseonho100% (1)
- Quincy QRNG Owners ManualDocument29 pagesQuincy QRNG Owners ManualNelson OrconNo ratings yet
- Design: Jet EngineDocument8 pagesDesign: Jet EngineMichelle RobertsNo ratings yet
- PCU0610A - Chiller (Small)Document16 pagesPCU0610A - Chiller (Small)jeromeduytscheNo ratings yet
- Filtration Products (Compressed Air)Document196 pagesFiltration Products (Compressed Air)Robert Cid de LeonNo ratings yet