You might also like
- 3 Supply Chain Management HomeworkDocument51 pages3 Supply Chain Management HomeworkRhys SinclairNo ratings yet
- Designing and Managing Integrated Marketing ChannelsDocument15 pagesDesigning and Managing Integrated Marketing ChannelsSiddharth SetiaNo ratings yet
- Introduction To Materials Management BookDocument2 pagesIntroduction To Materials Management Bookka5227No ratings yet
- Team B 1 Consumer Behavior Case HimalayaDocument30 pagesTeam B 1 Consumer Behavior Case HimalayaErlita KusumaNo ratings yet
- Solution Proposed by CVSDocument2 pagesSolution Proposed by CVSArjun VikasNo ratings yet
- DsvesrvceswcdsacDocument1 pageDsvesrvceswcdsacBagasNo ratings yet
- Case 1 - TQMDocument8 pagesCase 1 - TQMladdooparmarNo ratings yet
- Vendor Managed Inventory FMCG SectorDocument5 pagesVendor Managed Inventory FMCG SectorAjay Sharma0% (1)
- Supply Chain AssignmentDocument29 pagesSupply Chain AssignmentHisham JackNo ratings yet
- The+Five+M of AdvertisingDocument10 pagesThe+Five+M of AdvertisingSafwat ZargarNo ratings yet
- Chapter 7 Section 9 AnswersDocument7 pagesChapter 7 Section 9 Answersjohn brownNo ratings yet
- Case Study 1: E-Procurement at IBM: Answer The Questions (A)Document5 pagesCase Study 1: E-Procurement at IBM: Answer The Questions (A)Zannatun NayeemNo ratings yet
- L5 SupplyContracts UpdatedDocument44 pagesL5 SupplyContracts Updatedkit_mak_5No ratings yet
- Practice Problem 1 - Max's Slice Problem - Week 4 Practice Problems - CTLDocument5 pagesPractice Problem 1 - Max's Slice Problem - Week 4 Practice Problems - CTLSrinivasa RaghavanNo ratings yet
- Ch07 Circuit Board FabricatorsDocument3 pagesCh07 Circuit Board FabricatorsBagus KrisviandikNo ratings yet
- Case Study Vendor Managed InventoryDocument9 pagesCase Study Vendor Managed InventoryNaveen BabuNo ratings yet
- History of Push and Pull Inventory PhillosophiesDocument6 pagesHistory of Push and Pull Inventory PhillosophiesRishaana SaranganNo ratings yet
- Case Study: Zara: Question 1: Would Zara's Model Work For Other Retailers? Why or Why Not?Document1 pageCase Study: Zara: Question 1: Would Zara's Model Work For Other Retailers? Why or Why Not?Cầm Ngô PhụngNo ratings yet
- Supply Chain Risk Management Concept... Presentation 2nd SemDocument29 pagesSupply Chain Risk Management Concept... Presentation 2nd SemIsaac Tetteh CharnorNo ratings yet
- Walmart Using The Value Chain and Competitive Forces ModelsDocument2 pagesWalmart Using The Value Chain and Competitive Forces ModelsNguyễn QuỳnhNo ratings yet
- CASE Swimsuit ProductionDocument6 pagesCASE Swimsuit ProductionJovanny2014No ratings yet
- All ChaptersDocument612 pagesAll ChaptersMarco ChanNo ratings yet
- In Not More Than 20 Words)Document7 pagesIn Not More Than 20 Words)Shyaan MughalNo ratings yet
- Kelompok C - Case HimalayaDocument40 pagesKelompok C - Case HimalayaErlita Kusuma100% (1)
- Meditech Surgical CaseDocument1 pageMeditech Surgical Casemoonlit28No ratings yet
- Elevator Case Study PDFDocument26 pagesElevator Case Study PDFDivyaNo ratings yet
- MA JambalinoDocument16 pagesMA Jambalinovaibhav guptaNo ratings yet
- HP - Supplying The DeskJet Printer in EuropeDocument4 pagesHP - Supplying The DeskJet Printer in Europeroberto0% (1)
- SCM of Samsung ElectronicsDocument20 pagesSCM of Samsung ElectronicsĐinh Công Thành100% (1)
