You might also like
- Ports and Marines FacilitiesDocument36 pagesPorts and Marines Facilities허윤호No ratings yet
- Talpac Tutorial - MetricDocument52 pagesTalpac Tutorial - MetricAndrew OlsonNo ratings yet
- Estimation of Dozer Production and Costs (OK)Document12 pagesEstimation of Dozer Production and Costs (OK)Denny TegarNo ratings yet
- Dragline Dictionary Apr14 PDFDocument578 pagesDragline Dictionary Apr14 PDFAbhijeet Pandey100% (1)
- COAL MINING TECHNOLOGY. A Presentation by MANOJ KUMAR SINGH Manager (IE), NCL-HQ, Singrauli (MP) - 486 889 E-Mail - Mks - Ie@nclhq - Nic.Document56 pagesCOAL MINING TECHNOLOGY. A Presentation by MANOJ KUMAR SINGH Manager (IE), NCL-HQ, Singrauli (MP) - 486 889 E-Mail - Mks - Ie@nclhq - Nic.Sidhartha sahu100% (1)
- Equipment Selection For Surface MiningDocument25 pagesEquipment Selection For Surface MiningYSAGIANNo ratings yet
- Determinationofshovel Truckproductivitiesinopen Pitmines 2014Document6 pagesDeterminationofshovel Truckproductivitiesinopen Pitmines 2014sai krishnaNo ratings yet
- Hume Pipe Is 458-2003Document33 pagesHume Pipe Is 458-2003Bishwanath Sanfui100% (4)
- Dragline Dictionary Apr14Document578 pagesDragline Dictionary Apr14dhowardj100% (1)
- 4.101 M.com Research Methodology in Commerce Sem III & IVDocument8 pages4.101 M.com Research Methodology in Commerce Sem III & IVBrijrajSharmaNo ratings yet
- Review of Basic Haul Road Design ConceptsDocument4 pagesReview of Basic Haul Road Design ConceptsAlioune PAYE100% (1)
- 0737 Open Pit Mining Sys EquipDocument28 pages0737 Open Pit Mining Sys EquipSivaraman SelvapandianNo ratings yet
- Pit and Dump DesignDocument30 pagesPit and Dump DesignLucas GonzagaNo ratings yet
- Chapter 7 - Surface MiningDocument43 pagesChapter 7 - Surface MiningLobsang MatosNo ratings yet
- Copy of MinexDocument42 pagesCopy of MinexSujib BarmanNo ratings yet
- PWC Basics of Mining 6 Som A Future of MiningDocument45 pagesPWC Basics of Mining 6 Som A Future of MiningRobert Villanueva Sedano100% (1)
- TPM Framework For Underground Mobile Mining Equipment A Case StudyDocument16 pagesTPM Framework For Underground Mobile Mining Equipment A Case StudyTiago HenriquesNo ratings yet
- Underground MiningDocument191 pagesUnderground MiningrockyminNo ratings yet
- Construction Surveying PDFDocument238 pagesConstruction Surveying PDFVinay Kamat100% (1)
- Capacity Utilization of Mining MachineryDocument19 pagesCapacity Utilization of Mining MachinerykhaninNo ratings yet
- Mathematics: Self-Learning Module 1Document15 pagesMathematics: Self-Learning Module 1Aizel IbañezNo ratings yet
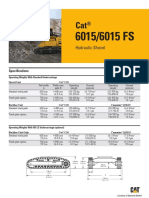
- Caterpillar Cat Mining Shovel Excavators Spec 5c3852Document12 pagesCaterpillar Cat Mining Shovel Excavators Spec 5c3852Galuh Chandra KusumaNo ratings yet
- Field of VisionDocument286 pagesField of Visiondementia041296% (75)
- Understanding Downhole Tractors: Gulf Coast Section, SPE Northside, December 12, 2000Document24 pagesUnderstanding Downhole Tractors: Gulf Coast Section, SPE Northside, December 12, 2000southernorNo ratings yet
- Flac 2d 406 User GuideDocument82 pagesFlac 2d 406 User GuiderockyminNo ratings yet
