You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Prezentacija Freeze LiningDocument39 pagesPrezentacija Freeze LiningManojlovic VasoNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- DOJ - Gun Caliber StudyDocument7 pagesDOJ - Gun Caliber Studymts881sdNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Prezentacija Freeze LiningDocument39 pagesPrezentacija Freeze LiningManojlovic VasoNo ratings yet
- Course Content Art CastingDocument4 pagesCourse Content Art CastingManojlovic VasoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Antigravity KineticDocument33 pagesAntigravity KineticManojlovic VasoNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- How The SEG Operates and Eliminates RadiationDocument38 pagesHow The SEG Operates and Eliminates Radiationkaosad100% (4)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Debug 1214Document3 pagesDebug 1214Manojlovic VasoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Chloride Metallurgy 2011Document34 pagesChloride Metallurgy 2011Manojlovic Vaso100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Goldschmidt ReactionDocument7 pagesThe Goldschmidt ReactionManojlovic VasoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Self Assessment PDFDocument4 pagesSelf Assessment PDFManojlovic VasoNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Analyzing Eu Lobbying PDFDocument13 pagesAnalyzing Eu Lobbying PDFManojlovic VasoNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Use of Artificial Intelligence Systems in The Metallurgical Industry (Survey)Document8 pagesUse of Artificial Intelligence Systems in The Metallurgical Industry (Survey)Manojlovic VasoNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Msds Hydro Aw 68Document7 pagesMsds Hydro Aw 68mahindra hardinataNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 14treatise 9 - 02 Arsenic and Selenium J - A - Plant, D - G - Kinniburgh, P - L - Smedley, F - M - Fordyce and B - A - KlinckDocument50 pages14treatise 9 - 02 Arsenic and Selenium J - A - Plant, D - G - Kinniburgh, P - L - Smedley, F - M - Fordyce and B - A - KlinckbalcetitNo ratings yet
- AQA GCSE Chemistry AnswersDocument14 pagesAQA GCSE Chemistry AnswersErvin MetushiNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Varatika BhasmaDocument5 pagesVaratika Bhasmadrsa2No ratings yet
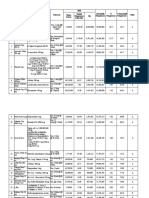
- HPP Kelas Rp. Kumulatif Penggunaan % Penggunaan % Kumulatif Penggunaan Harga Satuan Jumlah Penggunaan Bulan LaluDocument32 pagesHPP Kelas Rp. Kumulatif Penggunaan % Penggunaan % Kumulatif Penggunaan Harga Satuan Jumlah Penggunaan Bulan LaluNadiiaCiiCapWhiteszNo ratings yet
- Chemistry Volumetric LabDocument20 pagesChemistry Volumetric Labsunil venkataNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Sulpiride MonographieDocument3 pagesSulpiride MonographieMohamed DahmaneNo ratings yet
- T6 Heat Treatment - An Overview - ScienceDirect TopicsDocument16 pagesT6 Heat Treatment - An Overview - ScienceDirect TopicstatsNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Classification of Matter and Its PropertiesDocument8 pagesClassification of Matter and Its PropertiesBarachiel Vedua100% (1)
- Shell MFO 30 (RMB 30) : Test Property Unit MethodDocument1 pageShell MFO 30 (RMB 30) : Test Property Unit MethodVilius BukysNo ratings yet
- Chemical Analysis of Portland Slag Cement IS 4032Document11 pagesChemical Analysis of Portland Slag Cement IS 4032VallavarajanNo ratings yet
- Just Keep Calm Take Some Magnesium - Why A "Boring" Mineral Is Suddenly Hot Property For Soothing Bodies and Calming Minds (James Lee (Lee, James) )Document60 pagesJust Keep Calm Take Some Magnesium - Why A "Boring" Mineral Is Suddenly Hot Property For Soothing Bodies and Calming Minds (James Lee (Lee, James) )Eder BernadinoNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Lyphochek Assayed Chemistry Control Levels 1 and 2: MethodDocument2 pagesLyphochek Assayed Chemistry Control Levels 1 and 2: Methodminhasdanial31No ratings yet
- Characterization of Leachate From Municipal Solid Wastes Landfill Site of Itanagar, Arunachal PradeshDocument4 pagesCharacterization of Leachate From Municipal Solid Wastes Landfill Site of Itanagar, Arunachal PradeshIJAMTESNo ratings yet
- c3 Yield and Atom EconomyDocument37 pagesc3 Yield and Atom EconomyMansi BhatiaNo ratings yet
- NaHSO3 Natrium BisulfitDocument6 pagesNaHSO3 Natrium BisulfitAnyberta Dwi ListyantiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Penetron Admix®: Safety Data SheetDocument6 pagesPenetron Admix®: Safety Data SheetEre ValgusNo ratings yet
- Major & Trace MineralsDocument5 pagesMajor & Trace MineralsRhenier S. IladoNo ratings yet
- Nutritional Value and Medicinal Benefits of PineappleDocument5 pagesNutritional Value and Medicinal Benefits of PineappleEllisaTanNo ratings yet
- Particle Technology Project 216256212 An Moloantoa 22/04/2022Document5 pagesParticle Technology Project 216256212 An Moloantoa 22/04/2022Pheletso Andrias MoloantoaNo ratings yet
- Topic 2 Atomic Structure and The Periodic TableDocument31 pagesTopic 2 Atomic Structure and The Periodic TableWhitneyNo ratings yet
- Calorimetry and Hess LawDocument4 pagesCalorimetry and Hess LawchuralaNo ratings yet
- تأثير اضافة سمادي البوتاسيوم والمغنيسيومDocument19 pagesتأثير اضافة سمادي البوتاسيوم والمغنيسيومalaaNo ratings yet
- Jonathan D. Morris, Syed Sheraz Daood, Stephen Chilton, William NimmoDocument22 pagesJonathan D. Morris, Syed Sheraz Daood, Stephen Chilton, William Nimmovitor_alberto_7No ratings yet
- Metals and Non Metals NotesDocument3 pagesMetals and Non Metals NotesVUDATHU SHASHIK MEHERNo ratings yet
- Project B Amara Dietary AnalysisDocument6 pagesProject B Amara Dietary Analysisjot7799No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Wefatherm Specification Manual Product CatalogueDocument164 pagesWefatherm Specification Manual Product Catalogueraja bharathiNo ratings yet
- Levothyroxine Sodium: USP Reference Standards 11Document3 pagesLevothyroxine Sodium: USP Reference Standards 11Thomas Niccolo Filamor ReyesNo ratings yet
- Mango PhytochemicalsDocument21 pagesMango PhytochemicalsMaria Elena MaldonadoNo ratings yet
- Dynetek Luxfer Container and Modules 2013 Rev 3Document40 pagesDynetek Luxfer Container and Modules 2013 Rev 3spbgcng.dnpNo ratings yet