You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Land Cruiser 100Document324 pagesLand Cruiser 100Cadet Raparivo100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Ac Drives in Metal IndustryDocument6 pagesAc Drives in Metal IndustryvikramtambeNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Focused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelDocument26 pagesFocused Improvement: Prepared By: Lamis Essam El-Sayed Taghreed El-Sayed NayelLamis EssamNo ratings yet
- Hyosung GT 125 RAT Parts ListDocument126 pagesHyosung GT 125 RAT Parts ListRory NeilsonNo ratings yet
- 1.4 Phishing Attacks: Allegro - Worksheet 10Document7 pages1.4 Phishing Attacks: Allegro - Worksheet 10Wanderer Soul100% (2)
- User's Guide - Master Roulette™ Game Software 1.0Document36 pagesUser's Guide - Master Roulette™ Game Software 1.0Juan Manuel100% (1)
- Undercover EconomistDocument26 pagesUndercover Economistkhandelwalpratik50% (2)
- Leadership and Change Management: Lecture 7, Date 17/02/2019Document19 pagesLeadership and Change Management: Lecture 7, Date 17/02/2019vikramtambeNo ratings yet
- Abilites of LeaderDocument10 pagesAbilites of LeadervikramtambeNo ratings yet
- Critical System ThinkingDocument64 pagesCritical System ThinkingvikramtambeNo ratings yet
- Group Morality - Scenario - Startegy PlanningDocument21 pagesGroup Morality - Scenario - Startegy PlanningvikramtambeNo ratings yet
- Leadership and Management of Change: BITS Pilani BITS PilaniDocument23 pagesLeadership and Management of Change: BITS Pilani BITS PilanivikramtambeNo ratings yet
- Leadership and Management of Change: BITS Pilani BITS PilaniDocument10 pagesLeadership and Management of Change: BITS Pilani BITS PilanivikramtambeNo ratings yet
- Leadership and Change Management: Lecture I, Date: 11.01.2018Document16 pagesLeadership and Change Management: Lecture I, Date: 11.01.2018vikramtambe0% (1)
- Capital BudgetingDocument22 pagesCapital BudgetingvikramtambeNo ratings yet
- Leadership and Management of Change: BITS Pilani BITS PilaniDocument17 pagesLeadership and Management of Change: BITS Pilani BITS PilanivikramtambeNo ratings yet
- Decision Analysis: Framing A Decision - MetadecisionDocument5 pagesDecision Analysis: Framing A Decision - MetadecisionvikramtambeNo ratings yet
- Cause and Effect ("Fishbone") DiagramDocument2 pagesCause and Effect ("Fishbone") DiagramvikramtambeNo ratings yet
- 6RA70 PMU CommissioningDocument14 pages6RA70 PMU CommissioningvikramtambeNo ratings yet
- Fest Converter: Technical Data of The DriveDocument10 pagesFest Converter: Technical Data of The DrivevikramtambeNo ratings yet
- TQM-Personnel Attributes: Attributes (2) .Docx Page 1 of 11Document11 pagesTQM-Personnel Attributes: Attributes (2) .Docx Page 1 of 11vikramtambeNo ratings yet
- Micro Master Configuring Through ProfibusDocument13 pagesMicro Master Configuring Through ProfibusvikramtambeNo ratings yet
- Marketing Project TYBBA IBDocument73 pagesMarketing Project TYBBA IBShantam JaiswalNo ratings yet
- STK - Q QuizDocument21 pagesSTK - Q QuizkarthiyabanuNo ratings yet
- This Content Downloaded From 43.251.89.56 On Mon, 08 Aug 2022 16:03:53 UTCDocument15 pagesThis Content Downloaded From 43.251.89.56 On Mon, 08 Aug 2022 16:03:53 UTCdhiman chakrabortyNo ratings yet
- CS731 Project PresentationDocument15 pagesCS731 Project PresentationSusovanNo ratings yet
- Eaton - CompensareDocument64 pagesEaton - CompensareCiprian DemianNo ratings yet
- MIT Poverty Fighters Abhijit Banerjee and Esther Duflo PDFDocument5 pagesMIT Poverty Fighters Abhijit Banerjee and Esther Duflo PDFchristian ramirezNo ratings yet
- Self Healing Behavior of High Strength Strain Hardening - 2023 - Construction ADocument10 pagesSelf Healing Behavior of High Strength Strain Hardening - 2023 - Construction AGabriela DraghiciNo ratings yet
- Trumbull Times 9.1.11Document18 pagesTrumbull Times 9.1.11Hersam AcornNo ratings yet
- Empanques VulcanDocument124 pagesEmpanques VulcanEduardoNo ratings yet
- Witing TOEFL IBT Test 1Document2 pagesWiting TOEFL IBT Test 1Miriam ChiovettaNo ratings yet
- The Golden BoysDocument4 pagesThe Golden BoysFanni BNo ratings yet
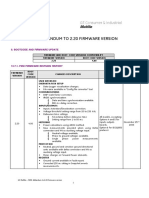
- F650 Addendum To 2.20 Firmware Version: 8. Bootcode and Firmware UpdateDocument1 pageF650 Addendum To 2.20 Firmware Version: 8. Bootcode and Firmware Updatemohammed aliNo ratings yet
- Mecanismos de Protección de La Nitrogenasa A La Inactivacion Por OxígenoDocument13 pagesMecanismos de Protección de La Nitrogenasa A La Inactivacion Por OxígenoKimberley Viera JuárezNo ratings yet
- Microsoft: Virtual LabsDocument20 pagesMicrosoft: Virtual Labsinder_emailNo ratings yet
- Cse 4001-Parallel and Distributed Computing Lab Digital Assessment-1 Name: Avulapati Anusha REG - NO: 17BCE0435Document5 pagesCse 4001-Parallel and Distributed Computing Lab Digital Assessment-1 Name: Avulapati Anusha REG - NO: 17BCE0435Asrith KakumanuNo ratings yet
- Lilyrose Educational Foundation, Inc.: A. Mabini Avenue, Tanauan City, Batangas 043 778 0135Document3 pagesLilyrose Educational Foundation, Inc.: A. Mabini Avenue, Tanauan City, Batangas 043 778 0135maria cacaoNo ratings yet
- Termene Si ConditiiDocument6 pagesTermene Si ConditiiAdrian DoruNo ratings yet
- Formulating Reccomendations Based On ConclusionDocument12 pagesFormulating Reccomendations Based On ConclusionRonald Hernando NacionNo ratings yet
- Barney's Blog The HotCrazy Scale How I Met Your Mother Wiki FandomDocument1 pageBarney's Blog The HotCrazy Scale How I Met Your Mother Wiki Fandomlfc since1997No ratings yet
- Introduction To Separation Processes LabDocument5 pagesIntroduction To Separation Processes LabChemineer JanNo ratings yet
- WWW Thetreasurenotes in 2023 05 Gu Management Principles and Application Solved Paper 2022 HTMLDocument10 pagesWWW Thetreasurenotes in 2023 05 Gu Management Principles and Application Solved Paper 2022 HTMLDibash DuttaNo ratings yet
- PVC Catalogue CNDocument2 pagesPVC Catalogue CNKiên PhùngNo ratings yet
- AMA-EH Embley Medal in Anaesthesia Poster 2015Document1 pageAMA-EH Embley Medal in Anaesthesia Poster 2015renNo ratings yet
- NAD c446 Service Manual EnglishDocument33 pagesNAD c446 Service Manual EnglishJerryF1No ratings yet