You might also like
- CastingDocument56 pagesCastingTushar Prakash ChaudhariNo ratings yet
- Security ManualDocument80 pagesSecurity Manualcristian181100% (7)
- Flans Chen Prospekt EngDocument2 pagesFlans Chen Prospekt Englorenzinho290No ratings yet
- Farmlot Subdivision GuidelinesDocument27 pagesFarmlot Subdivision GuidelinesArnoldAlarcon100% (18)
- The de HavillandDocument14 pagesThe de HavillandMihai Vrincut100% (1)
- 357-PressureEquivalentMethod 2007ASMESectionVIIIDivision2Document4 pages357-PressureEquivalentMethod 2007ASMESectionVIIIDivision2ZAZZERA125No ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Introduction To Pipe Stress Analysis and CAESAR II 1640964803Document40 pagesIntroduction To Pipe Stress Analysis and CAESAR II 1640964803Sirri SaktiNo ratings yet
- Brazing Procedure 1Document5 pagesBrazing Procedure 1Tina MillerNo ratings yet
- Enhanced IsometricsDocument28 pagesEnhanced IsometricsGerry100% (1)
- Van Stone BellowsDocument1 pageVan Stone BellowsSeungmin PaekNo ratings yet
- CPI Technical-EngDocument22 pagesCPI Technical-EngMazwan Che MansorNo ratings yet
- Helicopter Hoist Rescue PDFDocument13 pagesHelicopter Hoist Rescue PDFTomas Gaviria Martinez100% (1)
- GRP Pipe For SeawaterDocument22 pagesGRP Pipe For Seawatersethu1091100% (2)
- PipingDocument4 pagesPipingramthecharm_46098467No ratings yet
- AMERONDocument343 pagesAMERONrajeshn1100% (1)
- Multi Axis Machining ReportDocument24 pagesMulti Axis Machining ReportFerney AlexisNo ratings yet
- 167 Pipe Support FailureDocument0 pages167 Pipe Support FailureKhaled AbdelbakiNo ratings yet
- Excellent Notes For Intact and Damage StabilityDocument15 pagesExcellent Notes For Intact and Damage Stabilitynishant100% (2)
- FCPP Fiberglass Coated ConcreteDocument20 pagesFCPP Fiberglass Coated ConcretemahdiNo ratings yet
- Air Bag Launching SystemsDocument7 pagesAir Bag Launching SystemsMohamed MostafaNo ratings yet
- Method of Internal & External Plastering On Brick Walls & Concrete SurfacesDocument2 pagesMethod of Internal & External Plastering On Brick Walls & Concrete SurfacesNitek100% (3)
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIwooNo ratings yet
- CAEPIPE Users Manual PDFDocument237 pagesCAEPIPE Users Manual PDFfarhan_82No ratings yet
- Glass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter PipeDocument8 pagesGlass Fiber Reinforced Polyethylene (PE-GF) Spiral Wound Large Diameter Pipemohamed senoussi100% (1)
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- 2 Failure To LaunchDocument30 pages2 Failure To LaunchRamesh KrishnanNo ratings yet
- Sigma Fasteners - Hex NutDocument9 pagesSigma Fasteners - Hex Nutdavorp1402No ratings yet
- RubberCzech - Cataloque of Rubber Expansion JointsDocument62 pagesRubberCzech - Cataloque of Rubber Expansion JointsEngineering Hidromekanikal100% (1)
- Garlock Gasketing Products: Performance With Proven ReliabilityDocument64 pagesGarlock Gasketing Products: Performance With Proven ReliabilitySiva SubramaniNo ratings yet
- 600-50S-0002 Rev5 (Recovered)Document189 pages600-50S-0002 Rev5 (Recovered)Anonymous l4Vcl2bBNo ratings yet
- Asme b16.20 StandardsDocument1 pageAsme b16.20 StandardsJakir HossainNo ratings yet
- B767 300FDocument2 pagesB767 300FNadeem100% (1)
