You might also like
- Player's Guide: by Patrick RenieDocument14 pagesPlayer's Guide: by Patrick RenieDominick Bryant100% (4)
- Mass of Christ The Savior by Dan Schutte LyricsDocument1 pageMass of Christ The Savior by Dan Schutte LyricsMark Greg FyeFye II33% (3)
- Pneumatic Test - Failure Incident-LNG-Shanghai-China On 09.02.09Document6 pagesPneumatic Test - Failure Incident-LNG-Shanghai-China On 09.02.09Ahmed KhalafNo ratings yet
- WS Counter Measures, Control Options andDocument13 pagesWS Counter Measures, Control Options andJulia AbalosNo ratings yet
- CSB ReportDocument13 pagesCSB ReportKarim FigoNo ratings yet
- S 1 SdresourceswalkthroughDocument57 pagesS 1 SdresourceswalkthroughJanine Marcos75% (4)
- DNV Technica-Human Resistance To Thermal DodeDocument23 pagesDNV Technica-Human Resistance To Thermal DodeRutuja SasankarNo ratings yet
- The Mexico City Explosion of 1984 FinalDocument18 pagesThe Mexico City Explosion of 1984 FinalVikas KumarNo ratings yet
- ECN-OP-PRP-00079 Process Control of Safety Critical Valves Blinds ProcedureDocument14 pagesECN-OP-PRP-00079 Process Control of Safety Critical Valves Blinds ProcedureJulia Batista MéndezNo ratings yet
- TBT Press - Test.Document2 pagesTBT Press - Test.John Vem BansagNo ratings yet
- Case Study On ConcDocument20 pagesCase Study On Concsalil mukundanNo ratings yet
- Partridge-Raleigh LLC Case StudyDocument13 pagesPartridge-Raleigh LLC Case StudydrgNo ratings yet
- Avoiding Leakage Seals+Sealing Systems Machinery+Piping Chemengonline.cDocument3 pagesAvoiding Leakage Seals+Sealing Systems Machinery+Piping Chemengonline.cAnonymous nw5AXJqjdNo ratings yet
- CSB Case Study Hoeganaes Dec9 FinalDocument31 pagesCSB Case Study Hoeganaes Dec9 FinalthelaceNo ratings yet
- Texas City Refinery Explosion ReportDocument10 pagesTexas City Refinery Explosion ReportNimra JalilNo ratings yet
- Human Vulnerability To Thermal Radiation OffshoreDocument33 pagesHuman Vulnerability To Thermal Radiation OffshoreULISESNo ratings yet
- Buncefield Final ReportDocument208 pagesBuncefield Final ReportKannanGKNo ratings yet
- Compressor Equipment in Oil and Gas IndustryDocument4 pagesCompressor Equipment in Oil and Gas IndustryHamid HameedNo ratings yet
- Alcpt 27R (Script)Document21 pagesAlcpt 27R (Script)Matt Dahiam RinconNo ratings yet
- The F Technology Experience Story: GE Power SystemsDocument16 pagesThe F Technology Experience Story: GE Power SystemsManarFikry100% (1)
- Scottish Power AM Case StudyDocument50 pagesScottish Power AM Case StudyAnonymous tW1zTL2ltNo ratings yet
- Valero Case StudyDocument22 pagesValero Case StudymariaindNo ratings yet
- Reference Document 413 The Public Inquiry Into The Piper Alpha Disaster Vol 1Document262 pagesReference Document 413 The Public Inquiry Into The Piper Alpha Disaster Vol 1gabrielcrivellariNo ratings yet
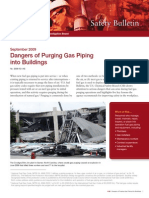
- Safety Bulletin CSB Dangers Purging Gas Piping BuildingsDocument5 pagesSafety Bulletin CSB Dangers Purging Gas Piping BuildingspiolinwallsNo ratings yet
- H2S FatalityDocument5 pagesH2S FatalityEng WnourNo ratings yet
- Actively Cooled Fuel ControlsDocument24 pagesActively Cooled Fuel ControlsChew Peck SeongNo ratings yet
- 100 Largest Losses 1974 To 2015-03-2016Document44 pages100 Largest Losses 1974 To 2015-03-2016Euclides PrietoNo ratings yet
- Shahrul Nazmi Bin Othman: Process Safety EngineerDocument4 pagesShahrul Nazmi Bin Othman: Process Safety EngineerShahrul Nazmi OthmanNo ratings yet
- 2018 - 814 - Eng Granskingsrapport Hammerfest LNGDocument21 pages2018 - 814 - Eng Granskingsrapport Hammerfest LNGrieza_fNo ratings yet
- China Shale Gas - Working Draft - Sept 11 - 0Document83 pagesChina Shale Gas - Working Draft - Sept 11 - 0Yeak Chee KeongNo ratings yet
