You might also like
- Berdagang dengan bollinger bands menjadi mudah: Cara mempelajari cara menggunakan Bollinger Bands untuk berdagang online dengan suksesFrom EverandBerdagang dengan bollinger bands menjadi mudah: Cara mempelajari cara menggunakan Bollinger Bands untuk berdagang online dengan suksesNo ratings yet
- Analisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisFrom EverandAnalisis swot dalam 4 langkah: Bagaimana menggunakan matriks SWOT untuk membuat perbedaan dalam karir dan bisnisRating: 4.5 out of 5 stars4.5/5 (3)
- Alat Ukur LinearDocument124 pagesAlat Ukur LinearAngga Rinaldo0% (1)
- PengukuranDocument15 pagesPengukuranEgi Yuliora100% (1)
- Modul 0 - Ignatius Irwantoro Sunarmo - 2014041064Document12 pagesModul 0 - Ignatius Irwantoro Sunarmo - 2014041064Ignatius IrwantoroNo ratings yet
- Pengukuran Adalah Membandingkan Suatu Besaran Yang Belum Diketahui Dengan Suatu Besaran Yang StandarDocument6 pagesPengukuran Adalah Membandingkan Suatu Besaran Yang Belum Diketahui Dengan Suatu Besaran Yang StandarardiNo ratings yet
- Alat Ukur Dasar Dan PembandingDocument15 pagesAlat Ukur Dasar Dan PembandingMuhamad Hambali100% (6)
- METODE PENGUKURANDocument44 pagesMETODE PENGUKURANHanggar SangraNo ratings yet
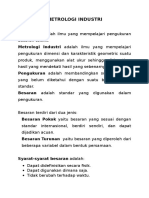
- METROLOGI INDUSTRIDocument15 pagesMETROLOGI INDUSTRIsandromoraNo ratings yet
- Alat Ukur Dasar dan PengukuranDocument11 pagesAlat Ukur Dasar dan PengukuranIta Novita SariNo ratings yet
- Modul 0 - Valerianus Fernaldi Hartanto - 2016041030Document10 pagesModul 0 - Valerianus Fernaldi Hartanto - 2016041030NivaseraNo ratings yet
- Cara Pengukuran dengan Jangka Sorong dan MikrometerDocument20 pagesCara Pengukuran dengan Jangka Sorong dan MikrometerarisNo ratings yet
- Alat Ukur Untuk Rekayasa IdeDocument15 pagesAlat Ukur Untuk Rekayasa IdeaminuddinsihasibuanNo ratings yet
- Alat Ukur TKRDocument27 pagesAlat Ukur TKRPurwadi AeNo ratings yet
- Alat Ukur GeometrikDocument15 pagesAlat Ukur GeometrikLuthfiRamaLazuardiNo ratings yet
- Modul 0 - Mikael Timotius KennyDocument9 pagesModul 0 - Mikael Timotius KennyMichael Timotius KennyNo ratings yet
- AlatUkurDasarDocument15 pagesAlatUkurDasarandi rofiNo ratings yet
- Metrologi Adalah Ilmu Yang Mempelajari Pengukuran Besaran TeknikDocument45 pagesMetrologi Adalah Ilmu Yang Mempelajari Pengukuran Besaran Tekniktrisna123467% (3)
- Contoh Metrologi IndustriDocument26 pagesContoh Metrologi Industriresikusumanegoro04No ratings yet
- Tugas 2Document15 pagesTugas 2Chrissandy FahzyNo ratings yet
- Tugas PengutekDocument51 pagesTugas PengutekRizza RamadhiNo ratings yet
- Alat Ukur 1Document14 pagesAlat Ukur 1khairina rangkutiNo ratings yet
- Modul 1Document21 pagesModul 1Juanico Wijaya KusumaNo ratings yet
- Laporan Pengukuran TeknikDocument43 pagesLaporan Pengukuran TeknikMuhammad Sofyan88% (8)
- Modul 3 KetikDocument32 pagesModul 3 KetikIbnuNo ratings yet
- Alat Ukur1Document14 pagesAlat Ukur1Sandi LeoNo ratings yet
- Modul Alat Ukur Dasar Mesin 2013 2Document135 pagesModul Alat Ukur Dasar Mesin 2013 2febriandaru50% (2)
