Professional Documents
Culture Documents
Dispozitive Gaurire Pentru Proiectul de TCM
Uploaded by
Cornel-Mădălin ŞtirbanOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Dispozitive Gaurire Pentru Proiectul de TCM
Uploaded by
Cornel-Mădălin ŞtirbanCopyright:
Available Formats
8.
ACCESORII I DISPOZITIVE DE LUCRU SPECIFICE
PENTRU MAINILE DE GURIT
Datorit marii diversiti, att a pieselor ct i a prelucrrilor ce se realizeaz pe mainile
de gurit, se poate aprecia c acest gen de prelucrri conduce la cea mai ampl necesitate de
dispozitive specifice de lucru. Snt rare, n aceast situaie, dispozitivele universale sau accesoriile
standard ale mainii-unelte. Apar, n schimb, ntr-un numr mai mare, dispozitivele tipizate, care
se produc n ntreprinderi specializate, beneficiarul avnd de particularizat destinaia acestora
prin prelucrarea gurilor pentru bucele de ghidare a sculelor i prin amplasarea de elemente de
orientare potrivite cu configuraia piesei de prelucrat. Se mai folosesc, de asemenea, dispozitivele
realizate din elemente modulate, care se preteaz cel mai bine la dispozitivele de gurit.
8.1. Proiectarea schemelor de orientare i fixare a semifabricatelor
n procesul proiectrii dispozitivelor de prelucrare, prima etap este cea de proiectare a
schemei de orientare i fixare optim a semifabricatului. Se pornete de la studiul piesei semi
fabricat, n scopul identificrii bazelor de cotare i a stabilirii bazelor de orientare. Alegerea
corect a bazelor de orientare poate determina realizarea unor prelucrri cu erori minime, fapt
ce conduce la ncadrarea n normele de precizie i calitate impuse acestor prelucrri. Ulterior,
bazele de orientare snt folosite n procesul de proiectare a dispozitivului pentru determinarea
elementelor de orientare i apoi a celor de fixare a semifabricatului. Iniial se lucreaz cu
simboluri, att pentru reprezentarea elementelor de orientare, ct i a celor de fixare, operndu-se
astfel cu "scheme de orientare i fixare". La acest nivel, schemele snt folosite i n planurile de
operaii, pentru indicarea expres a sistemului de orientare i fixare (propus, n general, de ctre
tehnolog) spre a-i servi proiectantului de dispozitiv n elaborarea proiectului.
8.1.1. Baze de cotare i baze de orientare
Baza este un element geometric al semifabricatului. Ea poate fi real sau imaginar i poate
fi de tip plan, dreapt sau punct. De exemplu, axa geometric a unei piese de revoluie este o baz
imaginar (sau fictiv) de tip dreapt.
a. BAZA DE COTARE este baza de raport cu care se poziioneaz - prin cote sau condiii,
explicite sau implicite - elementele geometrice, care se genereaz n operaia considerat n raport
cu alte elemente geometrice ale piesei. Cotele i condiiile se iau din schia operaiei pentru care
se proiecteaz dispozitivul. Aceast schi, ca orice alt desen, ascunde, pe lng cotele i condiiile
date explicit, o mulime de alte informaii care trebuie avute n vedere i filtrate pentru a se alege
dintre ele acele condiii, care completeaz definirea poziiei geometrice a ansamblului supra
feelor ce se genereaz n operaia considerat, n raport cu celelalte elemente geometrice ale
piesei. Poate c, tocmai n aceast subtilitate rezid i o parte din arta proiectrii dispozitivelor,
activitate de complexitate ridicat, unanim recunoscut n rndul specialitilor n domeniu.
In principiu, etapele ce se parcurg n primul moment snt: stabilirea cotelor i condiiilor
ce caracterizeaz poziia suprafeelor de generat; alegerea acelor cote i condiii care leag
elemente geometrice ce se genereaz de elemente geometrice existente pe pies; stabilirea drept
273
m
baze de cotarc a elementelor geometrice existente, astfel depis
tate i verificarea suficienei sistemului de baze de cotare, prin
verificarea numrului i tipului gradelor de libertate preluate
piesei.
n figl apare o pies la care se cere realizarea unei
guri nfundate, poziionat prin cotele indicate. Este clar c
aceste cote determin n mod univoc poziia gurii. Dintre ele,
cota ^10 nu are rol n orientare, deoarece leag dou
elemente geometrice, care se genereaz n operaia consi
derat - dou generatoare ale cilindrului^ce corespund, din
punct de vedere geometric, acestei guri. In schimb, celelalte
trei cote leag perechi de elemente geometrice caracterizate
prin faptul c unele snt existente, iar altele se genereaz in
operaia considerat. De exemplu, cota 23 leag axa gurii (ce
se gene-reaz) de suprafaa2 (existent). Alegmd, acum, de la
fiecare cot elementul geometric existei
sistemul bazelor de cotare, format din
Toate aceste trei baze de cotare snt reale.
n fig. 8.2 apare o flan la care, prin linii
ngroate, snt indicate suprafeele de generat: patru
guri <pS, echidistante, ale cror axe s fie amplasate
pe un cerc cu <p92. Lund pe rnd aceste cote, se
constat c, prima cot <pS, nu indic dect faptul c
scula, cu care se face prelucrarea, trebuie s fie
astfel aleas, net s asigure realizarea gurilor cu
diametrul de 8 mm (de exemplu, un burghiu elico-
idal de <pS). Aceast cot nu are importan n
studiul orientrii piesei. De asemenea, cota <p92 nu
arat dect faptul c centrele gurilor trebuie s se
afle pe un cerc cu acest diametru, precizarea "echi
distante" fiind necesar pentru amplasarea din 90
90 a acestora. Nici aceste dou cote/conditii nu folosesc, nentrn ctiirlinl mpntsni iat
Fig. 8.1
7 A
suprafeele
092
"in:
Alb
- - - - - - - - - - - - - - - - - i
4 qfluri 08. echidistante
Fig. 8.2
-au epuizat cotele/condiiile explicite i totui niciuna dintre ele
cum trebuie orientat niesa. O condiie utila n arp.cf cpnc p
implicit: cercul purttor al centrelor gurilor (cel cotat cu^92) trebuie s fie concentric cu piesa,
in ansamblul ei. Mai precis, acest cerc trebuie s aib aceeai ax cu axa uneia dintre suprafeele
de revoluie J, 2 i 3. Condiia de concentricitate (sau coaxialitate), exprimat astfel, este o
condiie prin care suprafeele de generat snt poziionate n raport cu cele existente pe pies, deci
condiia are rol important m orientarea piesei. Mai precis, elementul geometric existent - i anume
axa piesei este aza de cotare pe direcia considerat. Dac aceast ax are lungime mic n
raport cu diametrul pe care fl caracterizeaz, atunci ea nu este suficient pentru a forma sistemul
e aze e cotare ( care deriv ulterior cel de baze de orientare). Din acest motiv, n cazul
piesei consi erate este necesar i condiia de perpendicularitate a axelor gurilor pe una dintre
aceste suprafee6 * S3U ^*?unc^e conth*a aleas, va rezulta ca baz de cotare i una dintre
r aoort cu traiect ^f* ^>aza Pr^ intermediul creia piesa este orientat n
n contact cu elementele Her? ^ C* c^etoa^e; intermediul unor astfel de baze piesa vine
de orientare fictive. Pentru asTredua adeVra *incazul baz,elor
este necesar s se realizeze, pe dt posibil, coincidentelor '
Relund exemplele prezentate, n ca/.ul piesei din fig.8.1, pentru orientare se pot folosi
chiar bazele de cotare /, 2, 3. Trebuie evitat utilizarea altor baze dect acestea. De exemplu,
trebuie evitat utilizarea bazei 4 n loc de 7, dei tentaia este mare, datorit simplitii evidente
a dispozitivului, care ar folosi suprafaa 4 ca baz de orientare. Aceast opiune poate fi adoptat
doar n urma calculului de erori i a stabilirii efectului acestora asupra preciziei impuse piesei.
n cazul din fig.8.2, bazele de cotare erau axa piesei i suprafaa 5 sau 4, deoarece suprafaa
6 este relativ mic n raport cu piesa. ntre suprafeele 5 i 4 este preferabil 5 datorit poziiei
mai bune a centrului de greutate n acest caz. Axa (fictiv) piesei va trebui s fie materializat
prin orientarea piesei pe una din suprafeele de revoluie, care au aceast ax: 1,2, sau 3. Alegerea
va depinde n prima etap de precizia fiecreia. Iat, deci, c bazele de orientare vor putea fi
alese astfel, net s coincid cu cele de cotare, i aceste cazuri nu snt rare.
