You might also like
- Calcul en LigneDocument8 pagesCalcul en LignefathiNo ratings yet
- Cours Instrumentation FinDocument24 pagesCours Instrumentation FinTaim KhouriNo ratings yet
- Procèdes de Soudage SMAW - CouleurDocument8 pagesProcèdes de Soudage SMAW - CouleurFethi BELOUISNo ratings yet
- 11 - La Protection CathodiqueDocument63 pages11 - La Protection CathodiqueSamir ELNo ratings yet
- Note Calcul SkidDocument23 pagesNote Calcul SkidAchraf CharfeddineNo ratings yet
- CVM A: Ajdi Krout - Soudeur À L'Arc ÉlectriqueDocument2 pagesCVM A: Ajdi Krout - Soudeur À L'Arc ÉlectriqueAchwak BelfadelNo ratings yet
- Sous Flux Poudre TerminéDocument5 pagesSous Flux Poudre TerminéCharaf TsNo ratings yet
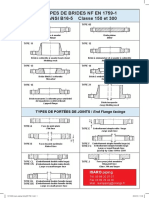
- Types de Brides NF en 1759-1Document2 pagesTypes de Brides NF en 1759-1Johakim974No ratings yet
- Qualification API 1104Document38 pagesQualification API 1104walid walid100% (1)
- B-2 - Note de Calcul Mécanique Eau Brute 90GAD10BB001002 (GHN 90 M - K11 DC 002 C)Document36 pagesB-2 - Note de Calcul Mécanique Eau Brute 90GAD10BB001002 (GHN 90 M - K11 DC 002 C)Achraf SametNo ratings yet
- Équivalence Entre NormeDocument2 pagesÉquivalence Entre NormeOlss Bbzo100% (1)
- Pub Et BDC COVAP 2012 Division 1 - Tarif 2014Document4 pagesPub Et BDC COVAP 2012 Division 1 - Tarif 2014FOKAMloicNo ratings yet
- NF en 15629 PDFDocument3 pagesNF en 15629 PDFidi100% (1)
- Catalog Buselures PDFDocument67 pagesCatalog Buselures PDFSlim BenjemiaNo ratings yet
- Bake HardeningDocument10 pagesBake HardeningKimo HakimNo ratings yet
- Machine de Decoupe ProfileDocument29 pagesMachine de Decoupe Profilehamza aircraft engineerNo ratings yet
- Aide Mémoire Groupe Matériaux Et Choix Métaux D'apportDocument4 pagesAide Mémoire Groupe Matériaux Et Choix Métaux D'apportmail_younes6592No ratings yet
- Calcul Fond GRC CodapDocument4 pagesCalcul Fond GRC CodapHarambe HarambeNo ratings yet
- Guide Soudabilité Matériaux Par GroupeDocument115 pagesGuide Soudabilité Matériaux Par GroupePetitloup2013100% (2)
- Codes Et Normes ApiDocument3 pagesCodes Et Normes ApiAlexandra moussi PaolaNo ratings yet
- Offre de Service PDFDocument5 pagesOffre de Service PDFPrin CessNo ratings yet
- Pince Magnetique PMG-002Document3 pagesPince Magnetique PMG-002bakkali_bilalNo ratings yet
- InterpretationDocument75 pagesInterpretationMohamed Madene100% (2)
- Programme MIG-MAGDocument3 pagesProgramme MIG-MAGDanem HalasNo ratings yet
- CCTP Ariana - Raoued-Grand Tunis-DepolmedDocument88 pagesCCTP Ariana - Raoued-Grand Tunis-DepolmedAmine TOUNSINo ratings yet
- Calcul B31-3Document10 pagesCalcul B31-3janin100% (1)
- Catalogue Verlinde PDFDocument36 pagesCatalogue Verlinde PDFHalloua40No ratings yet
- Catalogue BoulonsDocument196 pagesCatalogue BoulonsNassimKerdjaNo ratings yet
- 1er JourDocument49 pages1er Jourbounatiro HatemNo ratings yet
- ISPARIVAČI - ELEKTRIČNI - CoprimDocument7 pagesISPARIVAČI - ELEKTRIČNI - CoprimJasmina F.No ratings yet
- ASME B36 10M Tableau Des DimensionsDocument2 pagesASME B36 10M Tableau Des DimensionsMichel LupienNo ratings yet
- Historique de La Protection CathodiqueDocument9 pagesHistorique de La Protection CathodiqueAymen ChaairaNo ratings yet
- Cours Corrosion-Partie 3 PDFDocument24 pagesCours Corrosion-Partie 3 PDFCris GauchoNo ratings yet
- TPDocument200 pagesTPhoiNo ratings yet
- Nouveau Code de Construction Des Appareils À Pression Non Soumis À La FlammeDocument5 pagesNouveau Code de Construction Des Appareils À Pression Non Soumis À La FlammeDavy LeandriNo ratings yet
- Exercices Corriges Construction Metallique 2 - Contrainte de Cisaillement - Flexion (Matériau) PDFDocument34 pagesExercices Corriges Construction Metallique 2 - Contrainte de Cisaillement - Flexion (Matériau) PDFModou Moustapha MBAYENo ratings yet