- Presentation On Dragline NEWDocument17 pagesPresentation On Dragline NEWVivek Raj0% (1)
- PWC Basics of Mining 4 Som Mine Waste ManagementDocument46 pagesPWC Basics of Mining 4 Som Mine Waste ManagementGonzalo Villouta StenglNo ratings yet
- Coal Mining: Coal Mining Is The Process of Extracting CoalDocument20 pagesCoal Mining: Coal Mining Is The Process of Extracting CoalsunilsinghmNo ratings yet
- Large Surface MinersDocument6 pagesLarge Surface MinersNaveen Tiwari100% (1)
- Four-X Multi-Mine Analysis of The Kinsevere ProjectDocument16 pagesFour-X Multi-Mine Analysis of The Kinsevere Projectalfri121No ratings yet
- Assessing The Impact of Driverless Haul Trucks in Australian Surface Mining PDFDocument10 pagesAssessing The Impact of Driverless Haul Trucks in Australian Surface Mining PDFRodrigo AndrésNo ratings yet
- Root Resorption Diagnosis, Classification and Treatment Choices Based On Stimulation FactorsDocument8 pagesRoot Resorption Diagnosis, Classification and Treatment Choices Based On Stimulation FactorsAhmad AssariNo ratings yet
- Rock Mass ClassificationDocument21 pagesRock Mass ClassificationAze100% (2)
- Haulage Calculation - Minesight HaulageDocument12 pagesHaulage Calculation - Minesight HaulageNurlanOruzievNo ratings yet
- Strategic Open Pit Mine Planning Course PDFDocument1,009 pagesStrategic Open Pit Mine Planning Course PDFAnonymous IabqZQ1tk100% (1)
- Surface MinerDocument15 pagesSurface Minersilver_grains_kkp100% (2)
- New Matching A ShovelDocument25 pagesNew Matching A ShovelStephy MaryNo ratings yet
- Catalog Mining Truck 793f CaterpillarDocument28 pagesCatalog Mining Truck 793f CaterpillardiegoNo ratings yet
- M1 Open Pit Experience Mining Feb 2011Document3 pagesM1 Open Pit Experience Mining Feb 2011Dani WijayaNo ratings yet
- Haulage OptimisationDocument8 pagesHaulage Optimisationnaldo fernandezNo ratings yet
- Selecting Shaft or DeclineDocument8 pagesSelecting Shaft or DeclineluisparedesNo ratings yet
- Optimization of Shovel-Truck System in OPDocument7 pagesOptimization of Shovel-Truck System in OPminerito2211100% (1)
- Introduction To FPCDocument25 pagesIntroduction To FPCBenito Lionel ZoboNo ratings yet
- Jaw and Gyratory CrushersDocument11 pagesJaw and Gyratory CrushersPratik PathakNo ratings yet
- 3 Loading ConsiderationsDocument32 pages3 Loading ConsiderationsHerudi Eng100% (1)
- Loading and Haulage For Surface Coal MiningDocument25 pagesLoading and Haulage For Surface Coal MiningSarah Mae Ajon100% (5)
- 1 Introduction To Mining Equipment ManagementDocument40 pages1 Introduction To Mining Equipment ManagementHenry Sullca Ccorahua100% (1)
- Army Aviation Digest - Jul 1969Document68 pagesArmy Aviation Digest - Jul 1969Aviation/Space History Library100% (2)
- Cat Mining Trucks Brochure - AEXQ0509Document28 pagesCat Mining Trucks Brochure - AEXQ0509lord2008100% (2)
- Ball LevitationDocument7 pagesBall LevitationsumlusemloNo ratings yet
- 2009 IPCC Morrison and LourelDocument13 pages2009 IPCC Morrison and LourelArnold Chavez AtalayaNo ratings yet
- Application of Conveyors For UG HaulageDocument11 pagesApplication of Conveyors For UG Haulageminerito2211No ratings yet
