You might also like
- G Code Example LatheDocument1 pageG Code Example Lathejegan172No ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- CNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleDocument340 pagesCNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleYassin Belkacem100% (2)
- Cimco Edit Siemens 840D Macro Programming ExamplesDocument18 pagesCimco Edit Siemens 840D Macro Programming ExamplesArmando AriazzNo ratings yet
- Okuma Lathe ManualDocument23 pagesOkuma Lathe ManualWong Lee QinNo ratings yet
- CNC Turning ExamplesDocument69 pagesCNC Turning ExamplesThenarasumohanvelu100% (2)
- Milling ProgramDocument20 pagesMilling ProgramSudeep Kumar SinghNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- Virtual Axis Monitoring MotionDocument4 pagesVirtual Axis Monitoring MotionbhageshlNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- Study Material For CNC SimulationDocument4 pagesStudy Material For CNC SimulationManas Ranjan PaniNo ratings yet
- 3 G Codes Part 1 CNC PDFDocument23 pages3 G Codes Part 1 CNC PDFMichael CampbellNo ratings yet
- CNC Book PDFDocument342 pagesCNC Book PDFDr V.Suresh Babu100% (2)
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- CNC English Code Controller SystemDocument17 pagesCNC English Code Controller Systemmarciano1980No ratings yet
- M and G Codes 20Document7 pagesM and G Codes 20Marco muñozNo ratings yet
- Basic Machine Codes For CNC MillingDocument46 pagesBasic Machine Codes For CNC MillingMohd Zaieri100% (5)
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- G-Code Program: A Basic ExampleDocument1 pageG-Code Program: A Basic Examplejegan172No ratings yet
- CNC Programming Tutorials Examples G and M Codes by Thanh TranDocument302 pagesCNC Programming Tutorials Examples G and M Codes by Thanh TranダンハイソンNo ratings yet
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDocument73 pagesMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريNo ratings yet
- 00 EAGLE FANUC OiDocument60 pages00 EAGLE FANUC OiFranciscoDanielRamirezFloresNo ratings yet
- Cim Lab Viva TipsDocument5 pagesCim Lab Viva Tipsshivaling battarkiNo ratings yet
- CNC Programming Tutorials Examples G and M Codes Programming Tutorial Example Code For Beginner To Advance Level CNC Machinist PDFDocument302 pagesCNC Programming Tutorials Examples G and M Codes Programming Tutorial Example Code For Beginner To Advance Level CNC Machinist PDFSanjai RohanNo ratings yet
- CNC Programming 1Document26 pagesCNC Programming 1mohamed alsalhyNo ratings yet
- Experiment 4 Stepper Motor Control With Systick Timer: 1 ObjectivesDocument5 pagesExperiment 4 Stepper Motor Control With Systick Timer: 1 ObjectivesEVD18I001 A BALAVIGNESHNo ratings yet
- How To Use Charly 4U Milling Mchine Using The GcodeDocument18 pagesHow To Use Charly 4U Milling Mchine Using The GcodeAnish KumarNo ratings yet
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- ttm-000 eDocument6 pagesttm-000 eMaitry ShahNo ratings yet
- A Basic Example: Setup and DefinitionsDocument1 pageA Basic Example: Setup and Definitionsjegan172No ratings yet
- CED19I032Document13 pagesCED19I032Pranavram VNo ratings yet
- Canned Cycles Programming ExampleDocument9 pagesCanned Cycles Programming ExampleLeonardo Eladio Vergara GuillenNo ratings yet
- CNC Turning (Bridgeport)Document63 pagesCNC Turning (Bridgeport)Siti Idah TawhidNo ratings yet
- C - 12 X 3.PGM - Plasma Programming ExampleDocument14 pagesC - 12 X 3.PGM - Plasma Programming ExampleLeonardo Eladio Vergara GuillenNo ratings yet
- CNC G & M Codes in Machining Introductory Lab ReportDocument3 pagesCNC G & M Codes in Machining Introductory Lab ReportFarooq ShahNo ratings yet
- Automation - G Code Command DescriptionDocument117 pagesAutomation - G Code Command DescriptionInduk HanNo ratings yet
- Okuma Program ExampleDocument3 pagesOkuma Program Exampleenamicul50No ratings yet
- FANUC G-Code Education TrainingDocument31 pagesFANUC G-Code Education TrainingFrancisco MorenoNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- Study Material For CNC SimulationDocument10 pagesStudy Material For CNC SimulationManas Ranjan PaniNo ratings yet
- EDM18B010 - Expt4-Embedded System Design PracticeDocument9 pagesEDM18B010 - Expt4-Embedded System Design PracticeCHIRAG C M CHIRAG C MNo ratings yet
- CED19I032Document12 pagesCED19I032Pranavram VNo ratings yet
- G CodeDocument55 pagesG CodeJusuf Kunic100% (1)
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- 3 G Codes Part 1 CNCDocument23 pages3 G Codes Part 1 CNCKnyenk CahbrutalNo ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- FANUCMDocument24 pagesFANUCMpramodgowdruNo ratings yet
- Manual FanucDocument104 pagesManual FanucTauasi TauasisNo ratings yet