- August in em EdDocument10 pagesAugust in em Edharsimran52No ratings yet
- Cutco Case Analysis QuestionsDocument4 pagesCutco Case Analysis QuestionshssyanNo ratings yet
- Unit 2 L2 Network DesignDocument23 pagesUnit 2 L2 Network DesignJUILI dharmadhikariNo ratings yet
- Capital Structure: Limits To The Use of DebtDocument24 pagesCapital Structure: Limits To The Use of Debtari kristiadiNo ratings yet
- E - Procurement Platforms & IBM Case StudyDocument4 pagesE - Procurement Platforms & IBM Case StudyVaishali Sonare50% (2)
- Inventory ControlDocument41 pagesInventory ControlantoniobhNo ratings yet
- Zara Case PresentationDocument50 pagesZara Case PresentationFahlevi Dzulfikar100% (1)
- 3 Supply Chain ManagementDocument9 pages3 Supply Chain ManagementkarimakkiNo ratings yet
- Strategic Capacity Management: Discussion QuestionsDocument11 pagesStrategic Capacity Management: Discussion QuestionsTTNo ratings yet
- CH07 Assessment PreparationDocument13 pagesCH07 Assessment PreparationEthan RuppNo ratings yet
- Marketing, Production & Business Analytics Functions of WalmartDocument15 pagesMarketing, Production & Business Analytics Functions of WalmartJay PrajapatiNo ratings yet
- Syincicate 2 - 48ADocument3 pagesSyincicate 2 - 48AHenny ZahranyNo ratings yet
- Introduction Dr. BeckettDocument5 pagesIntroduction Dr. BeckettThu Hương LêNo ratings yet
- Ifm GR.5 CH.7Document8 pagesIfm GR.5 CH.7Nguyễn LâmNo ratings yet
- INDE7390 Case13Document1 pageINDE7390 Case13chuczyNo ratings yet
- Heizer 13 Aggregate Planning 2016Document59 pagesHeizer 13 Aggregate Planning 2016Saskia Asyari100% (1)
- The Fundamentals of CostingDocument4 pagesThe Fundamentals of CostingAkash KhanNo ratings yet
- Types of Production SystemsDocument26 pagesTypes of Production SystemsAjinkya_Bhat_5012100% (5)
- Coyle Chapter 8 Order Management & CustomerDocument57 pagesCoyle Chapter 8 Order Management & CustomerBilalPervezNo ratings yet
- IV Sem MBA - TM - Supply Chain Management Model Paper 2013Document2 pagesIV Sem MBA - TM - Supply Chain Management Model Paper 2013vikramvsu0% (1)
- Case Study - ALDI & HomePlusDocument3 pagesCase Study - ALDI & HomePlusgiemansitNo ratings yet
- Gas or Grouse AnswersDocument2 pagesGas or Grouse AnswersAshley Victor CoelhoNo ratings yet
- Ebay: An Examination of A Business Model Without Boundaries: Christopher Chavez and Daniel Lindquist The HistoryDocument6 pagesEbay: An Examination of A Business Model Without Boundaries: Christopher Chavez and Daniel Lindquist The HistoryNishtha GargNo ratings yet
- IKEA Case Study: Q.1 What Are IKEA's Competitive Priorities? Answer 1Document2 pagesIKEA Case Study: Q.1 What Are IKEA's Competitive Priorities? Answer 1Maulesh PatelNo ratings yet
- Bis CorporationDocument2 pagesBis CorporationXinru ChenNo ratings yet
- Chapter 17 Limits To The Use of DebtDocument25 pagesChapter 17 Limits To The Use of DebtFahmi Ahmad FarizanNo ratings yet
- ManualDocument41 pagesManualTuan Bình0% (2)
- Samples Solution Manual Designing and Managing The Supply Chain 3rd Edition by David Simchi Levi SLM1060Document11 pagesSamples Solution Manual Designing and Managing The Supply Chain 3rd Edition by David Simchi Levi SLM1060mathimurugan n0% (1)
- Simchi Levi3E SMDocument56 pagesSimchi Levi3E SMKhang HuynhNo ratings yet
