You might also like
- Motor ImanDocument4 pagesMotor ImanBALTAZARMARTINNo ratings yet
- Permanent-Magnet Machines With Powdered Iron Cores and Prepressed WindingsDocument8 pagesPermanent-Magnet Machines With Powdered Iron Cores and Prepressed WindingsChuyendoitoiNo ratings yet
- Lipo 2004Document9 pagesLipo 2004yasmin20No ratings yet
- PMG Gen PDFDocument7 pagesPMG Gen PDFchecko_1258No ratings yet
- 492 FerreiraDocument6 pages492 FerreiraRonald LiemNo ratings yet
- Analysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingDocument10 pagesAnalysis of Copper Loss of Permanent Magnet Synchronous Motor With Formed Transposition WindingAndre NasrNo ratings yet
- Electrical Steel For Motors of Electric and Hybrid VehiclesDocument6 pagesElectrical Steel For Motors of Electric and Hybrid VehiclesravigobiNo ratings yet
- Electrical Steel Sheet For Traction Motors of HybridElectric VehiclesDocument5 pagesElectrical Steel Sheet For Traction Motors of HybridElectric VehiclesvishiwizardNo ratings yet
- A Comprehensive Review of Flux Barriers in InterioDocument14 pagesA Comprehensive Review of Flux Barriers in InterioSuman SahaNo ratings yet
- Design Criteria For High-Efficiency SPM Synchronous MotorsDocument9 pagesDesign Criteria For High-Efficiency SPM Synchronous MotorsYuva Raj AnandNo ratings yet
- Efficiency Optimization of Slitted-Core Induction Motor: CommunicationsDocument5 pagesEfficiency Optimization of Slitted-Core Induction Motor: CommunicationsEdgar Del Aguila VelaNo ratings yet
- Ow Speed Permanent Magnet Synchronous Motor Comparison Concentrated and Distributed WindingsDocument6 pagesOw Speed Permanent Magnet Synchronous Motor Comparison Concentrated and Distributed WindingsRaghbendra TiwariNo ratings yet
- Manufacturing Methods of Stator Cores With Concentrated WindingsDocument5 pagesManufacturing Methods of Stator Cores With Concentrated WindingsAnanggadhipa Sedyanto PutroNo ratings yet
- Report Nippon 2019Document5 pagesReport Nippon 2019Biraj SahooNo ratings yet
- A Novel Switched Reluctance Motor With C-Core StatorsDocument8 pagesA Novel Switched Reluctance Motor With C-Core Statorsapi-26587237No ratings yet
- High-efficiency water-cooled axial-flux PM machine for electric vehicle wheel driveDocument7 pagesHigh-efficiency water-cooled axial-flux PM machine for electric vehicle wheel driveSteven SullivanNo ratings yet
- Analysis of Axial Flux MotorDocument4 pagesAnalysis of Axial Flux MotorAvi GuptaNo ratings yet
- Improving Efficiency of Squirrel Cage Induction MotorsDocument31 pagesImproving Efficiency of Squirrel Cage Induction MotorsDular PatelNo ratings yet
- ConfPaperEPE 2007 PDFDocument9 pagesConfPaperEPE 2007 PDFSelva KumarNo ratings yet
- Articl2 PDFDocument18 pagesArticl2 PDFAnonymous 80p9OVNo ratings yet
- Synchronous High-Speed Reluctance Machine With Novel Rotor ConstructionDocument8 pagesSynchronous High-Speed Reluctance Machine With Novel Rotor ConstructionHERNAN ALONSO BRAVO URREANo ratings yet
- Design and Construction of A Permanent Magnet Axial Flux Synchronous Generator (For Micro Generation System) PDFDocument3 pagesDesign and Construction of A Permanent Magnet Axial Flux Synchronous Generator (For Micro Generation System) PDFFazal Karim MahsudNo ratings yet
- Comparative Study of 3kW Induction Motor Slot ShapesDocument7 pagesComparative Study of 3kW Induction Motor Slot ShapesAtanuMajiNo ratings yet
- Premature Stator FailureDocument9 pagesPremature Stator FailurePugalenthi.SNo ratings yet
- Copper in The Rotor For Lighter Longer Lasting MotDocument15 pagesCopper in The Rotor For Lighter Longer Lasting MotVisanFlorinNo ratings yet