8.1.2. Sisteme de baze de orientare pentru piese prismatice
In studiul orientrii pieselor n dispozitive se ine seama de numrul de grade de libertate
preluate n procesul de orientare. Se tie c un corp n spaiu are ase grade de libertate raportate
la un sistem de referin triortogonal: 3 translaii i 3 rotaii. Un grad de libertate se consider
preluat de ctre un element de orientare, atunci cnd piesa nu se mai poate deplasa n sensul
gradului respectiv dect prin desfacerea, fie i parial, a contactului cu elementul de orientare.
Raportnd posibilitile de depla
sare ale unei piese prismatice, la un sis
tem de referin triortogonal, se obine
imaginea din fig.8.3. Prin aducerea pie
sei n contact, prin suprafaa A, cu un
^lemcnt de orientare, i se preiau trei
grade de libertate (<*, rx, i ry). Intr-
adevr, pentru a deplasa piesa ntr-unul
din sensurile acestor grade, trebuie s fie
desfcut - uneori doar parial - contactul
cu elementul de orientare. In schimb,
alte grade (cum ar fi ty) nu snt preluate,
deoarece piesa poate fi deplasat n sen
surile acelor grade fr a se desface con
tactul cu elementul de orientare asociat.
Fig. 8.3
Mai departe, prin orientarea piesei i pe
suprafaa B, i se mai preiau dou grade
de libertate (f.vi rz), astfel net singura
ei mobilitate mai este ty. Acest ultim grad poate fi preluat aducnd piesa n contact cu elemente
de reazem i pe suprafaa C. De reinut, c toate aceste consideraii se fac innd seana i de
aspectul dimensional.Astfel, n cele prezentate s-a avut n vedere c ntre dimensiunile piesei,
exprimate prin cotele /, b i /i, exist relaia l >b>h. Dac situaia concret difer, preluarea
gradelor de libertate difer i ea, existnd anumite limite ntre proporiile piesei (prismatice), care
permit ca o suprafa s fie ntins (baz de aezare), sau numai lung (baz de ghidare), sau n
stirit, mic (baz de sprijin). n cadrul unor astfel de limite, lund n consideraie, n plus, i
direcia vertical (dup care acioneaz fora de greutate), poale fi schimbat tipul bazei. De
exemplu, dac piesa este cubic, n principiu, oricare suprafa a ei poate avea rol de baz de
orientare de orice tip. Schimbarea, potrivit acestor consideraii, a tipului bazei, se face n corelaie
i cu sistemul de strngere adoptat.
VJ n alt aspect important este legat de faptul, c nu ntotdeauna trebuie preluate la orientare
toate cele ase grade ale piesei, uneori fiind suficient preluarea a mai puine grade, urmnd ca
abia prin strngere s fie preluate toate gradele rmase. Un exemplu simplu, n acest sens, este
275
cel in care apare o pies prismatic de genul celei din fig^3, ce se prelucreaz prin gurire, gaura
fiind paralel cu axa Oy i fiind strpuns. n acest caz preluarea gradului de libertate ty nu mai
este necesar n scopul orientrii corecte a piesei. Chiar dac poziia ei difer de la o pies la alta
n sensul acestui grad, prelucrarea se efectueaz cu aceeai precizie. Preluarea gradului n cauz
este necesar pentru a imobiliza piesa n vederea prelucrrii, deci nu are raiuni de orientare
corect.
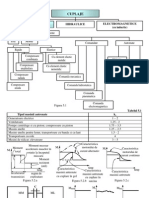
n schia operaiei, reprezentarea grafic a orientrii i fixm piesei se face prin simboluri
specifice. Simbolurile exprim, prin forma lor(elementul de orientare, care se materializeaz fizic,
prin numrul de puncte marcate pe simbol - numrul de grade preluate i prin sgeata asociat
(uneori) cu simbolul - mobilitatea elementului de orientare n direcia sgeii. In tabelul 8.1 snt
date o parte din simbolurile curent folosite n practica de specialitate.
[1]
20 u
[B]f
1
1
1
i
i
i
FiS-8*4 Fig. 8.5
n fig. 8.4 este prezentat simbolic orientarea unei piese m vederea prelucrrii gurii <P12.
Au fost folosite simbolurile: 1 pentru baza de aezare; 2 pentru baza de ghidare i 3 pentru bazfc
de sprijin. Baza de ghidare este, de fapt, planul de simetrie piesei. Acest plan de simetrie este
materializat cu joc n elementul 2, fapt ce conduce la erori de orientare. Snt situaii n care aceste
erori snt mai mici dect erorile admisibile i elementul n cauz este acceptat, fiind mai ieftin. n
cazul n care erorile snt inacceptabile, se folosete elementul autocentrant 2 din fig. 8.5. Acesta
simbolizeaz o menghin autocentrant, care poate s efectueze i strngerea piesei, n cellalt
caz fiind necesar i elementul 4 de strngere.
8.13. Sisteme de baze de orientare pentru suprafee cilindrice
Pentru orientarea semifabricatelor pe suprafee cilindrice,
ire specifice. Ele snt compuse din elemente ale cror
prezentat mai jos.
Numr
critic
276
Simbolizarea
Denumirea
pozitionflrii
Orientarea pe o
suprafa plan
folosind reazeme
fixe
Simbolizarea convenional
nala_bazclor de
Elemente de
dispozitive definite de
simbol
Cepuri de reazem
Plcufe de reazem
Nr. grd.