- Doe Handbook: Process Safety Management For Highly Hazardous ChemicalsDocument177 pagesDoe Handbook: Process Safety Management For Highly Hazardous ChemicalsMUHAMMAD ASIM100% (1)
- Charles Dunne (DM - Dsupt) CV 2012Document4 pagesCharles Dunne (DM - Dsupt) CV 2012Zhoudq DqNo ratings yet
- Safety Instrumented Systems SummersDocument19 pagesSafety Instrumented Systems SummersOussama AbderrahimNo ratings yet
- Executive Summary - IOC Fire ReportDocument9 pagesExecutive Summary - IOC Fire ReportDeep Chaudhari0% (1)
- Explosion and Fire at The Phillips Company Houston Chemical Complex, Pasadena, TX - SACHE Text SECUENCIADocument19 pagesExplosion and Fire at The Phillips Company Houston Chemical Complex, Pasadena, TX - SACHE Text SECUENCIAsourcemenuNo ratings yet
- ORENDAIN vs. TRUSTEESHIP OF THE ESTATE OF DOÑA MARGARITA RODRIGUEZ PDFDocument3 pagesORENDAIN vs. TRUSTEESHIP OF THE ESTATE OF DOÑA MARGARITA RODRIGUEZ PDFRhev Xandra Acuña100% (2)
- 10 ĐỀ HSG ANH 9 + FILE NGHE + KEYDocument86 pages10 ĐỀ HSG ANH 9 + FILE NGHE + KEYHa TrangNo ratings yet
- U.S. Coast Guard: Maritime Security Risk Analysis Model (Msram) "Document24 pagesU.S. Coast Guard: Maritime Security Risk Analysis Model (Msram) "redblueapophis2010No ratings yet
- Hoeganaes CorporationDocument11 pagesHoeganaes CorporationjohnhenryyambaoNo ratings yet
- Fire Protection Systems in Power PlantsDocument6 pagesFire Protection Systems in Power PlantsMike Eugene CollinsNo ratings yet
- H2S FatalityDocument3 pagesH2S FatalityAhmedAmer1No ratings yet
- ATCODocument84 pagesATCOAfiyaKhan100% (1)
- Library Management System For Stanford - WriteupDocument15 pagesLibrary Management System For Stanford - WriteupJoseph OlaleNo ratings yet
- Property Tables AnnexDocument3 pagesProperty Tables AnnexkdescallarNo ratings yet
- The 1989 Phillips Disaster (Pasedena)Document4 pagesThe 1989 Phillips Disaster (Pasedena)guruNo ratings yet
- EXXON MOBILE Rouge Safety Bulletin FinalDocument32 pagesEXXON MOBILE Rouge Safety Bulletin FinalNasuhaNo ratings yet
- Gland Packing Vs Mech Seals PDFDocument9 pagesGland Packing Vs Mech Seals PDFbratishkaityNo ratings yet
- Public Report of The Fire and Explosion at Conocophillips RefineryDocument30 pagesPublic Report of The Fire and Explosion at Conocophillips RefineryDragan GasicNo ratings yet
- True Cause of Flixborough To Be Revealed After 26 YearsDocument2 pagesTrue Cause of Flixborough To Be Revealed After 26 YearsMaster22No ratings yet
- Root Cause Evaluation (Unit 3 Steam Generator)Document106 pagesRoot Cause Evaluation (Unit 3 Steam Generator)azwrisNo ratings yet
- Impact of Poor Maintenance!Document16 pagesImpact of Poor Maintenance!Nimesh Shah100% (1)
- Carlos RomeroDocument4 pagesCarlos RomeroDonna BelleNo ratings yet
- Exxon Mobil MergerDocument60 pagesExxon Mobil MergerTojobdNo ratings yet
- Flixborough Disaster Material Presentation EditDocument12 pagesFlixborough Disaster Material Presentation EditmiexaraNo ratings yet
- IChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons LearnedDocument13 pagesIChemE - XX-2008-Paper-11 - Bunding at Buncefield - Successes, Failures & Lessons Learnedsl1828No ratings yet
- Lack of Mechanical Integrity Blamed For Leak at Exxon Mobil RefineryDocument4 pagesLack of Mechanical Integrity Blamed For Leak at Exxon Mobil RefineryKalaivani ArunachalamNo ratings yet
- Failure Analysis of Hydroelectric Power PlantDocument19 pagesFailure Analysis of Hydroelectric Power PlantDeepak Manihar (M20CI002)No ratings yet
- Flixborough DisasterDocument4 pagesFlixborough DisasterwingedamphibianNo ratings yet
- CSB CaseStudy NDK 1107 500PM PDFDocument27 pagesCSB CaseStudy NDK 1107 500PM PDFPablo AntezanaNo ratings yet
