You might also like
- Alberta Dishwashing StandardDocument5 pagesAlberta Dishwashing StandardChevronelleNo ratings yet
- Prfmi 2Document1 pagePrfmi 2ChevronelleNo ratings yet
- Pump Efficiency For Single Stage Centrifugal PumpsDocument8 pagesPump Efficiency For Single Stage Centrifugal PumpsPerrobast100% (1)
- Bombas Savino Barbera - Europump Atex GuidelineDocument22 pagesBombas Savino Barbera - Europump Atex GuidelineChevronelleNo ratings yet
- Instituto Superior T Ecnico Departamento de Matem Atica Sec C Aode Algebra e An AliseDocument2 pagesInstituto Superior T Ecnico Departamento de Matem Atica Sec C Aode Algebra e An AliseChevronelleNo ratings yet
- BETE Application Intake SheetDocument1 pageBETE Application Intake SheetChevronelleNo ratings yet
- 13787, C, EIS, Probes Industrial, BetaDocument2 pages13787, C, EIS, Probes Industrial, BetaChevronelleNo ratings yet
- Prfmi 1Document2 pagesPrfmi 1Jose A LopezNo ratings yet
- (Welding) MIG-MAG Welding Guide - Lincoln Electric (Ebook, 48 Pages)Document48 pages(Welding) MIG-MAG Welding Guide - Lincoln Electric (Ebook, 48 Pages)Ahmad Arafa100% (10)
- Pump Life Cycle CostDocument19 pagesPump Life Cycle CostSAMEER100% (3)
- Bombas Savino Barbera - Europump Atex GuidelineDocument22 pagesBombas Savino Barbera - Europump Atex GuidelineChevronelleNo ratings yet
- Bombas Savino Barbera - Europump CE Marking GuidelineDocument11 pagesBombas Savino Barbera - Europump CE Marking GuidelineChevronelleNo ratings yet
- Accessories: Components & SizesDocument1 pageAccessories: Components & SizesChevronelleNo ratings yet
- CatalogDocument0 pagesCatalogChevronelleNo ratings yet
- Data Sheet Sonometer 30 Kat V10 E0698Document2 pagesData Sheet Sonometer 30 Kat V10 E0698ChevronelleNo ratings yet
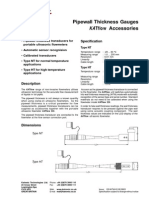
- Pipewall Thickness Gauges Accessories: KatflowDocument1 pagePipewall Thickness Gauges Accessories: KatflowChevronelleNo ratings yet
- Data Sheet Sonometer 11 Kat V10 E0597Document2 pagesData Sheet Sonometer 11 Kat V10 E0597ChevronelleNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document7 pagesFailure Modes and Effects Analysis (FMEA)DURANLEENo ratings yet
- Data Sheet Sonocontrol 20 Kat V10 E1198Document2 pagesData Sheet Sonocontrol 20 Kat V10 E1198ChevronelleNo ratings yet
- Data Sheet Sonocontrol 11 Kat V10 E0698Document2 pagesData Sheet Sonocontrol 11 Kat V10 E0698ChevronelleNo ratings yet
- Data Sheet KATflow 110 V10 E0803Document4 pagesData Sheet KATflow 110 V10 E0803Chevronelle100% (1)
- Ultrasonic Flowmeter: Katflow 160Document4 pagesUltrasonic Flowmeter: Katflow 160ChevronelleNo ratings yet
- Coin Meter Work Sheet: 3 Stack Rotary SwitchDocument1 pageCoin Meter Work Sheet: 3 Stack Rotary SwitchChevronelleNo ratings yet
- Ultrasonic Flowmeter: Katflow 160Document4 pagesUltrasonic Flowmeter: Katflow 160ChevronelleNo ratings yet
- Data Sheet KATflow 10 Kat V10 E0100Document2 pagesData Sheet KATflow 10 Kat V10 E0100ChevronelleNo ratings yet
- Flowmeter Based Sprayer Plumbing Diagrams: Console Should Be Ground Speed OrientedDocument1 pageFlowmeter Based Sprayer Plumbing Diagrams: Console Should Be Ground Speed OrientedChevronelleNo ratings yet
- Data Sheet KATflow 140 V09 E0803Document6 pagesData Sheet KATflow 140 V09 E0803ChevronelleNo ratings yet
- Start WashDocument0 pagesStart WashChevronelleNo ratings yet
- Coin Meter Work Sheet GuideDocument1 pageCoin Meter Work Sheet GuideChevronelleNo ratings yet
- Pressure-Based Sprayer Plumbing DiagramsDocument1 pagePressure-Based Sprayer Plumbing DiagramsChevronelleNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FDA Phil Revised Guidelines For The Assessment of Microbiological Quality of Processed FoodsDocument12 pagesFDA Phil Revised Guidelines For The Assessment of Microbiological Quality of Processed FoodsclairealbertiniNo ratings yet
- North African Trad Food Risk ProfilingDocument37 pagesNorth African Trad Food Risk Profilingfourat.zarkounaNo ratings yet