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Mary L. Trump AffidavitDocument4 pagesMary L. Trump AffidavitLaw&Crime100% (2)
- Bitcoin 2: Freedom of TransactionDocument14 pagesBitcoin 2: Freedom of Transactioneric_gonzalez_btc2No ratings yet
- The Force in Bitcoin CopyeditedDocument3 pagesThe Force in Bitcoin CopyeditedYakov ZinovievNo ratings yet
- Tempest Impact Uk Us CommsDocument16 pagesTempest Impact Uk Us CommsYakov ZinovievNo ratings yet
- In The United States District Court For The Eastern District of Virginia Alexandria DivisionDocument12 pagesIn The United States District Court For The Eastern District of Virginia Alexandria DivisionYakov ZinovievNo ratings yet
- Cryptome: Correction On Cryptome Publication of State Department CablesDocument3 pagesCryptome: Correction On Cryptome Publication of State Department CablesYakov ZinovievNo ratings yet
- What's New in Mastercam 2020Document82 pagesWhat's New in Mastercam 2020Yakov ZinovievNo ratings yet
- Adteknology Laser BystronicDocument15 pagesAdteknology Laser BystronicYakov ZinovievNo ratings yet
- A ShortIntroductiontoPOSIX ThreadsDocument8 pagesA ShortIntroductiontoPOSIX ThreadsPablo RapagnaniNo ratings yet
- 03-Controlling Laser Ranging With RTAI-based Real-Time Linux FinalDocument4 pages03-Controlling Laser Ranging With RTAI-based Real-Time Linux FinalYakov ZinovievNo ratings yet
- 2M210 M1 PDFDocument2 pages2M210 M1 PDFYakov ZinovievNo ratings yet
- Assembler Pass 1.Document66 pagesAssembler Pass 1.akbisoi1No ratings yet
- Pgt106 Lab 8Document11 pagesPgt106 Lab 8DivyaNo ratings yet
- ALPDocument6 pagesALPTanzeem SyedNo ratings yet
- JennyDocument16 pagesJennyMyrna PanesNo ratings yet
- Mobile Store Management SystemDocument121 pagesMobile Store Management SystemAnonymous 5FPyjkqNo ratings yet
- Introduction To C Part 1Document51 pagesIntroduction To C Part 1Yousef AldrisiNo ratings yet
- GPLDocument5 pagesGPLYonyNo ratings yet
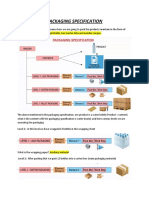
- 2 Packaging SpecificationDocument77 pages2 Packaging SpecificationMohd Shoaib100% (1)
- C++ Programming: From Problem Analysis To Program Design,: Fourth EditionDocument72 pagesC++ Programming: From Problem Analysis To Program Design,: Fourth EditionTayyab HayyatNo ratings yet
- Dictionary Dictionary - Path: Filter (Translate (Source Target Dictionary ( ) Fallback ) )Document2 pagesDictionary Dictionary - Path: Filter (Translate (Source Target Dictionary ( ) Fallback ) )Thùy VũNo ratings yet
- Dilip - SFDC CPQ Architect14 GCDocument5 pagesDilip - SFDC CPQ Architect14 GCmariareddy17100% (1)
- Ch2 - Operating System Structures UPDATED WITH NOTESDocument59 pagesCh2 - Operating System Structures UPDATED WITH NOTESNurul AmizaNo ratings yet
- Unit-1: Data Handling - (DH) : PAN DA SDocument12 pagesUnit-1: Data Handling - (DH) : PAN DA SAbhinav KhannaNo ratings yet
- Storage Class in CDocument24 pagesStorage Class in CAsakti sinhaNo ratings yet
- Chapter 1 Overview of OOPDocument154 pagesChapter 1 Overview of OOPJason RuizNo ratings yet
- The Faces of Computer Malware: by Michael P. KassnerDocument15 pagesThe Faces of Computer Malware: by Michael P. KassnerAlex MungaiNo ratings yet
- JavaLab PartA&B ManualDocument24 pagesJavaLab PartA&B ManualPreeti SharmaNo ratings yet
- Chapter 1: PHP Arrays and SuperglobalsDocument33 pagesChapter 1: PHP Arrays and Superglobalsshebin mohanNo ratings yet
- Prolin API Programming Guide (V2.5.3) - 20220330Document375 pagesProlin API Programming Guide (V2.5.3) - 20220330acoliveira OliveiraNo ratings yet
- SRS of Students Result Management SystemDocument6 pagesSRS of Students Result Management SystemABHIJITH DAS0% (1)
- You Exec - Issue Tracker FreeDocument207 pagesYou Exec - Issue Tracker FreeSajidNo ratings yet
- Software Testing TechniquesDocument17 pagesSoftware Testing TechniquesTaqi Shah0% (1)
- Postgres InfoDocument3 pagesPostgres Infoamir nouriNo ratings yet
- Ms CertificationDocument28 pagesMs Certificationroshanj2007No ratings yet
- Parking Management System': Project ProposalDocument4 pagesParking Management System': Project ProposalSushant PoudelNo ratings yet
- Become A MERN Stack JavaScript DeveloperDocument1 pageBecome A MERN Stack JavaScript Developerm2No ratings yet
- Frontend: MasterDocument21 pagesFrontend: Masterymoghar1No ratings yet
- UncrustifyDocument65 pagesUncrustifyHari KrishnanNo ratings yet
- Error Handling: Archive For The ETL Exception & Error Handling' CategoryDocument4 pagesError Handling: Archive For The ETL Exception & Error Handling' CategorySunil KattaNo ratings yet
- Maharana Pratap College of Technology &management: A Seminar On Java Servlet & AppletDocument20 pagesMaharana Pratap College of Technology &management: A Seminar On Java Servlet & AppletPushp PallaviNo ratings yet