- Flixborough DisasterDocument2 pagesFlixborough DisasterSyahirah SobriNo ratings yet
- Functional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramDocument78 pagesFunctional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramRigoberto José Martínez CedeñoNo ratings yet
- Report 1 by Prof Maurice Dusseault and DR Baldeo Singh 6-1Document26 pagesReport 1 by Prof Maurice Dusseault and DR Baldeo Singh 6-1hshobeyriNo ratings yet
- Fast Deflagrations, Deflagrationto Detonationtransition Detonationtransition (DDT) Anddirectdetonationinitiationinhydrogen-AirmixturesDocument64 pagesFast Deflagrations, Deflagrationto Detonationtransition Detonationtransition (DDT) Anddirectdetonationinitiationinhydrogen-Airmixturesdavid0775No ratings yet
- The Disaster Experts: Mastering Risk in Modern AmericaFrom EverandThe Disaster Experts: Mastering Risk in Modern AmericaNo ratings yet
- Case StudyDocument13 pagesCase StudyYustinus Selis ToronNo ratings yet
- Epcsm Term PaperDocument13 pagesEpcsm Term PaperFake accNo ratings yet
- 18BCH010 Termpaper PPTDocument25 pages18BCH010 Termpaper PPTFake accNo ratings yet
- MJV Safety Culture (NL) - Safety Culture and AccidentsDocument8 pagesMJV Safety Culture (NL) - Safety Culture and AccidentsHesham HamyNo ratings yet
- Case LawsDocument4 pagesCase LawsLalgin KurianNo ratings yet
- Nag ArjunaDocument6 pagesNag ArjunanieotyagiNo ratings yet
- Business Plan FinalDocument28 pagesBusiness Plan FinalErica Millicent TenecioNo ratings yet
- 006 2014 Hans TjioDocument17 pages006 2014 Hans TjioarshadtabassumNo ratings yet
- Functions and Roles of RbiDocument3 pagesFunctions and Roles of RbiMOHITNo ratings yet
- City Development PlanDocument139 pagesCity Development Planstolidness100% (1)
- Pascoe V SwanDocument2 pagesPascoe V SwanAarav RamcharitarNo ratings yet
- Vasco Menu - Monthly Festive Dinner 2023Document4 pagesVasco Menu - Monthly Festive Dinner 2023Heamalatha Raja ManickamNo ratings yet
- William SantiagoDocument5 pagesWilliam SantiagoSubhadip Das SarmaNo ratings yet
- Com Ad Module 2Document10 pagesCom Ad Module 2Gary AlaurinNo ratings yet
- Rhode Island College: M.Ed. in TESL Program Language Group Specific Informational ReportsDocument14 pagesRhode Island College: M.Ed. in TESL Program Language Group Specific Informational ReportsAdrian KrebsNo ratings yet
- Final PPT of FTPDocument29 pagesFinal PPT of FTPamansrivastava007No ratings yet
- TrerwtsdsDocument167 pagesTrerwtsdsvinicius gomes duarteNo ratings yet
- Traditions and Encounters 3Rd Edition Bentley Test Bank Full Chapter PDFDocument49 pagesTraditions and Encounters 3Rd Edition Bentley Test Bank Full Chapter PDFsinhhanhi7rp100% (7)
- 50CDocument65 pages50Cvvikram7566No ratings yet
- Aquarium Aquarius Megalomania: Danish Norwegian Europop Barbie GirlDocument2 pagesAquarium Aquarius Megalomania: Danish Norwegian Europop Barbie GirlTuan DaoNo ratings yet
- Bekaert BrochureDocument14 pagesBekaert BrochurePankaj AhireNo ratings yet
- Education Rules 2012Document237 pagesEducation Rules 2012Veimer ChanNo ratings yet
- 520082272054091201Document1 page520082272054091201Shaikh AdilNo ratings yet
- Kuki KukaDocument3 pagesKuki KukaDikiNo ratings yet
- IdeologyandHistoryofKalarippayattaMartialArtinKerala Ilovepdf CompressedDocument9 pagesIdeologyandHistoryofKalarippayattaMartialArtinKerala Ilovepdf CompressedPratyush Suman MohantyNo ratings yet
- Republic of The Philippines Department of Education Region Iv - A Calabarzon Schools Division Office of Rizal Rodriguez Sub - OfficeDocument6 pagesRepublic of The Philippines Department of Education Region Iv - A Calabarzon Schools Division Office of Rizal Rodriguez Sub - OfficeJonathan CalaguiNo ratings yet