- Alat Ukur PembandingDocument10 pagesAlat Ukur PembandingDyahSeptiWidhayatiNo ratings yet
- OPTIMASI PENGUKURANDocument25 pagesOPTIMASI PENGUKURANrif_sinata25% (4)
- Metrologi Industri Bab I PendahuluanDocument12 pagesMetrologi Industri Bab I PendahuluanArdyeSasakNo ratings yet
- Alat Bantu UkurDocument15 pagesAlat Bantu UkurAditya BakriNo ratings yet
- ALATUKURDocument10 pagesALATUKURAditya BakriNo ratings yet
- Laporan Kebulatan Metrologi Industri Universitas Riau 2015Document32 pagesLaporan Kebulatan Metrologi Industri Universitas Riau 2015ariyasujatmiko100% (1)
- MetrologiDocument8 pagesMetrologiTanjung TambamboenNo ratings yet
- PLS Mekanika SistemDocument20 pagesPLS Mekanika SistemHenry Ardian IriantaNo ratings yet
- TEORI DASAR PENGUKURANDocument6 pagesTEORI DASAR PENGUKURANMohammad Zaki Budiman50% (2)
- Alat Bantu Dan Alat Ukur 1Document7 pagesAlat Bantu Dan Alat Ukur 1Andika Irawan SusanjayaNo ratings yet
- Laporan Resmi Modul 1 Metrologi Industri Kelompok 3Document68 pagesLaporan Resmi Modul 1 Metrologi Industri Kelompok 3Didin ShalahuddinNo ratings yet
- Laporan Resmi Modul 1 Metrologi Industri Kelompok 3Document68 pagesLaporan Resmi Modul 1 Metrologi Industri Kelompok 3Didin ShalahuddinNo ratings yet
- Alat - Alat Ukur - 22 - Sesi - 10Document76 pagesAlat - Alat Ukur - 22 - Sesi - 10CPT GAMINGNo ratings yet
- OPTIMASI PENGUKURANDocument58 pagesOPTIMASI PENGUKURANasrmltNo ratings yet
- Buk 10Document39 pagesBuk 10Vishnu DevaNo ratings yet
- Metrologi IndustriDocument11 pagesMetrologi IndustriGalih RamadhanNo ratings yet
- Makalah Alat Pengukuran GeometriDocument21 pagesMakalah Alat Pengukuran GeometriAndrypz Puji SiswoyoNo ratings yet
- MetroDocument57 pagesMetroDwiki Ananda PutraNo ratings yet
- Laporan Kualitas KontrolDocument16 pagesLaporan Kualitas KontrolDenDodyNo ratings yet
- Metrologi IndustriDocument46 pagesMetrologi IndustrinikeNo ratings yet
- Teori Dasar PengukuranDocument18 pagesTeori Dasar PengukuranTaufik Achmad100% (1)
- Pengukuran Kebulatan (M 4) : Tugas Sebelum PraktikumDocument25 pagesPengukuran Kebulatan (M 4) : Tugas Sebelum PraktikumMuhammad ErikmanNo ratings yet
- Modul 1 2Document46 pagesModul 1 2Adityo KuncorojatiNo ratings yet
- Pengukuran Kebulatan PorosDocument15 pagesPengukuran Kebulatan PorosRindra HosanovaNo ratings yet
- Buk 10Document39 pagesBuk 10Bagusaryowibowo WibowoNo ratings yet
- KEMIRINGAN DAN KESIMETRISANDocument17 pagesKEMIRINGAN DAN KESIMETRISANSarjitoNo ratings yet
- Buk 10Document39 pagesBuk 10A.Apriawan DNo ratings yet
- METROLOGIDocument19 pagesMETROLOGIJokoNugrohoNo ratings yet
- Metrologi Industri Teknik Mesin - Alat Ukur, (Linier Langsung Dan Tak Langsung)Document8 pagesMetrologi Industri Teknik Mesin - Alat Ukur, (Linier Langsung Dan Tak Langsung)Aman SetyaNo ratings yet
- ALAT UKUR DAN KESALAHANDocument113 pagesALAT UKUR DAN KESALAHANIjoel Leo HanasemangatleNo ratings yet
- Tugas Pengukuran Ismail Maulana 220203600004Document17 pagesTugas Pengukuran Ismail Maulana 220203600004MUH SABDA PADUPPAINo ratings yet