- Talpac Tutorial - ImperialDocument52 pagesTalpac Tutorial - ImperialWalter Carbonel Julian50% (2)
- Minings Next Performance HorizonDocument14 pagesMinings Next Performance HorizonRegina RosarioNo ratings yet
- Brazilian TestDocument55 pagesBrazilian TestGoh Ching SoonNo ratings yet
- 370-1 An PremiumDocument178 pages370-1 An PremiumDejan Pušac100% (3)
- 8018 Maintenance Manual Rev CB EnglishDocument98 pages8018 Maintenance Manual Rev CB EnglishOmar Roa83% (6)
- Hammerstone Haul Roads WebDocument4 pagesHammerstone Haul Roads WebAnonymous FvXjyF4cT4No ratings yet
- Chapter 6Document63 pagesChapter 6wuspito0% (1)
- Incline Haulage TrucksDocument2 pagesIncline Haulage Trucksgarves007No ratings yet
- Open Pit Mining: WWW - Mineralsed.CaDocument11 pagesOpen Pit Mining: WWW - Mineralsed.Cahitmanwestern100% (1)
- DraglinesDocument31 pagesDraglinesAyush VermaNo ratings yet
- Surpac Whittle InterfaceDocument4 pagesSurpac Whittle InterfaceDelfidelfi SatuNo ratings yet
- Thesisz DiddensDocument116 pagesThesisz DiddensGuillot KamusaluNo ratings yet
- Advanced Underground Design LongwallDocument32 pagesAdvanced Underground Design Longwalljuan carlosNo ratings yet
- 10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryDocument10 pages10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryjsaulNo ratings yet
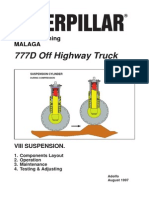
- 777D Off Highway Truck: Service Training MalagaDocument10 pages777D Off Highway Truck: Service Training MalagaEvan AT Yoel100% (1)
- Mining Digital 101: Bas MutsaersDocument29 pagesMining Digital 101: Bas MutsaersAbhijit RoyNo ratings yet
- CAT HighwallDocument16 pagesCAT HighwallJelena IvazNo ratings yet
- Presentation On Forged Mill Balls Production in South AfricaDocument23 pagesPresentation On Forged Mill Balls Production in South AfricaRamoutar (Ken) SeecharranNo ratings yet
- Truck and Shovel Mining Systems 3Document2 pagesTruck and Shovel Mining Systems 3luisparedes0% (1)
- Melbourne 2017 05 WhittleDocument22 pagesMelbourne 2017 05 WhittleJobs MathanNo ratings yet
- Block ModellingDocument108 pagesBlock ModellingjunaifaNo ratings yet
- Micromine 2010 Whats NewDocument33 pagesMicromine 2010 Whats NewMeCHuL66100% (1)
- Triaxial Test SoilDocument26 pagesTriaxial Test SoilrockyminNo ratings yet
- Lab ManualDocument91 pagesLab ManualIp Siu Hei100% (1)
- ME300H Introduction To Finite Element MethodsDocument25 pagesME300H Introduction To Finite Element MethodsrockyminNo ratings yet
- RockAcoustics PDFDocument46 pagesRockAcoustics PDFrockyminNo ratings yet
- Lab Manual SoilDocument15 pagesLab Manual SoilrockyminNo ratings yet
- List of Indian StandardsDocument27 pagesList of Indian StandardsrockyminNo ratings yet
- Determination of Slake Durability Index of RockDocument3 pagesDetermination of Slake Durability Index of Rockrockymin50% (2)
- Introduction To Triaxial TestingDocument4 pagesIntroduction To Triaxial TestingKamal K AlwanNo ratings yet
- Study of Various Models For Estimation of Penetration Rate of Hard Rock TBMsDocument14 pagesStudy of Various Models For Estimation of Penetration Rate of Hard Rock TBMsrockymin100% (1)
