You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Experiment 1: CarbohydratesDocument6 pagesExperiment 1: CarbohydratesEM Alberts100% (2)
- Biodiesel Plant Process Flow Diagram PDFDocument1 pageBiodiesel Plant Process Flow Diagram PDFElang P.No ratings yet
- Selecting Tema HXDocument4 pagesSelecting Tema HXDavitxu1No ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- CA CV TemplateDocument1 pageCA CV TemplateAditya Kris HarjantoNo ratings yet
- Formulir Astra 1stDocument5 pagesFormulir Astra 1stAditya Kris HarjantoNo ratings yet
- Chem Anal5Document6 pagesChem Anal5Christian Rey Hallera BalmoriNo ratings yet
- Glucose Is Also Used To Provide Carbohydrate Calories To A Person Who Cannot Eat Because of Illness, Trauma, or Other Medical ConditionDocument2 pagesGlucose Is Also Used To Provide Carbohydrate Calories To A Person Who Cannot Eat Because of Illness, Trauma, or Other Medical ConditionDe FidfleNo ratings yet
- General CharacteristicsDocument145 pagesGeneral CharacteristicsMuhammad Akbar SiddiqNo ratings yet
- HPLC Columns For Carbohydrates: Product SpecificationDocument2 pagesHPLC Columns For Carbohydrates: Product SpecificationSandip BasuNo ratings yet
- Biomolecules - DPP 02 - Yakeen 2.0 2024 (Legend)Document3 pagesBiomolecules - DPP 02 - Yakeen 2.0 2024 (Legend)durkekareNo ratings yet
- Biomolecules Anil HssliveDocument2 pagesBiomolecules Anil HssliveMathew YoyakkyNo ratings yet
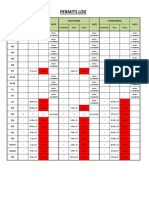
- Permits Log: Sector Dewatering Overpumping Mawaqif Note Note NoteDocument9 pagesPermits Log: Sector Dewatering Overpumping Mawaqif Note Note NoteburereyNo ratings yet
- General and Specific Test of CarbohydratesDocument7 pagesGeneral and Specific Test of CarbohydratesAudrey DiolataNo ratings yet
- Molisch Test and Benedict TestDocument6 pagesMolisch Test and Benedict Testعلاوي البرشلونيNo ratings yet
- 159 PolysaccharidesDocument4 pages159 PolysaccharidesHAMZAHwozERE100% (2)
- What Have We Learnt in Week 1? Carbohydrate WorksheetDocument2 pagesWhat Have We Learnt in Week 1? Carbohydrate WorksheetTZShengNo ratings yet
- Assignment Topic: Subject: BiochemistryDocument11 pagesAssignment Topic: Subject: BiochemistrySaba ShahazadiNo ratings yet
- 2020 Rvo Web Comments FinalDocument25 pages2020 Rvo Web Comments FinalGazetteonlineNo ratings yet
- Exp. 3 Test For The Presence of Carbohydrates Molisch TestDocument4 pagesExp. 3 Test For The Presence of Carbohydrates Molisch TestEMELIE GRACE E CACHERONo ratings yet
- Biomass Conversion TECHNOLOGYDocument12 pagesBiomass Conversion TECHNOLOGYDaxter William GulbenNo ratings yet
- Tereos Banner TFI Journey FINAL (6DEC23)Document1 pageTereos Banner TFI Journey FINAL (6DEC23)Jundi FaizyNo ratings yet
- Biofuels: Sustainability Accounting StandardDocument21 pagesBiofuels: Sustainability Accounting Standardzakaria aouamNo ratings yet
- Unilever Palm Oil Mills List 2021Document19 pagesUnilever Palm Oil Mills List 2021IshakNo ratings yet
- Biomass EnergyDocument246 pagesBiomass Energybodepu100% (2)
- Moores Test and Barfoeds TestDocument3 pagesMoores Test and Barfoeds TestFrancis CaloNo ratings yet
- Carbohydrate Question1Document18 pagesCarbohydrate Question1sangram_pharma9145100% (1)
- Kajian Ekonomi WoodpelletDocument18 pagesKajian Ekonomi WoodpelletmyrudykuNo ratings yet
- Industrial & Environmental Biotechnology Course # KIBGE-707: Afsheen Aman, PH.DDocument25 pagesIndustrial & Environmental Biotechnology Course # KIBGE-707: Afsheen Aman, PH.DZiwaqarNo ratings yet
- Life's Sweet Molecules: CarbohydratesDocument35 pagesLife's Sweet Molecules: CarbohydratesUmamaheshwari CNo ratings yet
- CarbohydratesDocument12 pagesCarbohydratesSohfia Jesse Nueva VergaraNo ratings yet
- Tests For CarbohydratesDocument9 pagesTests For CarbohydratesPanasheMuduzu100% (1)
- Carbohydrates:: Physical and Chemical PropertiesDocument44 pagesCarbohydrates:: Physical and Chemical Propertiesrizal_31No ratings yet
- 2629 Eca Scheme Energy Technology ProductsDocument964 pages2629 Eca Scheme Energy Technology ProductsYohan JayaNo ratings yet