- Energies 11 03383Document15 pagesEnergies 11 03383Luis FigueroaNo ratings yet
- Soft Magnetic MaterialsDocument9 pagesSoft Magnetic Materialsvincemugnaio100% (1)
- A Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityDocument11 pagesA Novel Concept of Ribless Synchronous Reluctance Motor For Enhanced Torque CapabilityNicolás Reyes GonzálezNo ratings yet
- Design and Analysis of A Yasa Type Motor 1Document7 pagesDesign and Analysis of A Yasa Type Motor 1Bhagyesh DeshmukhNo ratings yet
- Axial Flux Permanent Magnet Disc Machines - A ReviewDocument12 pagesAxial Flux Permanent Magnet Disc Machines - A ReviewMostafa Ahmadi100% (3)
- ICEMsubmittedversionDocument8 pagesICEMsubmittedversionsarbiniNo ratings yet
- Design of A Miniature Axial-Flux Spindle Motor With Rhomboidal PCB WindingDocument3 pagesDesign of A Miniature Axial-Flux Spindle Motor With Rhomboidal PCB WindingnevesunipampaNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature Machineantriksh mahajanNo ratings yet
- Electromagnetic Study of MW-Class HTS Wind Turbine GeneratorsDocument4 pagesElectromagnetic Study of MW-Class HTS Wind Turbine GeneratorsDedi YushardiNo ratings yet
- Dual-Excitation Permanent Magnet Vernier Machine PrototypeDocument6 pagesDual-Excitation Permanent Magnet Vernier Machine PrototypeNenad Kostadinovic50% (2)
- Soft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsDocument5 pagesSoft Magnetic Insulated Iron Powder in Electromagnetic ApplicationsMohanNo ratings yet
- Synchronous Reluctance Motors ExplainedDocument11 pagesSynchronous Reluctance Motors ExplainedVidhya M PNo ratings yet
- CH - 4Document53 pagesCH - 4tsegayNo ratings yet
- SPE/IADC 85338 New Performance Motors Set New Benchmarks in Drilling PerformanceDocument6 pagesSPE/IADC 85338 New Performance Motors Set New Benchmarks in Drilling PerformanceJohnSmithNo ratings yet
- E48 039 046vvDocument8 pagesE48 039 046vvvishiwizardNo ratings yet
- S.R.K.R.Engineering College Bhimavaram: Power FormerDocument11 pagesS.R.K.R.Engineering College Bhimavaram: Power FormerrajrajithaNo ratings yet
- 25 KW - 15 KRPM - 6-4 PMSM - Optimal Design and Torque Pulsation Reduction Via FEM - A Doua Varianta BunaDocument8 pages25 KW - 15 KRPM - 6-4 PMSM - Optimal Design and Torque Pulsation Reduction Via FEM - A Doua Varianta Bunavladuzzu_007No ratings yet
- 2012 An Axial-Flux Permanent Magnet (AFPM) Generator For Defence Applications - Paradigm Shift in Electrical Machine (Cored Rotor and Stator) PDFDocument5 pages2012 An Axial-Flux Permanent Magnet (AFPM) Generator For Defence Applications - Paradigm Shift in Electrical Machine (Cored Rotor and Stator) PDFFazal Karim MahsudNo ratings yet
- A17. Six-Phase Fractional-Slot-per-Pole-per-Phase Permanent-Magnet Machines With Low Space Harmonics For Electric Vehicle ApplicationDocument10 pagesA17. Six-Phase Fractional-Slot-per-Pole-per-Phase Permanent-Magnet Machines With Low Space Harmonics For Electric Vehicle Applicationwalidghoneim1970No ratings yet
- Fig 1.1 Axial-Field Electrical MachineDocument26 pagesFig 1.1 Axial-Field Electrical MachineSafalsha BabuNo ratings yet
- A Low-Speed, High-Torque, Direct-Drive Permanent Magnet Generator For Wind TurbineDocument8 pagesA Low-Speed, High-Torque, Direct-Drive Permanent Magnet Generator For Wind TurbineHelicon1No ratings yet
- Massachusetts Institute of Technology: 2.1 Surface Magnet MachinesDocument32 pagesMassachusetts Institute of Technology: 2.1 Surface Magnet MachinesEgyptman JanNo ratings yet