de
libertate
anulate
Natura
gradelor
anulate
Tipul
bazei
5 6 7 |
3 2R +1T
Baz de 1
aezare 1
2 IR +1T
Baz de 1
ghidare 1
1 1T
Baz de 1
sprijin 1
1
Orientarea pe o
suprafa plan
folosind reazeme
fixe i un reazem
autoreglabil
Orientarea pe o
suprafaf plan
folosind un reazem
autoreglabil
Orientarea pe o
suprafa plan
folosind reazeme
reglabile
Orientarea pe o
suprafa plan
folosind un reazem
autoreglabil
Orientarea pe o
suprafa plan
folosind reazem
mobil
Cepuri de reazem
Plcue de reazem
Reazem autoreglabil
dublu
Reazem autoceglabil
2K + 1T I Baz de
aezare
IR + 1T 1Bz* de
ghidare
1 1T
Baz de
sprijin
2R + 1T
Baz de
aezare
Reazem reglabil
(cu urub, piuli,
urub pan)
IR + 1T
Baz de
ghidare
1 1T
Baz de D
sprijin
Reazem autoreglabil
triplu
1 1T
Baz de
sprijin
Plcue de reazem
Cep de reazem mobile
1 IR
Baz de
sprijin
Rezemare auxiliar
pe o suprafa
plan folosind
reazem auxiliar fix
Plcue de reazem
Cep de reazem
1 1T
Baz
auxiliar
de
sprijin
8
10
11
Rezemare
suplimentar pe o
suprafa plan
folosind reazem
suplimentar
Orientarea pe dou
suprafee plane
lungi, cu joc
funcional folo-
sind reazeme fixe
Orientarea pe dou
suprafee plane
lungi, fr joc
funcional folo
sind reazeme mobile
cu depl. simultan
pe aceeai direcie
Orientarea pentru
trei suprafee plane
lungi, cu joc
funcional folo
sind reazeme fixe
Reazem suplimentar
cu autoaezare
Reazem suplimentar
cu aezare ulterioar
cu blocare cu pan
Reazem suplimentar
cu aezare ulterioar
cu mecanism urub
dublu
Ghidaj lateral lung
Pan lung
Mecanism de centrare
cu flci
Ghidaj lung cu aezare
IR + 1T I de
ghidare
IR + 1T B*z* de
ghidare
3R + 2T
Baz de
aezare
i de
ghidare
277
1
12
Orientarea pe trei
suprafee plane
fr joc funcional
folosind reazeme
fixe i autocentrantc
13
14
15
16
17
18
19
20
Orientarea pe mai
multe suprafee
plane lungi cu joc
funcional formnd
un contur nchis
Orientarea pe o
suprafa cilindric
lung exterioar
sau interioar cu
joc funcional
folosind reazeme
fixe cu contur nchis
Orientarea pe o
suprafa cilindric
exterioar lung
folosind reazem fix
cu contur deschis
Orientarea pe o
suprafa cilindric
exterioar lung
sau interioar fr
joc funcional
folosind reazeme
mobile simultan pe
trei di-
recii sau pe contur
Orientarea pe o
suprafa cilindric
exterioar lung
fr joc funcional
folosind reazeme
mobile pe o singur
direcie
Orientarea pe
suprafee cilindrice
exterioare sau
interioare scurte cu
joc funcional
folosind reazeme
fixe cu contur
Orientarea pe
suprafee interioare
scurte cu joc
funcional folosind
reazem fix sau
contur nchis
Orientarea pe o
suprafa cilindric
exterioar scurt
folosind reazem fix
cu contur deschis
Tabelul 8.1 (continuare)
Reazeme fixe i
mecanism de centrare
Dorn poligonal lung
Buc lung fix
Bol lung fix
Prism lung fix
Mecanism
autocentrant cu buc
elastic cu flci, cu
buc cu perei subiri
cu inele elastice etc.
Mecanism
autoccntrant cu prisme
lungi
Buc scurt fix
Bol cilindric scurt fix
Bol cilindric scurt
mobil
Prism scurt fix
3R 4- 2T
3R + 2T
2R + 2T
7
Baz de
aezare
i de
ghidare
Baz de
aezare
i de
ghidare
Baz
dubl dc
centrare
2R + 2T
2R + 21
Baz
dubl de
ghidare
>clAci
dubla dc
ce n t ra re
2R 4- 2T
2T
2T
2T
Ba/
dubl dc
cc n t ra rc
Baz dc
ce n t ra rc
Baz de
centrare
Baz
dubl
de
sprijin
278
U '
1
21
22
25
26
27
28
Orientarea pe o
suprafa cilindric
exterioar scurt
folosind reazem
mobil cu contur
deschis
Orientarea pe o
suprafa cilindric
interioar scurt cu
joc funcional i de
compensare
folosind reazem fix
cu contur fnchis
Orientarea pe o
suprafa cilindric
interioar scurt cu
23 I joc funcional i de
compensare
folosind reazem mo
bil cu contur fnchis
Orientarea pe o
suprafa cilindric
exterioar sau
interioar scurt,
24 I fr joc funcional
folosind reazem
mobil simultan pe
trei direcii sau pe
contur
L ? -
Prism scurt mobil
Bol scurt fix frezat
Bol scurt mobil frezat
Orientarea pe o
suprafa cilindric
exterioar scurt,
fr joc funcional
folosind reazem
mobil pe o singur
direcie
rt<
Mecanism
autocentrant cu flci,
cu prghii, cu inele
elastice etc.
Orientarea pe
suprafee conice
exterioare sau
interioare lungi,
fr joc funcional
folosind reazeme
fixe
Orientarea pe
suprafee conice
exterioare sau
interioare lungi,
fr joc funcional
folosind reazeme
mobile
Orientarea pe
suprafee conice
exterioare sau
interioare scurte,
fr joc funcional
folosind reazeme
fixe
Mecanism
autocentrant cu prisme
scurte
Buc conic fix lung
Con exterior fix lunii
Buc conic lung
mobil
Con exterior lung mobil
Buc conic scurt fix
Con exterior scurt fix
1
1T
Baz de
sprijin
1 1 Rsau 1T
Baz de
sprijin
1 I R sau 1T
Baz de
sprijin
2T
Baz de
centrare
2T
Baz de
ce n t ra re
2R 4- 3T
Baz
dubl de
centrare
i sprijin
2R 4- 21
Baz
dubl dc
centrare
31
az dc
ce n tra re
i sprijin
1
29
30
31
32
Orientarea pe
suprafee conice
exterioare sau
interioare scurte,
fr joc funcional,
folosind rea/cmc
mobile
Orientarea pe un
contur circular
exterior sau
interior, fr joc
funcional, folosind
reazeme fixe
Orientarea pe un
contur circular
exterior sau interior
fr joc funcional
folosind reazeme
mobile
Orientarea pe un
contur circular
interior, cu joc
compensare,
folosind reazeme
fixe
Tabelul 8.1 (continuare)
i
Buc conic scurt
mobil
Con exterior scurt
mobil
Buc conic scurt fix
Con exterior scurt fix
Buc conic scurt
mobil
Con exterior scurt
mobil
Con exterior frezat fix
2T
3T
2T
2T sau
1T 4- IR
Baz de
centrare
Baz de
centrare
i sprijin
Baz de
centrare
Baz
dubl
de
sprijin
33
34
Orientarea pe un
contur circular
interior, cu joc de
compensare,
folosind reazeme
fixe
Orientarea pe o
suprafa sferic
exterioar, fr joc
funcional, folosind
reazem conic fix
Con exterior frezat
mobil
1 1T saulR
Baz
sprijin
Buc conic fix 3T
Baz de
centrare
i sprijin
35
Orientarea pe o
suprafa sferic
exterioar, fr joc
funcional, folosind
reazem conic mobil
Buc conic mobil 2T
Baz de
centrare
36
Orientarea pe o
suprafa sferic
exterioar, fr joc
funcional, folosind
reazem cilindric fix
Inel cilindric fix cu
Rinei < Rsfer
3T
Baz de
centrare
i sprijin
37
Orientarea pe o
suprafa( sferic
exterioar, fr joc
funcional, folosind
reazem cilindric
mobil
Inel cilindric mobil cu
Rinei < Rsfer
2T
Baz de
centrare
280
38
39
40
41
42
43
44
3
7
Orientarea pe o
suprafa sferica
exterioar, cu joc
funcional, folosind
reazem cilindric
Orientarea pe o
suprafa sferic
exterioar, cu joc
funcional, folosind
reazem sferic interior
Inel cilindric fix 2T
Baz de
centrare
Reazem fix cu
suprafa sferic
interioar
3T
Orientarea pe o
suprafa sferic
