You might also like
- Cooper Industries PPAP Quick ReferenceDocument1 pageCooper Industries PPAP Quick ReferenceMoraru CiprianNo ratings yet
- SQD-025 PPAP ChecklistDocument7 pagesSQD-025 PPAP ChecklistMadhan RajNo ratings yet
- This Check List Must Be Submitted To FCSD STA Before Submitting A PPAP PackageDocument2 pagesThis Check List Must Be Submitted To FCSD STA Before Submitting A PPAP Packageankit kumarNo ratings yet
- SAP PR Release Strategy Concept and Configuration Guide: A Case StudyFrom EverandSAP PR Release Strategy Concept and Configuration Guide: A Case StudyRating: 4 out of 5 stars4/5 (6)
- A470 99 PDFDocument6 pagesA470 99 PDFJohano Araújo100% (1)
- Ford Ranger Bronco II TFI Ignition Diagnostics PDFDocument10 pagesFord Ranger Bronco II TFI Ignition Diagnostics PDFMatthester100% (1)
- MV Cables Data Sheet - SampleDocument5 pagesMV Cables Data Sheet - SampleAvoor KhanNo ratings yet
- Electrolux Dish Washer Service ManualDocument117 pagesElectrolux Dish Washer Service ManualJun Aballe100% (6)
- PPAP Supplier ExpectationsDocument18 pagesPPAP Supplier ExpectationsikrameNo ratings yet
- Ppap Training PDFDocument27 pagesPpap Training PDFSamanthaPereraNo ratings yet
- Ppap User GuideDocument60 pagesPpap User GuideTuyen Deple100% (1)
- Global Supplier Quality Manual PPAP RequirementsDocument36 pagesGlobal Supplier Quality Manual PPAP Requirementsmandeep.singh0009No ratings yet
- F1021 PPAP Check List Instructions 04JN18Document9 pagesF1021 PPAP Check List Instructions 04JN18Sharmad TamhaneNo ratings yet
- PPAP ChecklistDocument2 pagesPPAP ChecklistN.Palaniappan50% (2)
- Tenneco PPAP Guidelines 2017-11-13Document50 pagesTenneco PPAP Guidelines 2017-11-13tuan mai vanNo ratings yet
- Supplier PPAP Manual 71813Document17 pagesSupplier PPAP Manual 71813Fazal AhmedNo ratings yet
- Autocar Ppap Requirements Rev 5Document17 pagesAutocar Ppap Requirements Rev 5man hoNo ratings yet
- PPAP Review ChecklistDocument3 pagesPPAP Review ChecklistGeovanny HernándezNo ratings yet
- Frequently Asked Questions For PPQPDocument3 pagesFrequently Asked Questions For PPQPrenattacbNo ratings yet
- Ppap ClassDocument20 pagesPpap ClassrjzepfelNo ratings yet
- Production Part Approval Process (Ppap)Document20 pagesProduction Part Approval Process (Ppap)Primoz Cermelj100% (1)
- PUR-PM-06 Initial Flow Control For PCS SupplierDocument4 pagesPUR-PM-06 Initial Flow Control For PCS SupplierIsmail BiradarNo ratings yet
- PPAP Requirements TrainingDocument40 pagesPPAP Requirements TrainingfranciscoNo ratings yet
- 4100F-QAS-151 (Supplier Quality Assurance Manual)Document35 pages4100F-QAS-151 (Supplier Quality Assurance Manual)Sanjay KumarNo ratings yet
- PPAP/APQP Requirements Checklist FormDocument17 pagesPPAP/APQP Requirements Checklist FormalexrferreiraNo ratings yet
- PPAPDocument40 pagesPPAPAtul SURVENo ratings yet
- PPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1Document12 pagesPPQP - Supplier - Requirements - Guideline - 12-20-2018 Version 6.doc-GM Confidential1masprast.devegaNo ratings yet
- Ppap Contents: 1. Appearance Approval ReportDocument7 pagesPpap Contents: 1. Appearance Approval ReportMuhtadin RahmawatiNo ratings yet