- Conception for Procurement Excellence: The performance profile and degree of digitalization of procurementFrom EverandConception for Procurement Excellence: The performance profile and degree of digitalization of procurementNo ratings yet
- MM Probable Questions and AnswersDocument3 pagesMM Probable Questions and AnswersBisweswar DashNo ratings yet
- Interactive AdvertisingDocument10 pagesInteractive AdvertisingMangesh PandeyNo ratings yet
- Marginal CostingDocument17 pagesMarginal CostingGovind PrajapatiNo ratings yet
- DoveDocument15 pagesDovePuja AryaNo ratings yet
- Case study-BRMDocument6 pagesCase study-BRMankitasaatpute21No ratings yet
- A Study of Consumer Buying Behaviour in Departmental Store (With Special Reference To Coimbatore City)Document6 pagesA Study of Consumer Buying Behaviour in Departmental Store (With Special Reference To Coimbatore City)sabryNo ratings yet
- Atlas Copco Industrial Technique 14001Document5 pagesAtlas Copco Industrial Technique 14001sofianesedkaouiNo ratings yet
- Patinig at KatinigDocument5 pagesPatinig at KatinigAngelo EstrellaNo ratings yet
- How P&G Tripled Its Innovation Success RateDocument3 pagesHow P&G Tripled Its Innovation Success RateRae SlaughterNo ratings yet
- Elise Marie Trent Graduate ResumeDocument1 pageElise Marie Trent Graduate Resumeemt43No ratings yet
- Advertising of Vicco Turmeric Ayurvedic CreamDocument40 pagesAdvertising of Vicco Turmeric Ayurvedic CreamChandan Parsad80% (5)
- MKT535/532/561/520 April 2008Document3 pagesMKT535/532/561/520 April 2008myraNo ratings yet
- Bain-Customer SegmentationDocument47 pagesBain-Customer SegmentationJonathan WenNo ratings yet
- 1 MGDocument16 pages1 MGAnkit PuniaNo ratings yet
- PadiniDocument30 pagesPadinikristin_kim_13No ratings yet
- Data WarehousingDocument10 pagesData WarehousingAVINASH JoeNo ratings yet
- Pet Hotel Business Plan TemplateDocument21 pagesPet Hotel Business Plan TemplateSulemanNo ratings yet
- Survey QuestionnaireDocument4 pagesSurvey QuestionnaireHoney Lee RojaNo ratings yet
- Spencer Tire PurchaseDocument28 pagesSpencer Tire PurchaseJitendra Choudhary0% (2)
- How To Answer BP's Application Form Question On 'Our Values'Document7 pagesHow To Answer BP's Application Form Question On 'Our Values'Farid AliyevNo ratings yet
- Chap 012Document45 pagesChap 012palak32100% (6)
- DHL CourierDocument48 pagesDHL CourierJitender ChandhokNo ratings yet
- AuraDocument3 pagesAuraJohanna Ü RatillaNo ratings yet
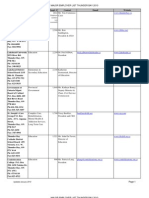
- Major Employers in Thunder Bay OntarioDocument7 pagesMajor Employers in Thunder Bay OntarioJamesNo ratings yet
- Production Part Approval ProcessDocument11 pagesProduction Part Approval ProcessDorian GrayNo ratings yet
- Measuring The Effectiveness of The Promotional ProgramDocument16 pagesMeasuring The Effectiveness of The Promotional ProgramShruti AwasthiNo ratings yet
- Soal Bahasa Inggris Kls Xi TKRDocument10 pagesSoal Bahasa Inggris Kls Xi TKRmita mustikaNo ratings yet
- Facebook Registration StatementDocument50 pagesFacebook Registration StatementLettera43100% (1)
- Level of Satisfaction of Accounting Technology Students Towards Jollibee Products and ServicesDocument10 pagesLevel of Satisfaction of Accounting Technology Students Towards Jollibee Products and Servicesxyrl14No ratings yet
- 1.samsung Electronics Success by Design PDFDocument20 pages1.samsung Electronics Success by Design PDFbalaganesh78100% (1)