You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Red Lobster CaseDocument5 pagesRed Lobster CaseAditya VatsNo ratings yet
- Abdoer Twist Eng PDFDocument24 pagesAbdoer Twist Eng PDFjulainNo ratings yet
- Maternal Health - Pregnancy - Drinking During Pregnancy Likely To Damage Fertility in Sons (New Kerala - 01-07-2010)Document2 pagesMaternal Health - Pregnancy - Drinking During Pregnancy Likely To Damage Fertility in Sons (New Kerala - 01-07-2010)National Child Health Resource Centre (NCHRC)No ratings yet
- Carbohydrate Counting HandbookDocument31 pagesCarbohydrate Counting HandbookChetana Hooda100% (2)
- 3.2 Present Simple & Present ContinuousDocument2 pages3.2 Present Simple & Present Continuouspinkie11abcdefgNo ratings yet
- Evaluation & Changin Trends in Indian Coffee Industry FinalDocument46 pagesEvaluation & Changin Trends in Indian Coffee Industry FinalMalvika PuranikNo ratings yet
- WafflesDocument3 pagesWafflesSima MiliunaiteNo ratings yet
- English Test - 8° AnoDocument4 pagesEnglish Test - 8° AnoJulia ReginaNo ratings yet
- The Passive Voice - EXERCISESDocument4 pagesThe Passive Voice - EXERCISESSantiago Paz MartinezNo ratings yet
- Aloe Vera Cultivation, Processings, Formulations and Manufacturing TechnologyDocument6 pagesAloe Vera Cultivation, Processings, Formulations and Manufacturing Technologyeiribooks100% (1)
- 2017 - ROASTING - Profile Log Foundation (Celsius) - A4 PDFDocument2 pages2017 - ROASTING - Profile Log Foundation (Celsius) - A4 PDFUpasna TikuNo ratings yet
- TSB Menu Amsterdam EN February2023 DRAFT2Document2 pagesTSB Menu Amsterdam EN February2023 DRAFT2Baptiste BrunnerNo ratings yet
- ShandramaDocument5 pagesShandramaJohn KosmologyNo ratings yet
- Codex For Jam, Jellies, and MermaladeDocument14 pagesCodex For Jam, Jellies, and MermaladeatihidayatiNo ratings yet
- Issued Rations, and Foods Found or Purchased by Mess Groups: For (June 24-26 2016) "Order Out of Confusion": Marching To Monmouth CourthouseDocument6 pagesIssued Rations, and Foods Found or Purchased by Mess Groups: For (June 24-26 2016) "Order Out of Confusion": Marching To Monmouth CourthouseJohn U. Rees100% (2)
- Present Continuous + Present SimpleDocument4 pagesPresent Continuous + Present SimpleVũ TrangNo ratings yet
- Flavor, Quality & American Menus: Seventh Annual Invitational Leadership ForumDocument204 pagesFlavor, Quality & American Menus: Seventh Annual Invitational Leadership ForumVirgil Diel100% (1)
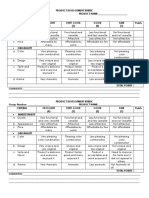
- Product Development RubricDocument1 pageProduct Development RubricLoojee Bayles100% (5)
- Energy Reboot Kit: Double Your Energy & Life Force in Just 7 DaysDocument10 pagesEnergy Reboot Kit: Double Your Energy & Life Force in Just 7 DaysJo CaireNo ratings yet
- HORLICKSDocument6 pagesHORLICKSVaibhav Tiwari100% (1)
- Traditional Soap MakingDocument16 pagesTraditional Soap Makingbcline44325067No ratings yet
- HARANA - Event GuidelinesDocument3 pagesHARANA - Event GuidelinesAimie Nicole SaavedraNo ratings yet
- Starbucks Coffee Academy by Crystal Flores On Prezi NextDocument13 pagesStarbucks Coffee Academy by Crystal Flores On Prezi NextmuuayliiNo ratings yet
- Sreema Satyabhama Enterprises: Rungagora "U"Document2 pagesSreema Satyabhama Enterprises: Rungagora "U"Susmita ChakladarNo ratings yet
- Do You Want Fries With That?: OMNI Keeps You in The GameDocument1 pageDo You Want Fries With That?: OMNI Keeps You in The GameTodd PorterNo ratings yet
- Grammar-EXTRA Inspired 4 Unit 1 Verb Gerund or InfinitiveDocument1 pageGrammar-EXTRA Inspired 4 Unit 1 Verb Gerund or InfinitiveGiuli PanizzoloNo ratings yet
- sp18 hnsc2221 tz9 N Sayegh 1Document5 pagessp18 hnsc2221 tz9 N Sayegh 1api-535264953No ratings yet
- Amul RoughDocument26 pagesAmul RoughvisalisakthivelNo ratings yet
- Math Grade 3Document4 pagesMath Grade 3Mei Elfrida ButarbutarNo ratings yet
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocument3 pagesBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledMarra RicaldeNo ratings yet