exterioar, fr joc
funcional, folosind
reazeme mobile
simultan pe aceeai
direcie
Mecanism de
centrare cu flci
1 1T
Mecanism
autocentrant cu
conuri interioare
3T
Orientarea pe o
suprafa sferic
interioar, fr joc
funcional, folosind
reazem sferic exterior
fix
Orientarea pe o
suprafa sferic
interioar, fr joc
funcional, folosind
reazem sferic exterior
mobil
Orientarea pe o
suprafa sferic
interioar, cu joc
funcional, folosind
reazem sferic fix
Orientarea pe
suprafee cilindrice
canelate interioare sau
exterioare lungi, cu joc
funcional, cu centrare
pe diametrul exterior,
interior sau pe caneluri
t
\
\
Reazem fix cu
suprafa sferic
exterioar cu
Rreazem > Rsfer
3T
Reazem mobil cu
suprafa sferic
exterioar cu
Rreazem > Rsfer
2T
Reazem fix cu
suprafa sferic
exterioar
3T
Baz de
centrare
i sprijin
Baz de
sprijin
Baz de
centrare
i sprijin
Baz de
centrare
i sprijin
Baz de
centrare
Baz de
centrare
i sprijin
Ax canelat lung
Buc canelat lung
3R + 2T
Baz
dubl de
centrare
i baz
de sprijin
281
Tabelul 8.1 (continuare)
45
46
47
l
Orientarea pe
suprafe(e cilindrice
canelate interioare
sau exterioare
scurte, cu joc
funcional, cu
centrare pe
diametrul exterior,
interior sau pe
caneluri
O
\
v
/
/
Orientarea pe
suprafee conice
canelate interioare
sau exterioare lungi,
fr joc funcional
Orientarea pe
suprafee conice
canelate interioare
sau exterioare
scurte,
fr joc funcional
v/
Ax canelat scurt
Buc canelat scurt
Ax conic canelat lung
Buc conic canelat
lung
Ax conic canelat scurt
Buc conic canelat
scurt
Baz de
1R + 2T | centrare i
sprijin
3R + 3T
Baz de
centrare i
baz dubl
de sprijin
1R + 3T
Baz de
centrare i
baz dubl
de sprijin
Fig. 8.7
n fig. 8.6 se prezint cazul orientrii unei piese
cilindrice de tip arbore,la care se face prelucrarea unei
guri axiale. Elementele de orientare folosite snt o pris
m de reazem 1 cu rol de baz dubl de ghidare i un
reazem simplu 2 cu rol de baz de sprijin.
282
Fig. 8.6
n fig. 8.7 se prezint cazul orientrii unei piese de tip lagr, n vederea executrii a dou
guri cu prelucrarea frontal a bosajelor. Se utilizeaz o baz de tip plan 1, o baz cilindric
interioar 2, n care se introduce un bol cilindric lung frezat i o baz de sprijin 3, materializat
printr-un reazem simplu. Se observ faptul, c bolul frezat nu preia gradele de translaie pe
vertical i de rotaie pe plan perpendicular pe figur, grade preluate de baza de tip plan 1.
8.1.4. Erori de orientare a semifabricatelor
Din prezentarea bazelor de cotare i dc orientare s-a observat c, n procesul de orientare
a semifabricatelor, pot s apar erori. Erorile de orientare snt variaii ale bazei de cotare n raport
cu baza de orientare, proiectate pe direcia de msurare. Este evident de aici c eroarea de
orientare este nul, cnd bazele de cotare i cele de orientare coincid sau cnd variaia are loc pe
o direcie perpendicular pe direcia de msurare.
Pentru a determina valoarea erorii de orientare se exprim mai nti distana dintre baza
de cotare i cea de orientare prin suma algebric a cotelor ce compun lanul de dimensiuni dintre
acestea. Forma general a expresiei distanei dintre cele dou baze este dat de relaia:
n
2
i=\
(8.1)
n care: // reprezint cotele din lan. iar a; este unghiul fcut de direcia fiecrei cote cu direcia
de msurare. Difereniind relaia (8.1) se obine:
n
2
i'=l
M l
dl.
dli,
(8.2)
Considernd acum c dL(l) reprezint eroarea de orientare (real), iar d/y reprezint
tolerana la cota //, se obine:
n
2
i=1
dli
(8.3)
Lund n seam faptul c, n practic, este puin probabil ca toate erorile s aib simultan
maxime orientate n acelai sens, se accept nsumarea probabilistic (sau gaussian) astfel
/ 7777
4(0- V 2 net relaia (8.3) devine:
(8.4)
/
B0(b)
Dei pare complicat, calculul de erori se poate face destul de comod, dac s-a neles
principiul. n continuare se trateaz un exemplu.
n fig.8.8 este prezentat cazul unui
semifabricat, la care se cere realizarea unei
guriri la cotele a i b, caracterizate prin
toleranele Ta i Tb. Tratnd mai nti erorile
la cota o, se constat c baza de cotare afe
rent este BC(a), iar baza de orientare este
BO(a). Deoarece aceste baze nu coincid,
trebuie exprimat lanul de dimensiuni dintre
ele. Lanul este format dintr-o singur cot,
cota h. Aadar L(a) /.
Atunci, conform relaiei (8.4):
er0(a) = Th FiS- 8'8
ntr-adevr studiind mai atent situaia, se vede c variaiile cotei h se transpun identic pe
cota a, deoarece cita de reglaj corespunztoare este CRa. Trecnd acum Ia cota b, se constat c
ntre baza de cotare BC(b) i cea de orientare BO(b) lanul de dimensiuni conine cotele c . d,
dintre care C este nclinat fa de direcia de msurare cu unghiul a.
283
- - - - - - - - ^
d(Td) t ^b(Tb)
BC( a)
y .
s / ( J K / BC( b)
\
i- - - - - - - - - - - - - - - - - -
a r
--- zr r t z
3.1 c
C C
_. . l V
'BO(a)
Atunci. L(b) = c cos a + d
iar dL(b) = cos a dc + dd
2__________ dc
de unde: tro(b) = \ / ^ cos a T^j
Cum derivatele pariale snt egale cu 1, rezult:______
o(b) = V 7f cos 2 a + Td2
Se observ c, n ambele situaii, cotele de reglaj ale sculei, CRa i CRb, snt identice cu
, cotele de nchidere L(a) i l(b) ale lanurilor de dimensiuni corespunztoare.
Eliminarea erorilor de orientare presupune, de regul, cheltuieli suplimentare pentru a se
concepe i realiza dispozitivul n alt mod, fie schimbnd schema de orientare (astfel net BO =BC
pentru toate cotele), fie alegnd elementele de orientare care s elimine aceste erori (de exemplu
elemente autocentrante). O rezerv mare pe linia eliminrii sau reducerii erorilor de orientare
rezid n nsi concepia tehnologiei de execuie, care adesea permite schimbri artesuccesiunii
operaiilor fr efecte asupra calitii piesei, dar care produc efecte mari n sensul prezentat aici.
Pe de alt parte, nu ntotdeauna erorile de orientare - ca i alte erori - trebuie eliminate total
(deoarece este posibil s creasc mult costurile de fabricaie), ci este suficient reducerea lor sub
o limit admisibil.
A %
In continuare se prezint modul de calcul al erorilor de orientare admisibile. Determinarea
acestora se face plecnd de la eroarea total care apare la prelucrarea pe maini-unelte.
Eroarea total este dat de relaia:________________________
Et "\/ (ko o)2 + (ks Es)2 + (kp Ep)2 + (km m)~ (*^)
unde: E0, Es, Ep, Em snt erorile de orientare, strngere, prelucrare i, respectiv, msurare, iar prin
k se noteaz coeficienii care caracterizeaz gradul1de apropiere a distribuiei erorilor de
distribuie normal.