- SLR Strainer Data Sheet PDFDocument7 pagesSLR Strainer Data Sheet PDFKailas NimbalkarNo ratings yet
- D3034 16Document12 pagesD3034 16masoudNo ratings yet
- tn-19 Pipe Stiffnes Buried Gravity Flow PDFDocument9 pagestn-19 Pipe Stiffnes Buried Gravity Flow PDFCarlos HerreraNo ratings yet
- Contact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and FittingsDocument7 pagesContact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and Fittingshasan syukur100% (1)
- 1 - CoolH2O Metric Total A4Document35 pages1 - CoolH2O Metric Total A4Bry Buray100% (1)
- Standard Specification For Fiberglass, (Fibra de Vidrio)Document5 pagesStandard Specification For Fiberglass, (Fibra de Vidrio)coltkidNo ratings yet
- Pikotek Vcs Tech SpecsDocument2 pagesPikotek Vcs Tech SpecsBaskar KannaiahNo ratings yet
- Cold SpringingDocument5 pagesCold SpringingYakulitoNo ratings yet
- Hdpe Versus FRPDocument4 pagesHdpe Versus FRPAshok NarayanNo ratings yet
- Group4 Mixed Use DevelopmentDocument35 pagesGroup4 Mixed Use DevelopmentJessa Dynn Agraviador VelardeNo ratings yet
- A Detailed Evaluation of Eurocode and ISO Methodology On Earthquake Resistant Geotechnical DesignDocument8 pagesA Detailed Evaluation of Eurocode and ISO Methodology On Earthquake Resistant Geotechnical DesignJack DoverNo ratings yet
- Aviator Watches Catalogue 2013Document41 pagesAviator Watches Catalogue 2013Simon László100% (1)
- M - ENG - DIS v1.1Document96 pagesM - ENG - DIS v1.1Ahmed Emad Ahmed100% (1)
- Acft Operating Lease Redelivery Considerations (Aircarft Monitor)Document39 pagesAcft Operating Lease Redelivery Considerations (Aircarft Monitor)sazalirsNo ratings yet
- EN1090 Vs DIN18800Document47 pagesEN1090 Vs DIN18800Alessandro Celuzza100% (1)
- En 1092-1 PN-10 Steel Pipe Flange - ValviasDocument5 pagesEn 1092-1 PN-10 Steel Pipe Flange - ValviasHoria ZecheruNo ratings yet
- FRP PipingDocument19 pagesFRP PipingprocesspipingdesignNo ratings yet
- Halar-Lined Tank Questionnaire Rev3Document2 pagesHalar-Lined Tank Questionnaire Rev3maxpower1984No ratings yet
- GPS PE Pipe Systems DimensionsDocument92 pagesGPS PE Pipe Systems DimensionsM S AnandNo ratings yet
- Flanges Connecting Dimension According To DIN EN 1092-1 and DIN 2501-1Document2 pagesFlanges Connecting Dimension According To DIN EN 1092-1 and DIN 2501-1Lasandu WanniarachchiNo ratings yet
- Guides and RestraintsDocument8 pagesGuides and RestraintserikohNo ratings yet
- Poly Water Tank (Completed) PDFDocument2 pagesPoly Water Tank (Completed) PDFSopi LabuNo ratings yet
- Thermoseal Klingersil C-4401Document2 pagesThermoseal Klingersil C-4401timwright999No ratings yet
- VALVULA VAPOR Joseestrada PDFDocument5 pagesVALVULA VAPOR Joseestrada PDFRaulRodriguezNo ratings yet
- Hose&Braid Catalog FlexicraftDocument24 pagesHose&Braid Catalog Flexicraftkutts76No ratings yet
- Victaulic Carbon Steel Couplings and Grooved FittingsDocument16 pagesVictaulic Carbon Steel Couplings and Grooved FittingsAnonymous 7I5qQ0eAxgNo ratings yet
- Ventilación en Altura-Bolivia PDFDocument67 pagesVentilación en Altura-Bolivia PDFGrace Ayala EspinozaNo ratings yet
- Elastec TDS-118 Skimmer Brochure PDFDocument2 pagesElastec TDS-118 Skimmer Brochure PDFGiorgiana RosuNo ratings yet
- Safeway WarehouseDocument8 pagesSafeway WarehouseRichard M PattonNo ratings yet