- Bosch Engineering and PPAP Sample Process (06.05.09)Document8 pagesBosch Engineering and PPAP Sample Process (06.05.09)wawawa1No ratings yet
- Ppap 1Document2 pagesPpap 1atulrathor828No ratings yet
- Cooper Industries PPAP Forms KitDocument25 pagesCooper Industries PPAP Forms KitAshutosh SinghNo ratings yet
- PPAPDocument4 pagesPPAPMattNo ratings yet
- PPAP Audit Check SheetDocument12 pagesPPAP Audit Check Sheetmahesh100% (1)
- PPAPDocument2 pagesPPAPVlad NitaNo ratings yet
- FTW Qa CodesDocument20 pagesFTW Qa CodesbaustindumbassNo ratings yet
- PPAP FundamentalsDocument21 pagesPPAP FundamentalsRajdeep SinghNo ratings yet
- Complete PPAP OverviewDocument166 pagesComplete PPAP OverviewblkdirtymaxNo ratings yet
- Advance Planning Ensures Timely PPAP ApprovalDocument19 pagesAdvance Planning Ensures Timely PPAP ApprovalmoezNo ratings yet
- PPAP PriruckaDocument10 pagesPPAP PriruckaKin MattNo ratings yet
- Phased Ps Wwith P Pap Tracking FormDocument3 pagesPhased Ps Wwith P Pap Tracking FormKurt FinkNo ratings yet
- PPAP PriruckaDocument10 pagesPPAP PriruckaSharmad TamhaneNo ratings yet
- PPAP IV Edition TrainingDocument38 pagesPPAP IV Edition Trainingshariq warsi100% (1)
- Production Part Approval Process PPAPDocument4 pagesProduction Part Approval Process PPAPtintucinNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSharmad TamhaneNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training PresentationAmitava Datta67% (3)
- Why Perform Production Part Approval Process (PPAP)Document6 pagesWhy Perform Production Part Approval Process (PPAP)Sourabh Patil100% (1)
- AAR to PSW Records for PPAP SubmissionDocument4 pagesAAR to PSW Records for PPAP SubmissionA M100% (1)
- GPAP - PPAP Overview Training - 02!12!10 (Compatibility Mode)Document23 pagesGPAP - PPAP Overview Training - 02!12!10 (Compatibility Mode)Sharat GuptaNo ratings yet
- Production Part Approval Process (Ppap) Tracker - ChecklistDocument4 pagesProduction Part Approval Process (Ppap) Tracker - Checklistkrds chidNo ratings yet
- Guideline Release Procedure-SQPDocument19 pagesGuideline Release Procedure-SQPfraspaNo ratings yet
- PPAPDocument51 pagesPPAPjakirshaikh100% (2)
- AS9102 FAI GuidelinesDocument27 pagesAS9102 FAI Guidelinesjamilvora100% (1)
- PRR - DDW Presentation Training 12.04.11Document94 pagesPRR - DDW Presentation Training 12.04.11Luis Angel RoudriguezNo ratings yet
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- Pentair PPAP Guideline Level 3_Rev 2021Document14 pagesPentair PPAP Guideline Level 3_Rev 2021Cuarto ChinoNo ratings yet
- NCR Supplier PPAP Training PresentationDocument166 pagesNCR Supplier PPAP Training Presentationmelissa mendoza0% (1)
- Nexteer PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesNexteer PPAP Process Checklist / Sign Off Sheet Instructionscong daNo ratings yet
- FCA US LLC Customer Specifics For PPAP March 26 2015Document8 pagesFCA US LLC Customer Specifics For PPAP March 26 2015Ajay DeshpandeNo ratings yet
- List of PPAP DocsDocument4 pagesList of PPAP DocsSunilNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Good Documentation Practices (GDP) in Pharmaceutical IndustryFrom EverandGood Documentation Practices (GDP) in Pharmaceutical IndustryNo ratings yet