Presupunnd c distribuia este normal, se face ipoteza: k0 ks = km = 1
Atuncl: e t = Vei + e| + Ep + Em
_____ A
La limit, trebuie s fie cel mult egal cu tolerana piesei (Et ^ Tp ). In acest caz, E0
devine eroare de orientare admisibil (Ep) i se expliciteaz astfel:
Eo = v Tp (Es + Ep + Em)
Cum la proiectare snt greu de estimat valorile lui Es, Ep, Em se nglobeaz acestea ntr-o
a numit "precizie medie economic" notat cu cu i relaia devine:
Eo = Tl}- o j (8-6)
n practic, adesea, a>se consider cu valori cuprinse ntre: cu =
'l 2N
v2- 3,
Tp
Comparnd erorile real i admisibil, cu relaia Eo ^E%, pentru fiecare element de
orientare i pe fiecare direcie se poate stabili, cu exactitate, care dintre elementele de orientare
propuse asigur precizia impus. Ulterior, dintre acestea se aleg cele care, la un cost et mai redus
i n condiii de comoditate i securitate acceptabile, compun sistemul de orientare optim.
8.1.5 Sisteme de strngere a semifabricatelor
Sistemele de strngere utilizate n construcia de dispozitive au rol de a asigura contactul
semifabricatului cu elementele de orientare i de a menine acest contact pe toat durata
procesului de prelucrare. nainte de a se aplica forele de strngere principale, 5, este necesar s
se verifice*dac orientarea s-a fcut corect, adic, dac s-a realizat contactul cu toate elementele
284
de orientare i c acestea au fost folosite corespunztor, prelund fiecare numrul de grade de
libertate pentru care au fost proiectate. Pentru aceasta, uneori, este necesar s se prevad
strngere de reglare, Srt care asigur contactul semifabricatului cu anumite reazeme, atunci, cnd
prin greutatea proprie a semifabricatului sau prin fora de strngere, accst contact nu se realizeaz.
In reprezentarea simbolizat fora de strngere principal este marcat cu sgeata plin, iar cea
de reglare - cu sgeata goal.
Pe de alt parte, procesul efectiv de prelucrare poate fi precedat de o perioad de tranziie
necesar pentru punerea n micare a semifabricatului, sau poate fi urmat de frnarea micrii.fn
perioadele de tranziie pre i post-prelucrare se pot nate fore sau momente de inerie al cror
efect s fie mai important dect cel propriu prelucrrii, astfel net s fie necesar luarea n seam
cu prioritate a acestor solicitri n locul celor aprute n procesul de prelucrare propriu-zis. La
piesa fiind n general fix, acest gen de solicitri este mai puin prezent.
Pentru perioada de achiere propriu-zis, forele de strngere se calculeaz plecnd de la
schema de fixare aleas.
prelucrri de tipul guririi,
8.1.6 Erori de strngere a semifabricatelor
A.
In urma aplicrii forelor de strngere apar o serie de deformaii care conduc la apariia
erorilor de strngere. Apariia acestor erori se datoreaz deplasrilor bazelor de orientare, ca
urmare a aciunii forelor de strngere, deplasri proiectate pe direcia de msurare. La piese cu
rigiditate ridicat, ele snt, n principal, un efect al deformaiilor de contact. n cazul generai, ele
pot fi calculate cu relaia: Es ifrruix ~ fmin) cos o. (&.7)
n care: fmax i fmin reprezint deplasrile maxim i minim ale bazei de reazemja - unghiul dintre
direciile deplasrii i direcia dimensiunii de realizat.
Din cercetrile experimentale a rezultat c deplasarea este dependent neliniar de fora
de strngere, dup relaia: / =CS* (8.8)
n care: C este o constant de material; 5 - fora de strngere; n - exponent subunitar.
8.2. Dispozitive specifice pentru mainile de gurit
8.2.1 Generaliti
de gurit se caracterizeaz
caracteristicilor funcional*
y* r --------- ts ' * w w w
cerinelor de poziionare a pieselor n raport cu scula, n cursul prelucrrii piesa este fixat pe
masa mainii, fie direct, fie ntr-un dispozitiv specific, iar scula n arborele principal. De asemenea,
scula (sau sculele) se fixeaz, uneori, n dispozitive specifice - dispozitivele port-scul.
Dispozitivele de orientare i fixare a pieselor snt de trei feluri: universale, specializate >i
speciale Dispozitivele universale asigur orientarea i fixarea similar a unor categorii de piese
asemntoare Dispozitivele specializate de gurit snt fabricate centralizat i snt folosite la
prelucrarea unor anumite piese prin particularizri obinute n urma unor mervenu asupra
diferitelor lor cri, cum ar fi: executarea de guri n anumite configuraii asociate cu piesa de
prelucrai n ce * introduc bucale de ghidare pentru scule, executarea de prelucrir, pentru
elemente de orientare sau fixare etc. Uneori, dispozitivele de acest gen au anumite cleme e care
elemente ae oncnuuc , Acesta este cazul dispozitivelor de grup utilizate in
pot fi reglate potrivit piese [P , aurit au o configuraie particular, fiind
cadrul tehnologiilor de grup. Dispoziti e pe g ^ pfoducia dc ^i e mare >i mas.
destinate Drelucrrii unui singur tip de pies . ................... nentru i*e-
posibiliti de
suprasarcin, fie de fixare
285
mulliax). Dispozitivele de generare au rolul dc a imprima sculci o anumit micare, n scopul
generrii unor suprafee, cum ar fi canalele, cavitile etc.
8.2.2 Dispozitive universale
n general,dispozitivele universale pentru un anumit gen de prelucrri fac parte dintre
accesoriile mainii-uncltc, ele fiind folosite pentru orientarea i fixarea pieselor celor mai comune.
La mainile de gurit acest gen de dispozitive este reprezentat de menghinele de diverse tipuri.
Ele pot avea lie una, fie mai multe pri mobile. n primul caz este vorba de menghina obinuit
cu laic mobil, iar n al doilea caz este vorba de mandrincle autocentrante (gen 'universal").
8.23 Dispozitive specializate
La prelucrrile realizate pe maini de gurit, dispozitivele specializate snt cele cu plac
ridicabil i cele indexabilc.
Dispozitivele cu plac ridicabil pot fi acionate manual sau mecanizat. Cele cu acionare
manual pot avea ca sistem de strngere fie un mecanism cu cremalier, fie unul cu excentric.
Oricare dintre aceste tipuri pot fi realizate cu placa ridicabil, n consol sau portal.
n fig .8.9 este prezentat un dispozit iv eu plac ridicabil, n consol, acionat cu cremalier.
Manevrnd maneta 6, se rotete pinionul 5, care deplaseaz cremaliera 3 mpreun cu placa
ridicabil 2.
Fig. 8.9
286
De remarcat faptul, c pinionul i cremaliera au dantur lAclinat, astfel c, atunci cnd
placa ridicabil este cobort pentru a realiza strngerea piesei, odat cu strngerea se produce i
deplasarea axial a pinionului, n aa fel, net suprafaa conic de la captul acestuia se
autoblocheaz n corp (unghiul conului avnd sub 11), meninnd piesa strns i dup eliberarea
manetei.
n fig.8.10 apare o construcie asemntoare, cu deosebirea c placa ridicabil e fixat pe
dou coloane (cremaliere) distanate, ntre care se aaz piesa (construcie tip portal).