- Hempadur 85530Document2 pagesHempadur 85530kumarnowabuNo ratings yet
- Pipe Wall Thickness, Hoop Stress and Sustain Stress QuestionDocument10 pagesPipe Wall Thickness, Hoop Stress and Sustain Stress QuestionSharun SureshNo ratings yet
- Asme b31.9-07 InterpretationsDocument13 pagesAsme b31.9-07 InterpretationsJesus RCNo ratings yet
- TR 33 Generic Butt Fusion Joining Gas PipeDocument40 pagesTR 33 Generic Butt Fusion Joining Gas PipeRamonezeNo ratings yet
- Klingersil C-4430 DataDocument2 pagesKlingersil C-4430 DataangelelpedrosaNo ratings yet
- Piping Specifications HarrisDocument27 pagesPiping Specifications Harrisrensieovi100% (2)
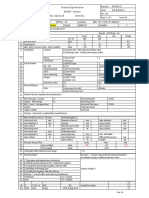
- Client Location 1/2 Unit: Doc. Nr. RevDocument5 pagesClient Location 1/2 Unit: Doc. Nr. RevPaula RiveraNo ratings yet
- Gray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Document18 pagesGray Iron Swing Check Valves, Flanged and Threaded Ends: MSS SP-71-2018Hayder HusseinNo ratings yet
- Polyken 2036Document2 pagesPolyken 2036nrd9771No ratings yet
- Pe3608 & Pe4710Document2 pagesPe3608 & Pe4710Pratik Ray Chaudhury100% (1)
- The Art of Designing Pipe Support SystemsDocument6 pagesThe Art of Designing Pipe Support SystemsguluuNo ratings yet
- The in Uence of The Bourdon Effect On Pipe Elbow: September 2016Document11 pagesThe in Uence of The Bourdon Effect On Pipe Elbow: September 2016araz_1985No ratings yet
- SPC Occ 221316 MeDocument9 pagesSPC Occ 221316 Metarekhisham1234No ratings yet
- Expanded MetalDocument2 pagesExpanded Metalebastien2No ratings yet
- ChinaRoHS Packaging MarksDocument7 pagesChinaRoHS Packaging MarksBrian SmithNo ratings yet
- NDDB - Odisha 25 02 2016Document136 pagesNDDB - Odisha 25 02 2016rajNo ratings yet
- Urban Transportation Planning Prof Dr. V. Thamizh Arasan Department of Civil Engineering Indian Institute of Technology, MadrasDocument38 pagesUrban Transportation Planning Prof Dr. V. Thamizh Arasan Department of Civil Engineering Indian Institute of Technology, MadrasRamaswamy Koodalloor ParasuramanNo ratings yet
- Investigation and Analysis of Metallurgical and Mechanical Properties of AA1100 Using FSW by P.vijayasarathi, D.christopher SelvamDocument10 pagesInvestigation and Analysis of Metallurgical and Mechanical Properties of AA1100 Using FSW by P.vijayasarathi, D.christopher Selvamijr_journalNo ratings yet
- International Commercial Terms 2010 (INCO TERMS-2010)Document19 pagesInternational Commercial Terms 2010 (INCO TERMS-2010)DayalNo ratings yet
- Info Ozone Compatible MaterialDocument2 pagesInfo Ozone Compatible MaterialsaracelyNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 07500-1 RoofingDocument8 pagesITCC in Riyadh Residential Complex J10-13300 07500-1 RoofinguddinnadeemNo ratings yet
- AMBO Feasibility Book 1 Non-ConfDocument327 pagesAMBO Feasibility Book 1 Non-Conf1mmahoneyNo ratings yet
- Williams and Tokar 2008Document22 pagesWilliams and Tokar 2008Nadia FernandesNo ratings yet
- The Arup Journal 2014 Issue 1Document116 pagesThe Arup Journal 2014 Issue 1bojadzievNo ratings yet
- Thyrodur 2210Document1 pageThyrodur 2210Grafički RadoviNo ratings yet
- Neral SpecificationsDocument471 pagesNeral SpecificationsM. Harry YusufNo ratings yet