- Racleur de Séparation + Calibrage Et Racleur de NettoyageDocument8 pagesRacleur de Séparation + Calibrage Et Racleur de NettoyageMondher BerbiiNo ratings yet
- Dossier InterventionDocument60 pagesDossier InterventiontroisvirguleNo ratings yet
- Étude de La Fabrication de La Billette D'acierDocument2 pagesÉtude de La Fabrication de La Billette D'acierOUSSAMA BEN OMARNo ratings yet
- Thermometre IR007Document5 pagesThermometre IR007bakkali_bilalNo ratings yet
- Tableau A5 Diametre Epaisseur SCHDocument2 pagesTableau A5 Diametre Epaisseur SCHgilouminou971No ratings yet
- Iso 4063Document1 pageIso 4063Vivien EmeraldoNo ratings yet
- Documentations Protection CathodiqueDocument10 pagesDocumentations Protection CathodiqueAymen ChaairaNo ratings yet
- Chap VIII Dynamique Fluides RéelsDocument5 pagesChap VIII Dynamique Fluides RéelsmadNo ratings yet
- Ingénieur Électromécanique: Nom / PrénomDocument3 pagesIngénieur Électromécanique: Nom / PrénomMohamed DallagiNo ratings yet
- EN ISO 9906 (2012) (F) CodifiedDocument9 pagesEN ISO 9906 (2012) (F) CodifiedAnnakimNo ratings yet
- NF EN 15614-1 Et 9606-1Document13 pagesNF EN 15614-1 Et 9606-1axl smurfNo ratings yet
- Rapport - Four de Laboratoire (CR03)Document186 pagesRapport - Four de Laboratoire (CR03)HernâniCruzNo ratings yet
- Examen Cwi Avec Réponse (103 Questions)Document26 pagesExamen Cwi Avec Réponse (103 Questions)ScribdTranslationsNo ratings yet
- Garde HydrauliqueDocument4 pagesGarde HydrauliquegerardNo ratings yet
- Procede 42 Soudage Par FrictionDocument4 pagesProcede 42 Soudage Par Frictionmed chabaneNo ratings yet
- Couples de SerrageDocument4 pagesCouples de Serragedavy moukalaNo ratings yet
- 1 PDFDocument41 pages1 PDFKhalidMoutarajiNo ratings yet
- Fiche TechniqueDocument1 pageFiche TechniquejuNo ratings yet
- Aciers in Oxy Dab LesDocument5 pagesAciers in Oxy Dab LesSalah InhgaruoNo ratings yet
- Catalogue Lastek FraDocument289 pagesCatalogue Lastek FramehdiNo ratings yet
- Catalogue Oerlikon ConsommablesDocument90 pagesCatalogue Oerlikon ConsommablesNAIFARBILELNo ratings yet
- Guide Esab SoudureDocument130 pagesGuide Esab SoudureCharfi_houssem100% (1)
- ASP Creer Base de Donnees FilmDocument17 pagesASP Creer Base de Donnees FilmALP69No ratings yet
- Asp Net MVC 4 Developpement Anna 14874482 PDFDocument2 pagesAsp Net MVC 4 Developpement Anna 14874482 PDFALP69No ratings yet
- ASP NET MVC 4 (Extrait Du Livre)Document6 pagesASP NET MVC 4 (Extrait Du Livre)ALP69No ratings yet
- FrançaisDocument24 pagesFrançaisALP69No ratings yet
- Create A Secure ASP - Net MVC 5 Web App With Log In, Email Confirmation and Password Reset (C#) - The ASPDocument13 pagesCreate A Secure ASP - Net MVC 5 Web App With Log In, Email Confirmation and Password Reset (C#) - The ASPALP69No ratings yet
- Developpement D Applications Web Avec ASP Net MVC 5Document3 pagesDeveloppement D Applications Web Avec ASP Net MVC 5ALP69No ratings yet
- French5ap-Sous Main PDFDocument2 pagesFrench5ap-Sous Main PDFALP69No ratings yet
- Correspondance AdministrativeDocument19 pagesCorrespondance AdministrativeALP69No ratings yet
- Poseur de Canalisations Par Forage HorizontalDocument4 pagesPoseur de Canalisations Par Forage HorizontalALP69No ratings yet
- Le Film RadiographiqueDocument2 pagesLe Film RadiographiqueALP69No ratings yet
- Degraissant Volatil N 120Document2 pagesDegraissant Volatil N 120ALP69No ratings yet
- Procédure de DuretéDocument6 pagesProcédure de DuretéALP69No ratings yet
- 2935 2697 31 FRDocument2 pages2935 2697 31 FRALP69No ratings yet
- Théorie de L'Document11 pagesThéorie de L'ALP69No ratings yet
- Catalogue Systeme D'alarme ELKRON SDocument54 pagesCatalogue Systeme D'alarme ELKRON SALP69No ratings yet
- Radioprotection RabatDocument40 pagesRadioprotection RabatALP69No ratings yet