- Earth 437 Rock Mechanics Final Examination April 05 2002 Earth Sciences MuseumDocument6 pagesEarth 437 Rock Mechanics Final Examination April 05 2002 Earth Sciences MuseumrockyminNo ratings yet
- High WallDocument13 pagesHigh WallrockyminNo ratings yet
- 1-4 Designing TunnelsDocument90 pages1-4 Designing TunnelsStefano BonduàNo ratings yet
- TunnellingDocument37 pagesTunnellingrockyminNo ratings yet
- Principles of ArtsDocument19 pagesPrinciples of ArtsMiles SerranoNo ratings yet
- Natres CasesDocument357 pagesNatres CasesqwertyuiopNo ratings yet
- Carvin Schematic - s204000CDocument2 pagesCarvin Schematic - s204000CdodNo ratings yet
- Folded Trie: Efficient Data Structure For All of UnicodeDocument21 pagesFolded Trie: Efficient Data Structure For All of Unicodeterminatory808No ratings yet
- Zeta A La Carte Menu 3rd OctoberDocument4 pagesZeta A La Carte Menu 3rd OctoberLokka TrieNo ratings yet
- Study Guide Unit 2.2 - Dna Replication & Protein SynthesisDocument35 pagesStudy Guide Unit 2.2 - Dna Replication & Protein SynthesisGraceNo ratings yet
- Sweet Et Al. Systematic Review Clavicle and Rib FracturesDocument8 pagesSweet Et Al. Systematic Review Clavicle and Rib FracturesRut Herdianti P. EkasiwiNo ratings yet
- Narrative For Work Immer 1Document9 pagesNarrative For Work Immer 1Rholneld AyubanNo ratings yet
- Resume Pak AfandiDocument4 pagesResume Pak Afandimico wahyudiNo ratings yet
- IFB Agro AR-2021-22 (Full) Latest Copy On 23-07-2022Document184 pagesIFB Agro AR-2021-22 (Full) Latest Copy On 23-07-2022Ahmed KhanNo ratings yet
- CEVNA KAPA DIN2617-Steel-butt-welding-pipe-fittings-capsDocument2 pagesCEVNA KAPA DIN2617-Steel-butt-welding-pipe-fittings-capsBojan BučarNo ratings yet
- Bioavailability of Neutraceuticals NanoDocument8 pagesBioavailability of Neutraceuticals NanogompadmaNo ratings yet
- MPL Template 2Document3 pagesMPL Template 2Mary Jaselle AlcoberNo ratings yet
- What's New in Post Builder Version 7.5: Template Controller PostsDocument29 pagesWhat's New in Post Builder Version 7.5: Template Controller Postssunny minaNo ratings yet
- Progress Test 1 (Units 1-3) : A Complete The Sentences With The Words in The BoxDocument7 pagesProgress Test 1 (Units 1-3) : A Complete The Sentences With The Words in The BoxArtur ArnautovNo ratings yet
- سلسلة المحاضرات الإليكترونية فى علم المساحة المحاضرة 3 المساحات وتقسيم الألأراضى Areas & Land subdivisionDocument48 pagesسلسلة المحاضرات الإليكترونية فى علم المساحة المحاضرة 3 المساحات وتقسيم الألأراضى Areas & Land subdivisionmahmoud abdelrahman67% (3)
- Illustrated Parts List: RTO-14910C-AS2 November 2012Document44 pagesIllustrated Parts List: RTO-14910C-AS2 November 2012Артур ЧагаровNo ratings yet
- GRP WRKDocument5 pagesGRP WRKrheaNo ratings yet
- LEEP System 1000 Directions For UseeDocument24 pagesLEEP System 1000 Directions For UseeFernando CosciaNo ratings yet
- Global Public Space Toolkit From Global Principles To Local Policies and PracticeDocument150 pagesGlobal Public Space Toolkit From Global Principles To Local Policies and Practicecri_davNo ratings yet