2300,02
A-A
Fig. 8.10
Dispozitivele prezentate snt normalizate. Cele cu placa tip consol se realizeaz n cinci
dimensiuni, iar cele cu placa portal n trei dimensiuni.
n fig 8 11 este nfiat o construcie de dispozitiv, cu plac ridicabil, acionat pneu-
matic. Se pot observa tuurile 7, prin care este introdus aerul comprimat intr-una din cele dou
camere ale cilindrului pneumatic, care deplaseaz placa ridicabil 4 pnn t.ja 3. In aceast figur
se mai pot observa bolurile, care permit fixarea plcu port-buce specifice piesei de Prdcrat
sculdetrecnd liber prin fereastra existent n placa ridicabil. De asemenea, se remarc bolfunle
excentric a unei poziii de autoblocare.
287
Fig. 8.11
Ca exemplu concret de utilizare a acestor dispozitive, n fig.8.14 este prezentat soluia de
adaptare a construciei normalizate, n vederea executrii gurii de ungere <p6 a piesei din
imagine.n corpul dispozitivului a fost practicat o decupare, n care a fost fixat placa 3, ce
conine elementele de orientare 2 i 4, pe care se introduce piesa. n placa ridicabil snt fixate
pana 1, care efectueaz fixarea piesei i buca de ghidare prin care trece burghiul.
Un alt exemplu nfieaz, n fig. 8.15, numai elementele ce se vor aduga la un dispozitiv
cu plac ridicabil, cum este cel din fig. 8.12, pentru a se executa gurirea, lrgirea i alezarea
celor dou ochiuri ale unei biele. Aici, piesa este aezat pe plcile de reazem S, se preorienteaz
pe bolurile 7 i 9 i pe tiftul 6. Orientarea final i strngerea piesei snt realizate de ctre bielele
2 reinute n coliviile 3, care snt deplasate la coborrea plcii ridicabile de ctre segmenii /, pe
suprafeele conice ale acestora, n sensuri radiale fa de ochiurile bielei. n acest fel, pereii
ochiurilor vor rezulta cu grosime uniform, indiferent de variaiile (admisibile) suprafeelor
exterioare brute, obinute prin matriare la cald.
Alt gen de dispozitive specializate este format de categoria dispozitivelor indexabile.
Acestea pot avea ax orizontal sau ax vertical.
288
500 0,03
L a v
1 j
~ T ~ ~
i __________
1 ! !
_ f 1
f j i
1 /
1
1 1
i-l;
Fig. 8.12
1
III!
V
A
WAV
1
/ '
Fig. 8.13
2S>
A-A
Piesa
Fig. 8.14
1
Vi
I v
Fig. 8.15
A
r .
290
.'J
rfc
l
n fig.8.16 este prezentat un dispozitiv indexabil cu ax orizontal tipizat. Se observ c
platoul rotativ2 este centrat n corpul 1 prin buca 4f cu care platoul este solidar. In vederea rotirii
platoului;se rotete maneta 9 (n sens orar, pe figur), fapt ce asigur deblocarea platoului
imobilizat de excentricul 12, pe de o parte, i retragerea indexorului 7 spre stnga. In urma rotirii
platoului se alege o nou poziie unghiular, care este mai nti indexat i apoi fixat prin rotirea
n sens invers a manetei 9. Pentru a executa prelucrarea unui anumit tip de pies cu ajutorul
acestui dispozitiv, pe platoul 2 se vor fixa att elementele specifice de orientare i fixare, cu i
suporii port-buce corespunztori piesei de prelucrat.
Con Morse
I
Fig. 8.16
8.2.4 Dispozitive speciale
Dispozitivele speciale au destinaii precise i snt folosite n nr^ , .
aceste condiii, costul, fund disipat pe un numr mare de piese nu e r !f 8ene mare- In
net proiectarea este subordonat, practic, obiectivelor producti vi i r ,mportant>astfel
constat o mare diversitate elesoluii,care nglobeaz o real nune ? Caltale- De aceea, se
proiectanilor din domeniu. In aceast diversitate apar totui unele 7 Vaoare a Paginaiei
regsite la multe dispozitive soluii pariale, care formeaz un fel de U COmune- As^el, snt
punct de pornire n proiectare. Aceste soluii pariale se refer la ele de util ca
chiar standardizate, sau la subansamble mai mult sau mai puin co ,nte specifice, tipizate sau
bucelor de ghidare, orientarea sau fixarea piesei. mp exe,ce rezolv susinerea
fn cele ce urmeaz snt prezentate succint att soluii nani*i % -
alezat, filetat. U{Upar*,aJe c dispozitive ntregi de
lamat
291
Fig. 8.17
O prim categorie de elemente
este cea a bucelor de ghidare, mtilnite
numai la dispozitive de gurit. Acestea
snt realizate din materiale cu duritate
comparabil cu cea a sculelor - de regul
OSC 8 sau OSC 10, clit. Bucele de
ghidare snt de dou feluri - fixe i deta
abile. Ele snt standardizate astfel:
STAS 1228/1-85 - Buc fix fr guler;
STAS 1228/2-85 - Buc fix cu guler;
STAS 1228/3-85 - Buc detaabil.
Bucele fixe snt introduse cu
ajustaj cu strngere n placa port-buce.
Cele cu guler au, n plus, i rolul de limi
tare a cursei sculei. Bucele detaabile
snt introduse cu ajustaje cu joc, fie di-
Fig. 8.18
292
Fig. 8.19
rect n placa port-buce, fie ntr-o aa numit buc de baz fixatn
aceast plac. Caracteristica principal a bucelor detaabile este
legat de necesitatea ca acestea s poat fi extrase/introduse intr-un
timp ct mai scurt, acest timp fcnd parte, de obicei, din timpul
auxiliar. De regul, aceast cerin este rezolvat printr-un sistem
specific, tip baionet.
Uneori, fa de forma standard, bucele snt prelucrate, ast
fel, net s fie adaptate formei date a piesei de prelucrat. O astfel de
situaie apare n fig. 8.17, unde buca este prelucrat nclinat la
partea inferioar, pentru a conduce scula pn n imediata apropiere
a piesei. Se observ modul de imobilizare a bucei detaabile prin
piesa 1 ce poate fi rotit n poziii determinate de locaurile conice
n care intr bila 2.
Un caz similar apare n fig.8.18, unde soluia pentru imo
bilizarea bucei este dat de plcua 1 i de urubul 2. Prin rotirea
cu 180 a acestuia din urm, aplatisarea A ajunge n dreptul bucei,
permind extragerea acesteia.
Alte soluii se^refer la prile rabatabile ale dis
pozitivelor de gurit. n fig. 8.19 se observ partea rabatabil
1 reinut de zvorul 2. Contactul pieselor n micare relativ
este realizat prin intermediul cepurilor 3, care reduc scoa
terea din uz datorit uzurii suprafeelor de contact.
n fig.8.20, zvorul 3 se afl chiar n placa port-buc
rabatabil 7, a crei rabatere este limitat de opritorul 2.
O alternativ pentru aceast soluie apare n fig.8.21,
n care lipsete zvorul, funcia sa fiind preluat de arcul de
traciune 4. Bineneles c aceast alternativ este valabil n
cazul unor guri de diametre mici, astfel, net s nu se pun
problema apariiei unor fore mari, care s nu poat fi nvinse
de arc.
A
In fine, o alt soluie pentru reinerea plcilor raba
tabile este nfiat n fig.8.22, unde problema este rezolvat
cu urubul 2, care, dac este rotit cu 90, va trece prin
fereastra practicat n placa port-buce 1, astfel, net aceasta
s poat fi rabtut.
. L
a"
Fig. 8.20
Pentru orientarea unui cap de biel n vederea guririi, n
fig.8.23 se prezint o soluie care nglobeaz prisma de reazem 1,
reglat n poziie longitudinal cu urubul 2 i fixat cu tiftul
filetat 3.
Pentru fixarea pieselor n dispozitive snt utilizate, de
asemenea, o multitudine de soluii.
In fig.8.24, piesa este fixat simplu, prin rola cilindric 1 ce
coboar pe pana 2, crend fora de strngere S. Unghiul de pant
al penei va trebui s fie un unghi de autoblocare (n acest caz
maxim 11).
Fig. 8.23
O alt variant folosete, n fig.8.25, un excentric
actionat cu o rozet. Aplicnd momentul M la roze,
S o r i t excentricitii * apare fora 5, care fixeaz dis
pozitivul n alezajul piesei.
Fig. 8.21
I
Fig. 8.22
Fig. 8.24
wssm
Fig. 8.25
293
n fig.8.26, pentru fixarea dispozitivului pe piesjcste folosit brida /, carc, la slbirea
rozetei, poate lua prin translatare i rotire o poziie vertical, pervnind extragerea dipo/ilivului.
Pentru a evita rotirea n raport cu corpul dispozitivului a suportului bridei, aceasta conine tiltul
2, cu rol de pan.
n fig.8.27, strngerea este realizat prin aibele elastice itcc snt deformate prin aciunca
excentricului 2, iixnd dispozitiv! pe pies.
Fig. 8.26 Fig. 8.27
Un alt mod de fixare este nfiat n fig. 8.28, unde soluia este exprimat prinlr-un sisiem
baionet. Buca clit 1 (care are i rol de ghidare a sculei) se centreaz pc corpul 2 i, prin rotire,
canalele nclinate cu unghiul a vor asigura deplasarea ei axial,astfel.ncit piesa aflat n interior
s fie strns.
A
In fig. 8.29,strngerea se face simultan pe dou direcii, astfel,nct se realizeaz contactul
piesei cu toate reazemele. ,
Fig- 8-28 Fig. 8.29
O cat ;goi ie particular de dispozitive de gurit este cea a dispoz.il ivcior tip caset. Acestea
snt destinate prelucrrii pieselor mici, care pot fi introduse ntr-o cutiei fixate n ea, urmnd
ca prelucrrile s fie fcute prin rsturnarea ei pe masa mainii(aslfel,net s se asigure accesul
294
burghiului prin bucele de ghidare amplasate mperei. Evident c pereii pot
reazem
5, fie 4.
in ng. o.30 se prezint un dispozitiv tip caset^care asigur gurirea unei p
In vederea schimbrii piesei, se slbete rozeta 3, se retrage zvorul 2
uce 1. Pentru efectuarea prelucrrilor, dispozitivul st pe inasa mainii
Fig. 8.30
La dispozitivul din fig.8.31, in
troducerea piesei se face pe o parte i
gurirea pe partea opus. In acest scop,
dispozitiv! dispune de picioarele 1,ca
re asigur orientarea sa pe masa ma
inii.
n fig. 8.32,fixarea piesei se face
prin plunjerul 4, acionat de un arc a-
tunci cnd cele dou pri rabatabile au
fost nchise (cu piesa ntre ele) i zvo
rul 3 le-a blocat m aceast poziie.
O variant pentru sistemele de
strngere la dispozitive, pentru prelu
crri la care apar fore reduse de a-
chiere,este cea n care snt folosite
prghiile articulate. Problema este de a
realiza un astfel de sistem de prghii,
net el s rmn autoblocat n poziia
"strns".
Fig. 8.31
Fig. 8.32
295
00
* "
l' '>
1 -r
..c
297
n fig. 8 .33 este nfiat un
dispozitiv, care utilizeaz trei sis
teme de strngere. uruburile
montate asigur dispunerea cur
sei de lucru a sistemului, astfel,
net s acopere cmpul de tole
ran a pieselor.
Strngerea pieselor prin
elemente cu filet necesit, adesea,
introducerea de bride sau prghii.
n fig. 8.34 se prezint un dispo
zitiv la care piesa se orienteaz pe
dornul 1, bolul frezat 3 i gulerul
Fig. 8.35 2, fiind fixat cu brida 4. In scopul
evitrii deformaiei dornului, ca urmare a torei de achiere aplicat perpendicular pe axa
acestuia, se introduce reazemul suplimentar cu autoaezare 5, care va fi blocat n poziie, dup
ce piesa a fost orientat i fixat n totalitate.
n fig. 8.35, se observ, c la rotirea prghiei 1, datorit forei Q, levierul 3 se rotete
mpingnd plujerul 2 spre dreapta. Ca urmare, inelul de cauciuc dur 4 se deformeaz, realiznd
fora S. Datorit jocului "/">prghia 1 va trece de punctul mort i va rmne blocat n aceast
poziie, pe toat durata prelucrrii. Avantajul principal al acestor sisteme de strngere este timpul
extrem de redus de acionare.
8.2 .5 Dispozitive port-scul
Din categoria dispozitivelor port-scul fac parte dispozitivele pentru orientarea i fixarea
sculei (sculelor) i cele de generare.
n fig. 8.36 snt prezentate re
ducii cu con Morse fr prelungitor a
i cu prelungitor b. Dimensiunile aces
tor reducii se gsesc n cap.3.
n fig. 8.37 apare o mandrin cu
acionare rapid cu bile. Sculele snt
fixate n prealabil n reduciile 7 i apoi
snt introduse pe rnd n mandrin prin
ridicarea bucei 3, fapt ce determin
retagerea bilelor 6. Dup introducerea
sculei, buca coboar, fcnd ca bilele 5
s intre n locaurile din reducie i asi-
gurnd astfel, reinerea i antrenarea
sculei n vederea prelucrrii. Problema
schimbrii sculelor apare frecvent la
b operaii de gurire urmate de lamare,
lrgire, alezare sau filetare pe aceeai
Fig. 8.36 ax.
Dispozitivele port-scul pentru generare servesc la realizarea unor prelucrri ulterioare
guririi sau lrgirii, care modific profilul logitudinal al alezaj uiui piesei. In fig. 8.38 apare un
astfel de dispozitiv destinat prelucrrii unui canal circular. Se observ, c dup ce scula a coboru
i ajuns m poziia necesar, urubul 4 nu mai permite coborrea suportului 2yn care se gsete
scula, dei mandrina continu s coboare. Ca urmare, se comprim arcul n tirnp ce suportul 2,
ghidat excentric n corpul 1 al mandrineL n ce Des-si mr iasc excentru'ifate.;! a.<;rfe.l iYi.iY
Q
298
Fig. 8.37
executat prelucrarea canalului. Dac se dorete
realizarea unei prelucrri interioare pc o lungime
mai mare, nu mai este suficient simpla deplasare
radial a sculei, ci este necesar i deplasarea ei
axial.
O astfel de situaie apare ,n fig. 8.39, unde
scula 5 este fixat ntr un suport basculant 4, care
prin umrul k este adus mai nti n poziia de lucru
radial, iar apoi culiseaz axial fr a-i modifica
poziia radial.
Fig. 8.38
*
I
1
Fig. 839
299
You might also like
- Curs 2 Alegerea Schemelor de BazareDocument9 pagesCurs 2 Alegerea Schemelor de BazareCosmin Lucian PetreNo ratings yet
- Elementele Caracteristice Ale Sculelor AschietoareDocument11 pagesElementele Caracteristice Ale Sculelor AschietoarePirvu MihaelaNo ratings yet
- DispozitiveDocument3 pagesDispozitiveCozma StefanNo ratings yet
- Toaz - Info Proiect Dispozitive PRDocument40 pagesToaz - Info Proiect Dispozitive PRJooPNo ratings yet
- Proiectare DispozitivelorDocument36 pagesProiectare DispozitivelorTudorLeşanNo ratings yet
- Orientarea Si Fixarea Pieselor in Dispozitive de FabricareDocument12 pagesOrientarea Si Fixarea Pieselor in Dispozitive de FabricareAndy ZanNo ratings yet
- Tehnologii de FabricatieDocument16 pagesTehnologii de FabricatieVili SzabyNo ratings yet
- Proiect PPS2 ProiectareDocument16 pagesProiect PPS2 Proiectarejustme_88No ratings yet
- Cap 4 Adaos Prel LaminateDocument15 pagesCap 4 Adaos Prel Laminatetomalexandru17100% (1)
- Proiect MPDPDocument18 pagesProiect MPDPPop GabrielNo ratings yet
- IMG Curs DispozitiveDocument118 pagesIMG Curs Dispozitiverudolf_laszlokNo ratings yet
- Proiect TDPRDocument48 pagesProiect TDPRGabriel BodeaNo ratings yet
- Bucsa Ghidare MatritaDocument15 pagesBucsa Ghidare MatritaGratian IoanNo ratings yet
- Cap7 PreviziuneDocument55 pagesCap7 PreviziuneHodos IoanaNo ratings yet
- Tema Dispozitive Tehnologice Voinea VasileDocument21 pagesTema Dispozitive Tehnologice Voinea VasileVoinea VasileNo ratings yet
- DT P GeanaDocument22 pagesDT P GeanaxTr - SilenTNo ratings yet
- DISPOZITIVEDocument24 pagesDISPOZITIVECichirdan MihaiNo ratings yet
- UI - 5 - Tehnologia AschieriiDocument20 pagesUI - 5 - Tehnologia AschieriiPetrescu BogdanNo ratings yet
- Studiu Prvind Prelucrarea Prin RectificareDocument36 pagesStudiu Prvind Prelucrarea Prin Rectificareenamicul50100% (1)
- Proiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaDocument36 pagesProiect Tehnologia Fabricatiei Cojocaru Denis An 4 MecatronicaIonut NutzuNo ratings yet
- Rugozitatea Si Ondulatia Suprafetei: Fig.3.1 Abaterile Geometrice Ale SuprafeteiDocument37 pagesRugozitatea Si Ondulatia Suprafetei: Fig.3.1 Abaterile Geometrice Ale SuprafeteiLucian100% (1)
- Tehnologii Si Sisteme de PrelucrareDocument27 pagesTehnologii Si Sisteme de Prelucrarediana_mc100% (1)
- Proiect TPRDocument37 pagesProiect TPRmaftei3100% (2)
- ProiectDocument72 pagesProiectAdrian GuştiucNo ratings yet
- Reductor PlanetarDocument13 pagesReductor PlanetarIon Ciorici67% (3)
- Cuplaje DeseneDocument8 pagesCuplaje DeseneDana RomanNo ratings yet
- TPR2Document42 pagesTPR2Patrascu Robert-Gabriel100% (1)
- Calculul Si Proiectarea Sculelor AschietoareDocument29 pagesCalculul Si Proiectarea Sculelor AschietoareAlina Laura100% (1)
- Varianta 2 DispozitiveDocument15 pagesVarianta 2 DispozitiveDragomir MihaiNo ratings yet
- Proiect TF Morariu AlexDocument23 pagesProiect TF Morariu AlexGheorghe Cojocari100% (1)
- Frezare CubDocument132 pagesFrezare CubSergiu CotunaNo ratings yet
- Aschiere Si Scule AschietoareDocument14 pagesAschiere Si Scule AschietoareNicole CiolteaNo ratings yet
- Curs BAGSDocument59 pagesCurs BAGSAlamic MariusNo ratings yet
- Cutit Roata.Document40 pagesCutit Roata.Crafty Seed67% (3)
- Documents - Tips - Roata Dintata Cilindrica Cu Dinti DreptiDocument201 pagesDocuments - Tips - Roata Dintata Cilindrica Cu Dinti DreptiolteanuramoNo ratings yet
- Bucsa GhidareDocument5 pagesBucsa GhidareElena LascuNo ratings yet
- Cap.3-Part2 v1Document36 pagesCap.3-Part2 v1Vladut BZVNo ratings yet
- Bazele Aschierii Si Generarii SuprafetelorDocument8 pagesBazele Aschierii Si Generarii SuprafetelorOvi OvidiuNo ratings yet
- Proiect Bazele Prelucrarii Prin Deformare PlasticaDocument21 pagesProiect Bazele Prelucrarii Prin Deformare PlasticaRaluca HancianuNo ratings yet
- LicentaDocument19 pagesLicentaMadalina MadaNo ratings yet
- Determinarea Erorilor de Bazare Pentru Piese Tipice Din Constructia de MasiniDocument13 pagesDeterminarea Erorilor de Bazare Pentru Piese Tipice Din Constructia de MasiniMihai ArsuNo ratings yet
- Mecanisme V-2Document28 pagesMecanisme V-2alexandru_popan100% (1)
- Calculul Reductor Cu Roti PlanetareDocument8 pagesCalculul Reductor Cu Roti Planetaremihai_1957No ratings yet
- DM ProjectDocument68 pagesDM ProjectClaudiu MunteanuNo ratings yet
- Proiect Organe de Masini UtcnDocument28 pagesProiect Organe de Masini UtcnBogdan Gabriel100% (1)
- Broasca Andrei Proiect MUDocument31 pagesBroasca Andrei Proiect MUAndrei BroascaNo ratings yet
- BrosaDocument25 pagesBrosaDavid StefanNo ratings yet
- Proiect FPMPCDocument7 pagesProiect FPMPCGratian Ioan0% (1)
- Freza Melc - FinalDocument11 pagesFreza Melc - FinalCălin Florian100% (1)
- Proiect Sass CUTITDocument12 pagesProiect Sass CUTITDănilă MihaiNo ratings yet
- Proiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreDocument21 pagesProiectarea Procesului Tehnologic de Prelucrare Mecanica A Unui ArboreRadu GeorgeNo ratings yet
- Proiect PMDocument42 pagesProiect PMCristian LupuNo ratings yet
- Lucrarea 1Document3 pagesLucrarea 1Alexandru UrseaNo ratings yet
- Mijloace Pentru Controlul SuprafetelorDocument29 pagesMijloace Pentru Controlul SuprafetelorGrigore Marian100% (1)
- Mijloace Pentru Controlul SuprafetelorDocument29 pagesMijloace Pentru Controlul SuprafetelorElena NitaNo ratings yet
- Reperaj+ Aparate SFTDocument20 pagesReperaj+ Aparate SFTFlavius AndreiNo ratings yet
- Notiuni Privind Generarea Suprafetelor Prin AschiereDocument11 pagesNotiuni Privind Generarea Suprafetelor Prin AschiereRadu VasileNo ratings yet
- Sisteme de ReferintaDocument19 pagesSisteme de Referintaraduku1008100% (1)
- Surse de Erori În Modelarea Cu Elemente FiniteDocument13 pagesSurse de Erori În Modelarea Cu Elemente FiniteIorga AlexandruNo ratings yet
- Proiectarea Tehnologiei Şi A Procesului Special de DeformareDocument15 pagesProiectarea Tehnologiei Şi A Procesului Special de DeformareMysha Vestineanu100% (1)