- New Aluminium FormworkDocument34 pagesNew Aluminium FormworkSandip Jagdale0% (1)
- Gek 36430Document57 pagesGek 36430Mauricio GuanellaNo ratings yet
- WER6567 TMP AppcompatDocument20 pagesWER6567 TMP AppcompatDuyet MaiNo ratings yet
- Electrical Installation Hand Book (ABB)Document241 pagesElectrical Installation Hand Book (ABB)Nguyen Van Truc100% (1)
- Writing technical reports guideDocument15 pagesWriting technical reports guidemuhammad_ajmal_25No ratings yet
- Buderus G125BE High Efficiency Oil Fired BoilerDocument4 pagesBuderus G125BE High Efficiency Oil Fired Boilere-ComfortUSANo ratings yet
- Cameron EB 538 D Rev D2 - Shear Rams - Op & MaintDocument7 pagesCameron EB 538 D Rev D2 - Shear Rams - Op & MaintCanrig RamdeNo ratings yet
- Standardization of Steel Pipe SizesDocument4 pagesStandardization of Steel Pipe SizesMuhammed Abo-FandoodNo ratings yet
- Owens CorningDocument2 pagesOwens CorningGiải Pháp Cơ ĐiệnNo ratings yet
- Theft Intimation of The Vehicle Over Sms To Owner Who Can Stop The Engine RemotelyDocument41 pagesTheft Intimation of The Vehicle Over Sms To Owner Who Can Stop The Engine RemotelySaravanan Viswakarma83% (6)
- Pigments TiO2Document43 pagesPigments TiO2dougNo ratings yet
- Dbms AssignmentDocument5 pagesDbms Assignmentashutosh_jaiswal_it09No ratings yet
- List of welding processes guideDocument4 pagesList of welding processes guidespahicdaniloNo ratings yet
- Operating Instructions for Diesel Pile Hammers D6-D180Document110 pagesOperating Instructions for Diesel Pile Hammers D6-D180Jhousep steven Mesia gonzalesNo ratings yet
- CV Jaime Laredo JR RF UMTS GSM OptimizationDocument4 pagesCV Jaime Laredo JR RF UMTS GSM OptimizationGadi LaredoNo ratings yet
- Engineering Rock Mass Classific - Bhawani SinghDocument46 pagesEngineering Rock Mass Classific - Bhawani Singhtita zhafira100% (1)
- Study For Roof Louver Effect On Parapet WallDocument3 pagesStudy For Roof Louver Effect On Parapet WallKhawaja Kashif QadeerNo ratings yet
- CO2 Baseline Database For The Indian Power Sector.Document41 pagesCO2 Baseline Database For The Indian Power Sector.Pooja JainNo ratings yet
- Ambernath Municipal Council construction project costsDocument1 pageAmbernath Municipal Council construction project costsnajuka ghodvindeNo ratings yet
- The Affinity Laws of Centrifugal PumpsDocument5 pagesThe Affinity Laws of Centrifugal PumpsJohannis ReyNo ratings yet
- Under The Waves, Above The Clouds. A History of The Pressure Suit.Document345 pagesUnder The Waves, Above The Clouds. A History of The Pressure Suit.veence spenglerNo ratings yet
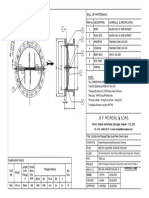
- Dual Plate 800 NB-ModelDocument1 pageDual Plate 800 NB-ModelTanmoy DuttaNo ratings yet
- End of Arm ToolingDocument31 pagesEnd of Arm ToolingNguyễn HuyNo ratings yet
- Wollam - Bryan API Q2 PDFDocument18 pagesWollam - Bryan API Q2 PDFsyedainahmadNo ratings yet
- Resolution MSC.137Document6 pagesResolution MSC.137Alexandre Gonçalves da RochaNo ratings yet
- Swing EquationDocument6 pagesSwing EquationmohanNo ratings yet





























































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-2-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)