- Epstein Test MethodDocument7 pagesEpstein Test MethodAnonymous vKD3FG6RkNo ratings yet
- Sae2021 01 7039Document7 pagesSae2021 01 7039Joanne WNo ratings yet
- 2003 Modeling of Iron Losses of Permanent-Magnet Synchronous MotorsDocument9 pages2003 Modeling of Iron Losses of Permanent-Magnet Synchronous MotorsmgecicNo ratings yet
- Dual-Rotor Multiphase Permanent Magnet Machine With Harmonic Injection To Enhance Torque DensityDocument4 pagesDual-Rotor Multiphase Permanent Magnet Machine With Harmonic Injection To Enhance Torque DensitygogjwjNo ratings yet
- Electromagnetic Design of DC MotorsDocument24 pagesElectromagnetic Design of DC Motorsthulasi_krishna100% (1)
- Fractional-Slot Concentrated-Windings Synchronous Permanent Magnet Machines - Opportunities and ChallengesDocument15 pagesFractional-Slot Concentrated-Windings Synchronous Permanent Magnet Machines - Opportunities and ChallengesYong LiNo ratings yet
- Optimal Design of A New Interior Permanent Magnet Motor Using A Flared-Shape Arrangement of Ferrite MagnetsDocument4 pagesOptimal Design of A New Interior Permanent Magnet Motor Using A Flared-Shape Arrangement of Ferrite MagnetsShaat KumarNo ratings yet
- Electric Vehicle For Traction MotorsDocument12 pagesElectric Vehicle For Traction Motorschetan_harsha_1100% (1)
- Development of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsDocument10 pagesDevelopment of High Efficiency Brushless DC Motor With New Manufacturing Method of Stator For CompressorsAnonymous di05J3ZkTRNo ratings yet
- PowderMet2015-San Diego FinalDocument12 pagesPowderMet2015-San Diego FinalMilan JoshiNo ratings yet
- QuesDocument3 pagesQuesGagandeepSinghWaliaNo ratings yet
- I Have Preference of Internet Marketing and Retail Management (MBA7144) Over Marketing Research and Product Management (MBA7143)Document1 pageI Have Preference of Internet Marketing and Retail Management (MBA7144) Over Marketing Research and Product Management (MBA7143)GagandeepSinghWaliaNo ratings yet
- Business EnvironmentDocument30 pagesBusiness EnvironmentGagandeepSinghWaliaNo ratings yet
- CH 03Document76 pagesCH 03Abhishek DebnathNo ratings yet
- Business EnvironmentDocument30 pagesBusiness EnvironmentGagandeepSinghWaliaNo ratings yet
- Ques On Consumer Buying BehaviourDocument3 pagesQues On Consumer Buying BehaviourGagandeepSinghWaliaNo ratings yet
- EconomicsDocument9 pagesEconomicsGagandeepSinghWaliaNo ratings yet
- Kapoor Software LTDDocument5 pagesKapoor Software LTDluniapNo ratings yet
- Case Study 3: Has Benefitted Patients: It Has Helped To Prolong Survival For Those With CMLDocument7 pagesCase Study 3: Has Benefitted Patients: It Has Helped To Prolong Survival For Those With CMLGagandeepSinghWaliaNo ratings yet
- Visualizing and Presenting DataDocument29 pagesVisualizing and Presenting DataGagandeepSinghWaliaNo ratings yet
- ProjectDocument69 pagesProjectGagandeepSinghWaliaNo ratings yet
- Some BalancesheetDocument49 pagesSome BalancesheetGagandeepSinghWaliaNo ratings yet
- ProjectDocument69 pagesProjectGagandeepSinghWaliaNo ratings yet
- Introduction: The Project Report Is Prepared To Gain The Knowledge of Mutual Funds. Mutual Funds AreDocument1 pageIntroduction: The Project Report Is Prepared To Gain The Knowledge of Mutual Funds. Mutual Funds AreGagandeepSinghWaliaNo ratings yet
- CD 6 Mutul FundsDocument88 pagesCD 6 Mutul FundsJoanna HernandezNo ratings yet
- 3M CatalogueDocument32 pages3M Cataloguefandi.azs37No ratings yet
- 5020-Article Text-10917-1-10-20220808Document9 pages5020-Article Text-10917-1-10-20220808indah rumah4No ratings yet