- Revelateur Magnetique Noir B 103cDocument2 pagesRevelateur Magnetique Noir B 103cALP69No ratings yet
- Injection Diesel Pilotee Bosch Edc 1-2-8Document49 pagesInjection Diesel Pilotee Bosch Edc 1-2-8ALP69100% (1)
- Penetrant Rouge Dp-51Document3 pagesPenetrant Rouge Dp-51ALP69No ratings yet
- Contrôle Soudage 1Document26 pagesContrôle Soudage 1ALP69No ratings yet
- Radiamètre AD6Document5 pagesRadiamètre AD6ALP69No ratings yet
- Texte Le Pinceau Magique AC VersaillesDocument13 pagesTexte Le Pinceau Magique AC VersaillesemmanualideNo ratings yet
- Inst Antenne Parabolique PDFDocument4 pagesInst Antenne Parabolique PDFABDOU ZANo ratings yet
- LogistiqueDocument22 pagesLogistiquesmatiNo ratings yet
- Pierre de Ronsard 1524Document7 pagesPierre de Ronsard 1524Dodo courtoisdodoNo ratings yet
- Presentation Métier Et FormationDocument41 pagesPresentation Métier Et FormationNouhaila MAZGOURNo ratings yet
- Vivre Dans La Modernite Liquide. Entretien Avec Zygmunt BaumanDocument6 pagesVivre Dans La Modernite Liquide. Entretien Avec Zygmunt BaumanCris Cabrel100% (1)
- Livre Du Professeur Mathématiques Terminale SDocument18 pagesLivre Du Professeur Mathématiques Terminale SL0ck0ut100% (1)
- Circuits ÉlectriquesDocument53 pagesCircuits Électriqueselectrique100% (2)
- Typologies Du Blanchiment D'argent Par Le Biais Du Secteur Immobilier en Afrique de L'ouestDocument128 pagesTypologies Du Blanchiment D'argent Par Le Biais Du Secteur Immobilier en Afrique de L'ouestMagloire YoudomNo ratings yet
- LiquiditéDocument3 pagesLiquiditéAnas BelghitiNo ratings yet
- Le Complement 2011-12Document59 pagesLe Complement 2011-12Amin100% (1)
- La Puissance de La Pensée Divine Partie 1Document6 pagesLa Puissance de La Pensée Divine Partie 1cephas gnanguyNo ratings yet
- Liste de Versets BibliquesDocument51 pagesListe de Versets Bibliqueskendy GeorgesNo ratings yet
- ConstitutionDocument8 pagesConstitutionPrince RamananaNo ratings yet
- Correction CC Electronique de Puissance LP IsbbDocument6 pagesCorrection CC Electronique de Puissance LP IsbbCabrel TchoffoNo ratings yet
- Clinic Format - Continue Implanto - Assistee Par OrdinateurDocument4 pagesClinic Format - Continue Implanto - Assistee Par OrdinateurElite Dental AcademyNo ratings yet
- Condensate UrDocument8 pagesCondensate UrFodil ZouNo ratings yet
- Rapport Immigration Du 21 Janvier 2020Document101 pagesRapport Immigration Du 21 Janvier 2020LeMonde.fr100% (1)
- SVT Descriptif Des Besoins Exao PDFDocument2 pagesSVT Descriptif Des Besoins Exao PDFimane bentalebNo ratings yet
- Concepts & Théories Économiques - DesjardinsDocument220 pagesConcepts & Théories Économiques - DesjardinsKillerjlb21100% (1)
- Polycopié - Interactions Fluide SolideDocument21 pagesPolycopié - Interactions Fluide SolideIm printNo ratings yet
- Pétrographie PDFDocument26 pagesPétrographie PDFFelix Asseman100% (1)
- Chapitre 4 - Statistique InferentielleDocument37 pagesChapitre 4 - Statistique InferentielleKhadijetou ThiamNo ratings yet
- Powerpoint Cycle Du CarboneDocument12 pagesPowerpoint Cycle Du CarboneIvy Francine NzouenouNo ratings yet
- Canevas GrammaireDocument4 pagesCanevas GrammaireMaryse DechozNo ratings yet
- La Physique Moderne L'électricité (... ) Hospitalier Édouard Bpt6k2044272Document320 pagesLa Physique Moderne L'électricité (... ) Hospitalier Édouard Bpt6k2044272colompar80No ratings yet
- La Crainte Du Seigneur Derek PrinceDocument4 pagesLa Crainte Du Seigneur Derek Princeindjel84No ratings yet
- Olympus Pen F Manual de Introduccion 1Document183 pagesOlympus Pen F Manual de Introduccion 1vwcxlNo ratings yet
- Amour Horoscope B1Document5 pagesAmour Horoscope B1Tatyana BagrakovaNo ratings yet
- Soumission 80 KvaDocument10 pagesSoumission 80 KvaMohammed DjouadjNo ratings yet