You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Sandler ThermodynamicsDocument5 pagesSandler Thermodynamicsanand singh0% (12)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
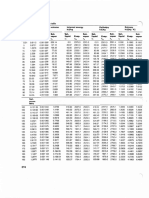
- Steam TableDocument6 pagesSteam Tablexian_putraNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Thermodynamics (Prausnitz) Manual SolutionDocument195 pagesThermodynamics (Prausnitz) Manual SolutionColin Zhang78% (9)
- API Co2 ReportDocument63 pagesAPI Co2 Reportsimonlopez2012No ratings yet
- Soy Candle ModuleDocument17 pagesSoy Candle ModuleCla Rence0% (2)
- Discover Haxeflixel FullDocument182 pagesDiscover Haxeflixel FullKristian Macanga100% (3)
- TensoresDocument40 pagesTensoresMateus Corato Zanarella100% (1)
- Thesis GuidelinesDocument1 pageThesis Guidelinesanand singhNo ratings yet
- Specimen Copy For M.Tech Admission Interview Call Letter (For TA/TAP/RA/RAP/SW/IS/PS/IIT B.Tech. Categories)Document1 pageSpecimen Copy For M.Tech Admission Interview Call Letter (For TA/TAP/RA/RAP/SW/IS/PS/IIT B.Tech. Categories)anand singhNo ratings yet
- Vectors Tensors 14 Tensor CalculusDocument9 pagesVectors Tensors 14 Tensor Calculusanand singhNo ratings yet
- Tstubvox5bglkkn0o2l0a B Regis CardDocument1 pageTstubvox5bglkkn0o2l0a B Regis Cardanand singhNo ratings yet
- Tensor ProdDocument52 pagesTensor Prodanand singhNo ratings yet
- Supercritical Fluids Supercritical Fluid Extraction : SCF SFEDocument11 pagesSupercritical Fluids Supercritical Fluid Extraction : SCF SFEanand singhNo ratings yet
- Schedule M Tech 201512 MarchDocument3 pagesSchedule M Tech 201512 Marchanand singhNo ratings yet
- SaturatedWaterTables T&PDocument4 pagesSaturatedWaterTables T&Panand singhNo ratings yet
- Schedule PRDocument33 pagesSchedule PRanand singhNo ratings yet
- Supercritical Fluid Extraction of Ethanol From Aqueous SolutionsDocument11 pagesSupercritical Fluid Extraction of Ethanol From Aqueous SolutionsPedro LisboaNo ratings yet
- Revised Vacancy DetailsDocument1 pageRevised Vacancy Detailsanand singhNo ratings yet
- Mass Balance Over ReactorsDocument161 pagesMass Balance Over ReactorsHodi Al-harthiNo ratings yet
- R-Standard Enthalpy of FormationDocument2 pagesR-Standard Enthalpy of FormationS.P.No ratings yet
- Polymer Blends and Composites From Renewable ResourcesDocument27 pagesPolymer Blends and Composites From Renewable Resourcesمحمد طاهرNo ratings yet
- Bihar Gramin Bank Bihar Gramin Bank: Challan Form-01 (Cash Voucher) Challan Form - 01 (Cash Voucher)Document1 pageBihar Gramin Bank Bihar Gramin Bank: Challan Form-01 (Cash Voucher) Challan Form - 01 (Cash Voucher)anand singhNo ratings yet
- Rashant Umar Hattacharya: Date of Birth and Place Residence Address Academic QualificationsDocument42 pagesRashant Umar Hattacharya: Date of Birth and Place Residence Address Academic Qualificationsanand singhNo ratings yet
- Bihar PG15 ProspectusDocument37 pagesBihar PG15 ProspectusDrashua AshuaNo ratings yet
- Procedures Determinations and Practice NotesDocument266 pagesProcedures Determinations and Practice Notesanand singhNo ratings yet
- General Studies IDocument48 pagesGeneral Studies IAbhishekDashNo ratings yet
- Problems AnswersDocument15 pagesProblems Answersanand singhNo ratings yet
- General Studies-II Series A KPSCDocument48 pagesGeneral Studies-II Series A KPSCSubhashini RajshekarNo ratings yet
- Prs 1201 KeyDocument2 pagesPrs 1201 Keyanand singhNo ratings yet
- Pol.J.environ - stud.Vol.22.No.1.205 211Document8 pagesPol.J.environ - stud.Vol.22.No.1.205 211anand singhNo ratings yet