- Makalah Kemiringan Dan KetegaklurusanDocument14 pagesMakalah Kemiringan Dan Ketegaklurusanandresetyawan11111No ratings yet
- Materi Metrlogi 1 - No NameDocument134 pagesMateri Metrlogi 1 - No NameMuchamad Jamal CfsNo ratings yet
- Bahasa IndonesiaDocument8 pagesBahasa Indonesiatm_unigalNo ratings yet
- Cover TermoDocument3 pagesCover Termotm_unigalNo ratings yet
- Cover TermoDocument3 pagesCover Termotm_unigalNo ratings yet
- CoVER ELMESDocument3 pagesCoVER ELMEStm_unigalNo ratings yet
- Cover TermoDocument3 pagesCover Termotm_unigalNo ratings yet
- EI 354 MekatronikaDocument2 pagesEI 354 MekatronikaIchsan_My_1664No ratings yet
- Pedoman Pendidikan AIK PDFDocument45 pagesPedoman Pendidikan AIK PDFtm_unigalNo ratings yet
- Surat IzinDocument2 pagesSurat Izintm_unigalNo ratings yet
- Surat IzinDocument2 pagesSurat Izintm_unigalNo ratings yet
- Fisika 1 Pertemuan 21Document16 pagesFisika 1 Pertemuan 21tm_unigalNo ratings yet
- Dokumen KBK Otomotif Revisi. A5Document102 pagesDokumen KBK Otomotif Revisi. A5tm_unigalNo ratings yet
- Bab 1 KinematikaDocument64 pagesBab 1 KinematikaYenni ManurungNo ratings yet
- SipDocument1 pageSiptm_unigalNo ratings yet
- Cover Lap DA1Document3 pagesCover Lap DA1tm_unigalNo ratings yet
- Fisika 1 Pertemuan 21Document16 pagesFisika 1 Pertemuan 21tm_unigalNo ratings yet
- Perhatikan Etika Komunikasi MahasiswaDocument4 pagesPerhatikan Etika Komunikasi MahasiswaRiza Yonisa KurniawanNo ratings yet
- Bab 1 KinematikaDocument64 pagesBab 1 KinematikaYenni ManurungNo ratings yet
- Template Full Paper SeNTI UGM 2015Document2 pagesTemplate Full Paper SeNTI UGM 2015tm_unigalNo ratings yet
- JUDULDocument6 pagesJUDULNashir SidiqNo ratings yet
- Silabus Dan RMP Ekologi IndustriDocument39 pagesSilabus Dan RMP Ekologi Industritm_unigalNo ratings yet
- Bahasa IndonesiaDocument8 pagesBahasa Indonesiatm_unigalNo ratings yet
- Buku Panduan Skripsi Universitas ParamadinaDocument94 pagesBuku Panduan Skripsi Universitas ParamadinaShindy YuliyatiniNo ratings yet
- Contoh Proposal OspekDocument21 pagesContoh Proposal OspekHeru Fajar PurnawanNo ratings yet
- Proposal OspekDocument10 pagesProposal OspekRido SaputraNo ratings yet
- 1 Kebijakan Nasional SPM Dikti 2016Document6 pages1 Kebijakan Nasional SPM Dikti 2016tm_unigalNo ratings yet
- Kelas 1 - Bahasa Indonesia - Sri HapsariDocument134 pagesKelas 1 - Bahasa Indonesia - Sri HapsariSDNBUAHBATUNo ratings yet
- Orientasi Studi Dan Pengenalan Kampus Atau OSPEK Pada Umumnya Dilaksanakan Dilingkungan Universitas Dalam Rangka Memperkenalkan Kehidupan Kampus Kepada MahasiswaDocument1 pageOrientasi Studi Dan Pengenalan Kampus Atau OSPEK Pada Umumnya Dilaksanakan Dilingkungan Universitas Dalam Rangka Memperkenalkan Kehidupan Kampus Kepada Mahasiswatm_unigalNo ratings yet
- Kertas KopDocument3 pagesKertas Koptm_unigalNo ratings yet
- KEWIRAUSAHAANDocument11 pagesKEWIRAUSAHAANFAISALNo ratings yet
- Bab I PltuDocument4 pagesBab I Pltutm_unigalNo ratings yet