- The Image of The CityDocument17 pagesThe Image of The CityMay Rose ParagasNo ratings yet
- Thyrotronic enDocument4 pagesThyrotronic enVladimirNo ratings yet
- Well Rounded.: 360 CassetteDocument12 pagesWell Rounded.: 360 CassetteMonty Va Al MarNo ratings yet
- Treatment of Headaches in The ED With Lower Cervical Intramuscular Bupivacaine Injections: A 1-Year Retrospective Review of 417 PatientsDocument9 pagesTreatment of Headaches in The ED With Lower Cervical Intramuscular Bupivacaine Injections: A 1-Year Retrospective Review of 417 PatientsLarry B. Mellick, MDNo ratings yet
- Fs 1100 Flame Simulator Data Sheet en Us 584524Document4 pagesFs 1100 Flame Simulator Data Sheet en Us 584524Rildon Valqui CiezaNo ratings yet
- My Version of Meatlaof Project DraftDocument3 pagesMy Version of Meatlaof Project DraftCloue Faye I. BasalloNo ratings yet
- Mobile Network Optimization MapDocument1 pageMobile Network Optimization MapShahzad Farooq100% (1)
- Shat Karma ConciseDocument4 pagesShat Karma ConcisesarikaabhayNo ratings yet
- Effect of Pregnancy Induced Hypertension on Mothers and Babies Hematological ProfilesDocument3 pagesEffect of Pregnancy Induced Hypertension on Mothers and Babies Hematological ProfilesAbdifatah AhmedNo ratings yet
- Wood Plastic and CompositesDocument5 pagesWood Plastic and CompositesBenjie LatrizNo ratings yet
- Tooth Development, Eruption & Applied Aspects: Saurabh Roy 09.03.2016Document95 pagesTooth Development, Eruption & Applied Aspects: Saurabh Roy 09.03.2016reema aslamNo ratings yet
- 6 Health Benefits of Bitter MelonDocument7 pages6 Health Benefits of Bitter Melonlove sardualNo ratings yet
- MX 201110 enDocument1,203 pagesMX 201110 envajrahastaNo ratings yet
- Columbus Files Motion To Dismiss Bankruptcy Claim by Latitude Five25 OwnersDocument38 pagesColumbus Files Motion To Dismiss Bankruptcy Claim by Latitude Five25 OwnersWSYX/WTTENo ratings yet
- Lista de Precios Tones y Staleks 01.04Document3 pagesLista de Precios Tones y Staleks 01.04Maria T. OliverosNo ratings yet
- Deks Olje ArticleDocument5 pagesDeks Olje ArticleTomMacNaughtonNo ratings yet
- Detailed Lesson Plan in General MathematicsDocument6 pagesDetailed Lesson Plan in General MathematicsAira Jane Irarum78% (18)
- Computations on a waiters bill pad and conversations in the mistDocument3 pagesComputations on a waiters bill pad and conversations in the mistRavishu NagarwalNo ratings yet
- MCS Selection For Throughput Improvement in Downlink LTE SystemsDocument5 pagesMCS Selection For Throughput Improvement in Downlink LTE SystemsNAZIFA NAWARNo ratings yet
- A Review: HPLC Method Development and Validation: November 2015Document7 pagesA Review: HPLC Method Development and Validation: November 2015R Abdillah AkbarNo ratings yet
- XR5 9 Element 5 Band Yagi 20-17-15-12-10MDocument16 pagesXR5 9 Element 5 Band Yagi 20-17-15-12-10Msboonuy331No ratings yet
- 11 - FORAGERS by Sam BoyerDocument106 pages11 - FORAGERS by Sam BoyerMurtaza HussainNo ratings yet
- The Storage Handling and Transportation of Ammonium Nitrate Based Fertilisers 2015Document58 pagesThe Storage Handling and Transportation of Ammonium Nitrate Based Fertilisers 2015Minh Đức TạNo ratings yet
- Factory made uPVC windows installationDocument2 pagesFactory made uPVC windows installationAmit Singh100% (2)
- Mitsubishi Motors: Service ManualDocument29 pagesMitsubishi Motors: Service ManualCristobalNo ratings yet
- PMR205 DR Shawn BakerDocument31 pagesPMR205 DR Shawn Bakerspiridon_andrei2011No ratings yet
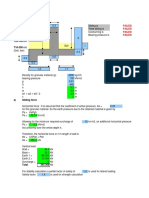
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet