You might also like
- The Risks of Nuclear Energy Technology: Safety Concepts of Light Water ReactorsFrom EverandThe Risks of Nuclear Energy Technology: Safety Concepts of Light Water ReactorsNo ratings yet
- Domino Effects in the Process Industries: Modelling, Prevention and ManagingFrom EverandDomino Effects in the Process Industries: Modelling, Prevention and ManagingRating: 3 out of 5 stars3/5 (1)
- A Grid Based Approach For Fire and Explosion Consequence AnalysisDocument13 pagesA Grid Based Approach For Fire and Explosion Consequence AnalysisMuhammad SuhaibNo ratings yet
- Explosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesDocument6 pagesExplosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesAndro SiregarNo ratings yet
- Modeling and Evaluation of The EnvironmeDocument12 pagesModeling and Evaluation of The EnvironmeAbiram VSNo ratings yet
- Davis 2011Document10 pagesDavis 2011Mochamad SafarudinNo ratings yet
- A Matrix Based Modeling and Analysis Approach For Fire InducedDocument7 pagesA Matrix Based Modeling and Analysis Approach For Fire Induced弘瑞 蒋No ratings yet
- Advances in LNG Hazard and Risk AssessmentDocument13 pagesAdvances in LNG Hazard and Risk AssessmentVikas Naik100% (1)
- Optimal Layout of A Chemical Process Plant To Minimize The Risk To HumansDocument10 pagesOptimal Layout of A Chemical Process Plant To Minimize The Risk To HumansRicardo VelozNo ratings yet
- 38 Vapor Cloud Explosion GexConDocument15 pages38 Vapor Cloud Explosion GexConNoah RyderNo ratings yet
- Assessment of Domino Efect - QRA ApproachDocument6 pagesAssessment of Domino Efect - QRA ApproachthawdarNo ratings yet
- (DRAFT) TheApplication of 3D CFD Simulation For Risk and Safety Assessment in Oil and Gas Industry Facilities Rev00dDocument17 pages(DRAFT) TheApplication of 3D CFD Simulation For Risk and Safety Assessment in Oil and Gas Industry Facilities Rev00dandi suntoroNo ratings yet
- QRA CNG StationDocument6 pagesQRA CNG StationMarino ValisiNo ratings yet
- The Assessment of Risk Caused by Fire and Expflosion in Chemical Process IndustryDocument18 pagesThe Assessment of Risk Caused by Fire and Expflosion in Chemical Process IndustryrandyNo ratings yet
- Applications of CFD For Process SafetyDocument25 pagesApplications of CFD For Process SafetyGuilherme FernandoNo ratings yet
- Determining Safety Distance in Process DesignDocument7 pagesDetermining Safety Distance in Process DesignKokil JainNo ratings yet
- Paper - Vapor Cloud Explosion Analysis of Onshore Petrochemical FacilitiesDocument16 pagesPaper - Vapor Cloud Explosion Analysis of Onshore Petrochemical FacilitiesrsigorNo ratings yet
- Istituto Di Ricerche Sulla Combustione, Consiglio Nazionale Delle Ricerche, Via Diocleziano 328, 80125 Napoli (IT) - E-Mail: Salzano@irc - Cnr.itDocument6 pagesIstituto Di Ricerche Sulla Combustione, Consiglio Nazionale Delle Ricerche, Via Diocleziano 328, 80125 Napoli (IT) - E-Mail: Salzano@irc - Cnr.iterNo ratings yet
- Reg No 730921423020 - PANCHDEV KUMARDocument26 pagesReg No 730921423020 - PANCHDEV KUMARPanchdev KumarNo ratings yet
- How To: Model AccidentsDocument8 pagesHow To: Model AccidentsamanmajidNo ratings yet
- Near Miss Incidents in Chemical IndustryDocument15 pagesNear Miss Incidents in Chemical Industrychujiyo100% (1)
- Risk Assessment in The Oil and Gas Energy IndustryDocument5 pagesRisk Assessment in The Oil and Gas Energy IndustryJaeman ParkNo ratings yet
- Jfpe 2013 1 1Document26 pagesJfpe 2013 1 1Forum PompieriiNo ratings yet
- Enhancing Offshore Safety: A Description of The Offshore Major Accident Risk (OMAR) ModelDocument14 pagesEnhancing Offshore Safety: A Description of The Offshore Major Accident Risk (OMAR) Modeluserscribd2011No ratings yet
- Safety Management: University of The East College of EngineeringDocument8 pagesSafety Management: University of The East College of EngineeringAries MalicdemNo ratings yet
- Progress in Energy and Combustion Science: Taggedptrygve Skjold, Claude Souprayen, Sergey DorofeevDocument2 pagesProgress in Energy and Combustion Science: Taggedptrygve Skjold, Claude Souprayen, Sergey DorofeevriamegaNo ratings yet
- Reducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing ZonesDocument6 pagesReducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing Zonescorrosion cisNo ratings yet
- Risk Assessment of Explosive Atmospheres in Workplaces: R. Lisi, M. F. MilazzoDocument9 pagesRisk Assessment of Explosive Atmospheres in Workplaces: R. Lisi, M. F. MilazzojovanivanNo ratings yet
- VIII Paper 16Document16 pagesVIII Paper 16hamza laribiNo ratings yet
- 1 s2.0 S0950423023001948 MainDocument12 pages1 s2.0 S0950423023001948 MainManish DhimanNo ratings yet
- On The Development of A Risk Management Plan For Tunnelling: Geodata Spa Corso Geodata Spa CorsoDocument5 pagesOn The Development of A Risk Management Plan For Tunnelling: Geodata Spa Corso Geodata Spa CorsoHarold TaylorNo ratings yet
- Application of Quantitative Risk Assessment On Offshore Oil & Gas IndustryDocument7 pagesApplication of Quantitative Risk Assessment On Offshore Oil & Gas IndustryRmz ExeNo ratings yet
- Petrochemicals Planning.Document12 pagesPetrochemicals Planning.vasucristalNo ratings yet
- The Quantitative Assessment of Domino EfDocument14 pagesThe Quantitative Assessment of Domino EfAndrzej BąkałaNo ratings yet
- Using Copulas in Risk AnalysisDocument6 pagesUsing Copulas in Risk AnalysisghourisNo ratings yet
- Advanced Numerical Simulation of Gas Explosions For Assessing The Safety of Oil and Gas PlantDocument12 pagesAdvanced Numerical Simulation of Gas Explosions For Assessing The Safety of Oil and Gas PlantGokul Prabhu100% (1)
- Souza Et Al-2019-Process Safety ProgressDocument6 pagesSouza Et Al-2019-Process Safety ProgressMattNo ratings yet
- ProcessesDocument18 pagesProcessesZaman SajidNo ratings yet
- Cozzani Et Al 2007Document12 pagesCozzani Et Al 2007vincio89No ratings yet
- Domino Effect AnalysisDocument16 pagesDomino Effect Analysisapi-270822363No ratings yet
- Hazards On An Offshore Platform A ReviewDocument8 pagesHazards On An Offshore Platform A ReviewWendy Tie Kai SingNo ratings yet
- Inspection PipelineDocument12 pagesInspection PipelineHedi Ben MohamedNo ratings yet
- Research Article: A Study On A Quantitative Analysis Method For Fire and Explosion Risk Assessment of Offshore PlatformsDocument20 pagesResearch Article: A Study On A Quantitative Analysis Method For Fire and Explosion Risk Assessment of Offshore Platformseky susilowatiNo ratings yet
- Fire Safety Journal Volume 43 issue 8 2008 (doi 10.1016 - j.firesaf.2008.01.002) Mercedes GГіmez-Mares; Luis ZГЎrate; Joaquim Casal - Jet fires aDocument6 pagesFire Safety Journal Volume 43 issue 8 2008 (doi 10.1016 - j.firesaf.2008.01.002) Mercedes GГіmez-Mares; Luis ZГЎrate; Joaquim Casal - Jet fires aigor VladimirovichNo ratings yet
- Integration of HOFs Into ATEX Risk AssesDocument6 pagesIntegration of HOFs Into ATEX Risk AssesNurettin TERZİOĞLUNo ratings yet
- EnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastingDocument6 pagesEnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastinggnpanagiotouNo ratings yet
- Artigo - A Multicriteria Model For Risk Sorting of Natural Gas Pipelines Based On ELECTRE TRI Integrating Utility Theory - Brito Et Al. 2010Document10 pagesArtigo - A Multicriteria Model For Risk Sorting of Natural Gas Pipelines Based On ELECTRE TRI Integrating Utility Theory - Brito Et Al. 2010HeitorFagnerNo ratings yet
- Human Factors (HOF) in ATEXDocument6 pagesHuman Factors (HOF) in ATEXMarcus HartfelderNo ratings yet
- DavisDocument10 pagesDavisangelapaul peterNo ratings yet
- Journal of Loss Prevention in The Process Industries: Ibrahim Abdullah Altuwair, Faisal KhanDocument10 pagesJournal of Loss Prevention in The Process Industries: Ibrahim Abdullah Altuwair, Faisal KhanMuhammad Imran KhanNo ratings yet
- Quantitative Risk Assessment in Lpgstorage Area For Different FireDocument11 pagesQuantitative Risk Assessment in Lpgstorage Area For Different Firejing0o0li1No ratings yet
- Classification of Hazardous Locations Cox Lees Ang 1691051422Document213 pagesClassification of Hazardous Locations Cox Lees Ang 1691051422tahaNo ratings yet
- Hazop in HysysDocument8 pagesHazop in HysysSandraNo ratings yet
- Marine StructuresDocument24 pagesMarine Structuresigor VladimirovichNo ratings yet
- QRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing PlantsDocument6 pagesQRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing Plantsant29539432No ratings yet
- Overview of Disasters in The Chemical Engineering Regime B Nikhil Rohan 2Document21 pagesOverview of Disasters in The Chemical Engineering Regime B Nikhil Rohan 2chandanjoy15No ratings yet
- Quantitative Risk Analysis (QRA) : Germanischer Lloyd - Service/Product DescriptionDocument12 pagesQuantitative Risk Analysis (QRA) : Germanischer Lloyd - Service/Product DescriptionMani KalyanaramanNo ratings yet
- COMAH Guidance For The Surface Engineering Sector: Comah Major Accident Scenarios and Risk ReductionDocument15 pagesCOMAH Guidance For The Surface Engineering Sector: Comah Major Accident Scenarios and Risk ReductionHaroon RasheedNo ratings yet
- Weather Analysis and Forecasting: Applying Satellite Water Vapor Imagery and Potential Vorticity AnalysisFrom EverandWeather Analysis and Forecasting: Applying Satellite Water Vapor Imagery and Potential Vorticity AnalysisNo ratings yet
- X470 AORUS GAMING 5 WIFI User ManualDocument48 pagesX470 AORUS GAMING 5 WIFI User ManualypzoNo ratings yet
- Vapour Cloud Formation: Experiments and ModellingDocument122 pagesVapour Cloud Formation: Experiments and ModellingypzoNo ratings yet
- NORSOK S-001-4thEdDocument72 pagesNORSOK S-001-4thEdypzo100% (1)
- Literature Review of Monitoring Methods For FormaldehydeDocument26 pagesLiterature Review of Monitoring Methods For FormaldehydeypzoNo ratings yet
- Incorporating Resilience Into Business Continuity and Emergency Management For The Petroleum and Process IndustryDocument12 pagesIncorporating Resilience Into Business Continuity and Emergency Management For The Petroleum and Process IndustryypzoNo ratings yet
- HF in Process DesignDocument21 pagesHF in Process DesignypzoNo ratings yet
- Green Book-CPR 16#Document337 pagesGreen Book-CPR 16#JR RomanNo ratings yet
- Cryogenic Spill Protection and MitigationDocument9 pagesCryogenic Spill Protection and MitigationypzoNo ratings yet
- Integrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88Document8 pagesIntegrate Ethyl Benzene Production With An Olefins Plant, HC Processing, 1999, Pg77-88ypzoNo ratings yet
- Sikadur 42 HSDocument2 pagesSikadur 42 HSthe pilotNo ratings yet
- DTC P1602 Deterioration of Battery: DescriptionDocument5 pagesDTC P1602 Deterioration of Battery: DescriptionEdy SudarsonoNo ratings yet
- The Development of Attachment in Separated and Divorced FamiliesDocument33 pagesThe Development of Attachment in Separated and Divorced FamiliesInigo BorromeoNo ratings yet
- Study of Behavior of Bacterial ConcreteDocument20 pagesStudy of Behavior of Bacterial ConcreteGodwin KopelliNo ratings yet
- Region Iii - Central Luzon Padapada National High SchoolDocument2 pagesRegion Iii - Central Luzon Padapada National High SchoolRotipNo ratings yet
- RDG UNIT 2 Skimming Class A 2021Document17 pagesRDG UNIT 2 Skimming Class A 2021Yuly Rumondang Wulan SiallaganNo ratings yet
- AluminumPresentationIEEE (CompatibilityMode)Document31 pagesAluminumPresentationIEEE (CompatibilityMode)A. HassanNo ratings yet
- CLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFDocument100 pagesCLSI Laboratory Documents Development and Control Approved Guideline NAT L COMM CLINICAL LAB STANDARDS 2006 PDFErvin RodriguezNo ratings yet
- 1979 The Cult Phenomenon in The United States - DR John Gordon ClarkDocument8 pages1979 The Cult Phenomenon in The United States - DR John Gordon ClarkFrederick BismarkNo ratings yet
- What Does She/He Look Like?: Height Build AGEDocument18 pagesWhat Does She/He Look Like?: Height Build AGEHenrich Garcia LimaNo ratings yet
- KL 4 Unit 6 TestDocument3 pagesKL 4 Unit 6 TestMaciej Koififg0% (1)
- DAMPNESSDocument21 pagesDAMPNESSChukwu SolomonNo ratings yet
- Hiperparatiroidism SarcinaDocument7 pagesHiperparatiroidism SarcinaClaudia IrimieNo ratings yet
- Proposal Semister ProjectDocument7 pagesProposal Semister ProjectMuket AgmasNo ratings yet
- HDFC Life Insurance (HDFCLIFE) : 2. P/E 58 3. Book Value (RS) 23.57Document5 pagesHDFC Life Insurance (HDFCLIFE) : 2. P/E 58 3. Book Value (RS) 23.57Srini VasanNo ratings yet
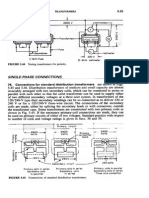
- Transformers ConnectionsDocument6 pagesTransformers Connectionsgeorgel1980No ratings yet
- Educational Facility Planning: Bsarch V-2 Arch. Rey GabitanDocument20 pagesEducational Facility Planning: Bsarch V-2 Arch. Rey Gabitanidealistic03No ratings yet
- 00516-CLIA-Newsletter Jan 06Document4 pages00516-CLIA-Newsletter Jan 06losangelesNo ratings yet
- Policy Schedule Personal Accident Insurance Policy: (Plan 5)Document2 pagesPolicy Schedule Personal Accident Insurance Policy: (Plan 5)Rana BiswasNo ratings yet
- Impact of Job Design On Employee Engagement: A Theoretical and Literature ReviewDocument6 pagesImpact of Job Design On Employee Engagement: A Theoretical and Literature ReviewAnonymous CwJeBCAXpNo ratings yet
- POB Ch08Document28 pagesPOB Ch08Anjum MalikNo ratings yet
- Indirect Current Control of LCL Based Shunt Active Power FilterDocument10 pagesIndirect Current Control of LCL Based Shunt Active Power FilterArsham5033No ratings yet
- FiltrationDocument22 pagesFiltrationYeabsira WorkagegnehuNo ratings yet
- Teleperformance Global Services Private Limited: Full and Final Settlement - December 2023Document3 pagesTeleperformance Global Services Private Limited: Full and Final Settlement - December 2023vishal.upadhyay9279No ratings yet
- Airport - WikipediaDocument109 pagesAirport - WikipediaAadarsh LamaNo ratings yet
- Report Text: General ClassificationDocument7 pagesReport Text: General Classificationrisky armala syahraniNo ratings yet
- Additional Activity 3 InsciDocument3 pagesAdditional Activity 3 InsciZophia Bianca BaguioNo ratings yet
- Intimacy and Healthy Affective Maturaity - Fa-Winter09bDocument9 pagesIntimacy and Healthy Affective Maturaity - Fa-Winter09bCarlos GiraldoNo ratings yet
- Rrs PresentationDocument69 pagesRrs PresentationPriyamvada Biju100% (1)
- ReferensiDocument4 pagesReferensiyusri polimengoNo ratings yet