- Food Safety Inservice PresentationDocument17 pagesFood Safety Inservice Presentationlen77728247No ratings yet
- 2013 Pest Management Standards For Food PlantsDocument40 pages2013 Pest Management Standards For Food PlantsalithonthowiNo ratings yet
- Street Food Safety FactorsDocument20 pagesStreet Food Safety FactorsGyra Maturan Urbiztondo100% (1)
- WMSU Study Finds Staphylococcus in Zamboanga City Miki NoodlesDocument1 pageWMSU Study Finds Staphylococcus in Zamboanga City Miki NoodlesWMSU Public Affairs OfficeNo ratings yet
- Pilot Project On "Safe Food, Tasty Food": Food Safety and Standards Authority of IndiaDocument12 pagesPilot Project On "Safe Food, Tasty Food": Food Safety and Standards Authority of IndiaAttin TalwarNo ratings yet
- Bisulphate FoodDocument21 pagesBisulphate FoodRock Thakural Jaat100% (1)
- Codex Codex Standard For Milk Fat Products Standard For Milkfat ProductsDocument3 pagesCodex Codex Standard For Milk Fat Products Standard For Milkfat ProductsMuhammad SadiqNo ratings yet
- Codex Stan 92 Rev.1995Document8 pagesCodex Stan 92 Rev.1995Soni SularsoNo ratings yet
- Determination of Bacterial Loads of Ice Cream in Dinajpur District, BangladeshDocument4 pagesDetermination of Bacterial Loads of Ice Cream in Dinajpur District, BangladeshMarosta WidigarkaNo ratings yet
- HACCP - Plan - Distribution - Cold - Chain 2018 PDFDocument23 pagesHACCP - Plan - Distribution - Cold - Chain 2018 PDFCaroline FrankNo ratings yet
- OLEODocument9 pagesOLEOfatien zakariaNo ratings yet
- Tapioca Sago (Saboodana) Specification (Second Revision of IS 899)Document5 pagesTapioca Sago (Saboodana) Specification (Second Revision of IS 899)kumarchemNo ratings yet
- Safe Catering PDFDocument142 pagesSafe Catering PDFsivaguruaksNo ratings yet
- Nanokitosan 6Document150 pagesNanokitosan 6taufikrachmansusantoNo ratings yet
- Factors Influencing The Recovery of Microorganisms Using SwabsDocument12 pagesFactors Influencing The Recovery of Microorganisms Using Swabspedrovsky702No ratings yet
- Proposed Draft Standard For Instant Noodles FAODocument52 pagesProposed Draft Standard For Instant Noodles FAOBAzamMalikNo ratings yet
- Expert Chef with 7+ Years Experience Seeking New OpportunityDocument6 pagesExpert Chef with 7+ Years Experience Seeking New OpportunityNoushad N HamsaNo ratings yet
- Draft Regulation On Microbiological Standards Milk and Milk Products 31-08-2015Document7 pagesDraft Regulation On Microbiological Standards Milk and Milk Products 31-08-2015Nitesh SharmaNo ratings yet
- CBLM For Fish Processing Y2 PDFDocument190 pagesCBLM For Fish Processing Y2 PDFGideonCavida91% (67)
- Gas Safety in Catering and Hospitality: HSE Information SheetDocument5 pagesGas Safety in Catering and Hospitality: HSE Information SheethalleemuxNo ratings yet
- Sausage Production Processing InsightDocument5 pagesSausage Production Processing InsightAmy ZhaiNo ratings yet
- Lesson Plan - Food Preservation-Red OnionsDocument2 pagesLesson Plan - Food Preservation-Red Onionsapi-322031131100% (2)
- Notice: Medical Devices: Premarket Approval Applications, List Safety and Effectiveness Summaries&rsquo AvailabilityDocument2 pagesNotice: Medical Devices: Premarket Approval Applications, List Safety and Effectiveness Summaries&rsquo AvailabilityJustia.comNo ratings yet
- Chapter 3 Food SafetyDocument36 pagesChapter 3 Food SafetyBesan Aldeek100% (1)
- GHP Manual and HACCP PlanDocument55 pagesGHP Manual and HACCP PlanMohammad Abd Alrahim Shaar0% (1)
- SITXFSA001 - Assessment 1 - Short AnswersDocument14 pagesSITXFSA001 - Assessment 1 - Short AnswersLaone Mosweunyane0% (6)
- Well Child Assessment - Developmental Milestones and Education by AgeDocument1 pageWell Child Assessment - Developmental Milestones and Education by AgeTony DawaNo ratings yet
- Final PaperDocument23 pagesFinal PaperDaniel NevadoNo ratings yet