- Pgmanual 05jan2015Document33 pagesPgmanual 05jan2015Tabish HaqNo ratings yet
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004No ratings yet
- Solvents and Their Nomenclauture PDFDocument10 pagesSolvents and Their Nomenclauture PDFAashish GauravNo ratings yet
- 5442 - FVRDocument100 pages5442 - FVRKrishna Chaitanya DeepalaNo ratings yet
- Modern Coating Additives for SustainabilityDocument8 pagesModern Coating Additives for Sustainabilitynano100% (1)
- TBelt - 02Document46 pagesTBelt - 02prasanthme34No ratings yet
- Decentralization in the Philippines: A Review of Fiscal, Political and Service Delivery AspectsDocument13 pagesDecentralization in the Philippines: A Review of Fiscal, Political and Service Delivery AspectsDaniel Paulo MangampatNo ratings yet
- AICTE NoticeDocument1 pageAICTE NoticeThe WireNo ratings yet
- Unbalanced Dynamic Microphone Pre-AmpDocument1 pageUnbalanced Dynamic Microphone Pre-AmpAhmad FauziNo ratings yet
- User Manual Rish Insu 10Document10 pagesUser Manual Rish Insu 10Manoj TyagiNo ratings yet
- Office & Branches: Head Office PT Indosat Mega Media (IM2)Document4 pagesOffice & Branches: Head Office PT Indosat Mega Media (IM2)satriamesumNo ratings yet
- Mobile Banking Prospects Problems BangladeshDocument20 pagesMobile Banking Prospects Problems BangladeshabrarNo ratings yet
- Power Solutions GuideDocument60 pagesPower Solutions Guidetheodoiq100% (1)
- Altair Flow Simulator 2021.2 Release Notes HighlightsDocument4 pagesAltair Flow Simulator 2021.2 Release Notes HighlightsOliver RailaNo ratings yet
- Modified Variable Neighborhood Search Algorithm For Maximum Power Point Tracking in PV Systems Under Partial Shading ConditionsDocument8 pagesModified Variable Neighborhood Search Algorithm For Maximum Power Point Tracking in PV Systems Under Partial Shading ConditionsTELKOMNIKANo ratings yet
- Objective: Ofdm ModulationDocument10 pagesObjective: Ofdm ModulationxxNo ratings yet
- HyungJae Yang Sound Water EnvironmentDocument25 pagesHyungJae Yang Sound Water EnvironmentPepeNo ratings yet
- BIM Implementation - Brenner Base Tunnel ProjectDocument10 pagesBIM Implementation - Brenner Base Tunnel ProjectHichemNo ratings yet
- Stolle Cupping Systems: ConnectingDocument2 pagesStolle Cupping Systems: ConnectingHieu NguyenNo ratings yet
- English Letter WritingDocument2 pagesEnglish Letter WritingSundarNo ratings yet
- Class 11 Accountancy Part 2Document288 pagesClass 11 Accountancy Part 2Pyngs Ronra ShimrayNo ratings yet
- Evolution of Highrise Buildings: Architectural Design - 7 SEMDocument41 pagesEvolution of Highrise Buildings: Architectural Design - 7 SEMVismithaNo ratings yet
- A Geometric Method For Kinematics of Delta Robot and Its Path Tracking Control PDFDocument6 pagesA Geometric Method For Kinematics of Delta Robot and Its Path Tracking Control PDFJameszouqunNo ratings yet
- SpirentAutomotiveLV124 LV148VDocument38 pagesSpirentAutomotiveLV124 LV148VNiculcea Cristin100% (3)
- Seatwork 12 Analysis of Variance ANOVA Simple Linear RegressionDocument17 pagesSeatwork 12 Analysis of Variance ANOVA Simple Linear RegressionDanrey PasiliaoNo ratings yet
- A Hacker ProfileDocument2 pagesA Hacker ProfileSibidharan NandhakumarNo ratings yet
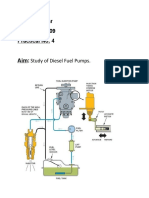
- Study of Diesel Fuel Pumps ComponentsDocument6 pagesStudy of Diesel Fuel Pumps ComponentsPro GamerssNo ratings yet
- Home Work Chapter 1 To 12Document50 pagesHome Work Chapter 1 To 12Haha JohnNgNo ratings yet
- File 5119 PDFDocument5 pagesFile 5119 PDFIsabele LavadoNo ratings yet